Magnesium Alloy Parts CNC Machining Methods and Caution
With the in-depth implementation of the "magnesium alloy application development and industrialization" project, enterprises have experienced many problems in actual production. Such as process and safety issues, this is because most of the domestic magnesium alloy CNC machining, die-casting enterprises contact magnesium alloy for the first time. Therefore, this paper will give a general introduction to the mechanical processing technology and safe operation procedures of magnesium alloy die-cast parts for reference.
Machining of magnesium alloy
The density of magnesium alloys is 36% lighter than that of aluminum alloys, 73% lighter than that of zinc alloys and 77% lighter than that of steel. Magnesium alloys are recognized as the smallest structural metal materials. Machining of small batches of magnesium alloy parts can be carried out on small machine tools operated manually. When processing magnesium alloy parts in high-volume and high-efficiency, it is more economical to use a dedicated large-scale automated machining center or computer numerical control machine. Compared with metal materials with poor machinability, magnesium alloys with good machinability have outstanding advantages. For magnesium alloys, powerful cutting can be performed at high cutting speeds and large feed rates, so that the number of machining hours can be reduced.
1.1 Cutting Power Consumption of Magnesium Alloys
When machining magnesium alloy parts, the power consumption per unit volume of cutting is lower than other common metals. At several typical cutting speeds, the power consumption of various metals relative to magnesium is shown in Table 1.
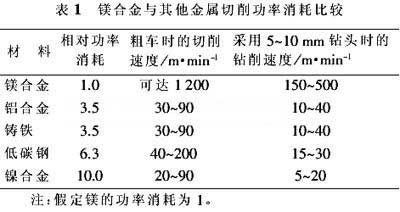
Since the magnesium alloy has good thermal conductivity and small cutting force, the heat dissipation speed during the processing is fast, and the tool life is long, thereby reducing the tool cost and shortening the downtime required to replace the tool. Because the magnesium alloy is easy to cut, its chip breaking performance is very good. Under normal conditions, only one finishing process can achieve the required final surface roughness.
1.2 Effect of magnesium alloy materials on processing properties
1.2.1 Effect on chip formation
Chip types formed in the process of mechanical processing are related to material composition, part shape, alloy state and feed speed. When a single-edged tool is used for turning, boring, planing, and milling of magnesium alloys, the generated chips can be divided into three categories:
a> Coarse chips with good chip breakage are formed under high feed rate.
b> The chips with short length and good chip breakage are formed under medium feed rate.
c> A long and curly chip is formed at a small feed rate.
1.2.2 Effect on distortion
Since magnesium has a high specific heat and good thermal conductivity, the heat generated by friction rapidly diffuses to various parts of the part, so that the magnesium alloy is not subjected to a high temperature during cutting. However, in the case of high cutting speeds and large feed rates, the heat generated by the parts is also quite high, and it is likely to be distorted due to excessive temperature.
1.2.3 Effect on thermal expansion
If the dimensional tolerance requirements of the finished part are strict, the influence factor of the thermal expansion coefficient of magnesium must be considered in the design. If a considerable amount of heat is generated under the above processing conditions, it is likely to affect the machining accuracy of the parts. The coefficient of thermal expansion of magnesium is slightly higher than that of aluminum, which is significantly higher than that of steel. It is 26.6-27.4 μm/m ° C in the range of 200 °C.
2.4 Effect on cold deformation
During machining, magnesium alloy parts rarely undergo distortion or warpage caused by cold deformation. However, when the tool is too blunt, the feed rate is too slow, and the tool has a pause during processing, it may cause distortion or warpage.
1.3 Influence of tools on machining of magnesium alloy parts
1.3.1 Influence of tool material
The choice of tool material for processing magnesium alloys depends on the amount of machining required to be done.
Small batch processing, general long service life of ordinary steel cutter;
Batch processing, tool is usually preferred embedded hard alloy;
When the processing volume is large and the tolerance requirements are very strict, the costly diamond-inlaid cutter head can be used to eliminate the cumbersome reset compensation adjustment work.
1.3.2 Tool design
Tools for machining steel and aluminum are also generally suitable for the processing of magnesium alloys. However, since magnesium has a small cutting force and a relatively low heat capacity, the processing tool should have a large outer relief angle, a large chip clearance, a small number of blades, and a small rake angle. In addition, it is important to ensure that the various surfaces of the tool are smooth.
1.3.3 Tool sharpening
An important principle in mechanical processing of magnesium alloys is that the cutting tools should be kept as sharp and smooth as possible, and no scratches, burrs and winding edges are required. If the tool has cut through other metals, it should be re-sharpened even if the cutting angle has not changed.
The tool can be ground initially with a medium-grain grinding wheel, then sharpened with a fine-grained grinding wheel and, if necessary, hand-honed with fine stone or ultra-fine stone. For high-speed steel tools, 100-mesh alumina grinding wheel can be used for fine grinding to obtain satisfactory results. For sharpened carbide inserts, 320-mesh silicon carbide grinding wheels or 200-300 mesh diamond grinding wheels are generally used.
1.4 Influence of cutting fluid on machining
Because of the rapid heat dissipation of magnesium, the machined surface can be kept at a lower temperature level. In addition, the machinability of magnesium makes it difficult to bond with steel, and lubrication is generally not required in cutting.
When processing magnesium alloy parts, smooth surface can be obtained with or without cutting fluid at high or low cutting speeds. The main purpose of using cutting fluid is to cool the workpiece and minimize the possibility of distortion and chip ignition. Therefore, in the machining of magnesium alloy parts, the cutting fluid is generally referred to as a coolant. Coolant is one of the factors that extend tool life when production quantities are large.
Mineral oil is generally used for the coolant. Mineral seal oils and kerosene have been successfully used as coolants for magnesium alloy processing. In order to achieve a better cooling effect, the cutting oil should have a lower viscosity. In order to prevent corrosion of magnesium alloy parts, the free acid content in the cutting fluid should be less than 0.2%.
2.1 Unsafe factors in the machining process
During the machining of magnesium alloys, the resulting chips and fine powders are at risk of burning or exploding. The chip size produced in the initial processing stage is large. Since the thermal conductivity of magnesium is very high, the generated frictional heat can be quickly dissipated, so it is difficult to reach the ignition temperature, and there are fewer accidents at this stage. However, in the finishing stage, since the fine chips and fine powders produced have a large specific surface area, it is easy to reach the ignition temperature and cause a combustion or explosion accident.
In the processing of magnesium alloys, the factors that influence the temperature of the chips to reach the flash point or combustion are as follows.
a> The relationship between processing speed and cutting rate. There is a range of processing speeds and feed rates that can cause combustion under any given set of conditions. The feed rate is increased and the chip thickness is increased, making it less likely to reach the ignition temperature. As long as the processing speed is low enough, it is impossible for any size of the chips to be ignited. If the processing speed is high enough, it is impossible to heat chips of any size to ignition temperature due to the short contact time between chips and tools.
b> The relative temperature of the environment. The higher the relative temperature, the greater the likelihood of fire.
c> The composition and state of the alloy. Single-phase alloys are less prone to fire than multi-phase alloys. The more uniform the alloy state, the less likely it is to catch fire.
d> other factors.
Too little feed rate or knife feed;
The pause time during processing is too long;
The back angle and chip space of the tool are too small;
High cutting speeds are used without the use of cutting fluids;
Sparks may occur when a tool collides with a dissimilar metal core liner embedded in the casting.
Magnesium chips accumulate around or under the machine.
Machining of magnesium alloy
The density of magnesium alloys is 36% lighter than that of aluminum alloys, 73% lighter than that of zinc alloys and 77% lighter than that of steel. Magnesium alloys are recognized as the smallest structural metal materials. Machining of small batches of magnesium alloy parts can be carried out on small machine tools operated manually. When processing magnesium alloy parts in high-volume and high-efficiency, it is more economical to use a dedicated large-scale automated machining center or computer numerical control machine. Compared with metal materials with poor machinability, magnesium alloys with good machinability have outstanding advantages. For magnesium alloys, powerful cutting can be performed at high cutting speeds and large feed rates, so that the number of machining hours can be reduced.
1.1 Cutting Power Consumption of Magnesium Alloys
When machining magnesium alloy parts, the power consumption per unit volume of cutting is lower than other common metals. At several typical cutting speeds, the power consumption of various metals relative to magnesium is shown in Table 1.
Since the magnesium alloy has good thermal conductivity and small cutting force, the heat dissipation speed during the processing is fast, and the tool life is long, thereby reducing the tool cost and shortening the downtime required to replace the tool. Because the magnesium alloy is easy to cut, its chip breaking performance is very good. Under normal conditions, only one finishing process can achieve the required final surface roughness.
1.2 Effect of magnesium alloy materials on processing properties
1.2.1 Effect on chip formation
Chip types formed in the process of mechanical processing are related to material composition, part shape, alloy state and feed speed. When a single-edged tool is used for turning, boring, planing, and milling of magnesium alloys, the generated chips can be divided into three categories:
a> Coarse chips with good chip breakage are formed under high feed rate.
b> The chips with short length and good chip breakage are formed under medium feed rate.
c> A long and curly chip is formed at a small feed rate.
1.2.2 Effect on distortion
Since magnesium has a high specific heat and good thermal conductivity, the heat generated by friction rapidly diffuses to various parts of the part, so that the magnesium alloy is not subjected to a high temperature during cutting. However, in the case of high cutting speeds and large feed rates, the heat generated by the parts is also quite high, and it is likely to be distorted due to excessive temperature.
1.2.3 Effect on thermal expansion
If the dimensional tolerance requirements of the finished part are strict, the influence factor of the thermal expansion coefficient of magnesium must be considered in the design. If a considerable amount of heat is generated under the above processing conditions, it is likely to affect the machining accuracy of the parts. The coefficient of thermal expansion of magnesium is slightly higher than that of aluminum, which is significantly higher than that of steel. It is 26.6-27.4 μm/m ° C in the range of 200 °C.
2.4 Effect on cold deformation
During machining, magnesium alloy parts rarely undergo distortion or warpage caused by cold deformation. However, when the tool is too blunt, the feed rate is too slow, and the tool has a pause during processing, it may cause distortion or warpage.
1.3 Influence of tools on machining of magnesium alloy parts
1.3.1 Influence of tool material
The choice of tool material for processing magnesium alloys depends on the amount of machining required to be done.
Small batch processing, general long service life of ordinary steel cutter;
Batch processing, tool is usually preferred embedded hard alloy;
When the processing volume is large and the tolerance requirements are very strict, the costly diamond-inlaid cutter head can be used to eliminate the cumbersome reset compensation adjustment work.
1.3.2 Tool design
Tools for machining steel and aluminum are also generally suitable for the processing of magnesium alloys. However, since magnesium has a small cutting force and a relatively low heat capacity, the processing tool should have a large outer relief angle, a large chip clearance, a small number of blades, and a small rake angle. In addition, it is important to ensure that the various surfaces of the tool are smooth.
1.3.3 Tool sharpening
An important principle in mechanical processing of magnesium alloys is that the cutting tools should be kept as sharp and smooth as possible, and no scratches, burrs and winding edges are required. If the tool has cut through other metals, it should be re-sharpened even if the cutting angle has not changed.
The tool can be ground initially with a medium-grain grinding wheel, then sharpened with a fine-grained grinding wheel and, if necessary, hand-honed with fine stone or ultra-fine stone. For high-speed steel tools, 100-mesh alumina grinding wheel can be used for fine grinding to obtain satisfactory results. For sharpened carbide inserts, 320-mesh silicon carbide grinding wheels or 200-300 mesh diamond grinding wheels are generally used.
1.4 Influence of cutting fluid on machining
Because of the rapid heat dissipation of magnesium, the machined surface can be kept at a lower temperature level. In addition, the machinability of magnesium makes it difficult to bond with steel, and lubrication is generally not required in cutting.
When processing magnesium alloy parts, smooth surface can be obtained with or without cutting fluid at high or low cutting speeds. The main purpose of using cutting fluid is to cool the workpiece and minimize the possibility of distortion and chip ignition. Therefore, in the machining of magnesium alloy parts, the cutting fluid is generally referred to as a coolant. Coolant is one of the factors that extend tool life when production quantities are large.
Mineral oil is generally used for the coolant. Mineral seal oils and kerosene have been successfully used as coolants for magnesium alloy processing. In order to achieve a better cooling effect, the cutting oil should have a lower viscosity. In order to prevent corrosion of magnesium alloy parts, the free acid content in the cutting fluid should be less than 0.2%.
Mechanical operation safety procedures
2.1 Unsafe factors in the machining process
During the machining of magnesium alloys, the resulting chips and fine powders are at risk of burning or exploding. The chip size produced in the initial processing stage is large. Since the thermal conductivity of magnesium is very high, the generated frictional heat can be quickly dissipated, so it is difficult to reach the ignition temperature, and there are fewer accidents at this stage. However, in the finishing stage, since the fine chips and fine powders produced have a large specific surface area, it is easy to reach the ignition temperature and cause a combustion or explosion accident.
In the processing of magnesium alloys, the factors that influence the temperature of the chips to reach the flash point or combustion are as follows.
a> The relationship between processing speed and cutting rate. There is a range of processing speeds and feed rates that can cause combustion under any given set of conditions. The feed rate is increased and the chip thickness is increased, making it less likely to reach the ignition temperature. As long as the processing speed is low enough, it is impossible for any size of the chips to be ignited. If the processing speed is high enough, it is impossible to heat chips of any size to ignition temperature due to the short contact time between chips and tools.
b> The relative temperature of the environment. The higher the relative temperature, the greater the likelihood of fire.
c> The composition and state of the alloy. Single-phase alloys are less prone to fire than multi-phase alloys. The more uniform the alloy state, the less likely it is to catch fire.
d> other factors.
Too little feed rate or knife feed;
The pause time during processing is too long;
The back angle and chip space of the tool are too small;
High cutting speeds are used without the use of cutting fluids;
Sparks may occur when a tool collides with a dissimilar metal core liner embedded in the casting.
Magnesium chips accumulate around or under the machine.




