High-speed milling of graphite electrode prism surface
The main problem with the prism face processing of graphite electrodes is the fracture of the local corners of the mold. The direction of action of the cutting force should be mainly considered. The following is an example of processing the sides of the bottom plate and the vertical plate in FIG.
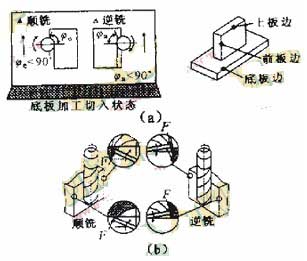
Figure 13 graphite electrode processing example
I. Machining the bottom of the floor
The surface roughness changes little when clockwise milling, and the bottom edge quality is good. However, the surface roughness value becomes larger when counterclockwise milling, and the quality of the bottom corner edge decreases (Fig. 13a). In order to obtain high quality corners, the edges should be milled first.
II. Processing vertical board
When the two sides are clockwise, the direction of force is different, that is, one side is pressed in and one side is pressed out (Fig. 13b). Therefore, the actual feed direction must be changed when cutting the corners.
III. Processing the top corner of the riser
The cutting position should be avoided by changing the position of the point of entry when counterclockwise milling to avoid fragmentation of the corners of the workpiece. Tool angles such as lead angles have a great influence on this kind of chipping, and are generally controlled at around 30°.
In order to prevent the occurrence of corners during the milling process. The following measures can also be taken;
1. Soak in the processing liquid before the electrode processing;
2, the use of good wear resistance tools;
3, using milling clockwise (go down knife) a method for processing;
4. Reduce the cutting amount of the cutter during cutting;
5, the cutting tool pitch cutting amount is less than 1/2 of the tool diameter;
6. Decelerate processing when machining both ends;
7. Use the pad to enhance the rigidity of the terminal surface when processing the bottom.
When the corner portion between the upper curved portion and the side surface is processed, if fine cracks are easily generated, the side surface should be finished after the processing of the upper curved portion is completed.
Although graphite is a very stable material, it has no direct adverse effects on human health and is easily cleaned with soap. However, graphite chips may affect the environment in the form of dust, pollutants, etc., and dust is also harmful to the human body. Therefore, it is best to use vacuuming equipment and a mask when machining.
The chip form affects tool wear through dust, broken chips, and the cutting media used. The graphite particles during wet cutting are caused by the flow of the tool, while the dry cutting tool with external blowing has a higher life than ordinary dry machining. Strong blowing prevents secondary wear of the graphite particles. When the graphite impregnated with the electrolyte is processed, the tool wear is drastically lowered.
In addition, the cleaning of graphite powder must be highly valued. Equipment for drawing refined graphite powder into the wet unit should be provided, and a roughing cycle should be carried out with a clean cycle and intermittent filtration.
Figure 13 graphite electrode processing example
I. Machining the bottom of the floor
The surface roughness changes little when clockwise milling, and the bottom edge quality is good. However, the surface roughness value becomes larger when counterclockwise milling, and the quality of the bottom corner edge decreases (Fig. 13a). In order to obtain high quality corners, the edges should be milled first.
II. Processing vertical board
When the two sides are clockwise, the direction of force is different, that is, one side is pressed in and one side is pressed out (Fig. 13b). Therefore, the actual feed direction must be changed when cutting the corners.
III. Processing the top corner of the riser
The cutting position should be avoided by changing the position of the point of entry when counterclockwise milling to avoid fragmentation of the corners of the workpiece. Tool angles such as lead angles have a great influence on this kind of chipping, and are generally controlled at around 30°.
In order to prevent the occurrence of corners during the milling process. The following measures can also be taken;
1. Soak in the processing liquid before the electrode processing;
2, the use of good wear resistance tools;
3, using milling clockwise (go down knife) a method for processing;
4. Reduce the cutting amount of the cutter during cutting;
5, the cutting tool pitch cutting amount is less than 1/2 of the tool diameter;
6. Decelerate processing when machining both ends;
7. Use the pad to enhance the rigidity of the terminal surface when processing the bottom.
When the corner portion between the upper curved portion and the side surface is processed, if fine cracks are easily generated, the side surface should be finished after the processing of the upper curved portion is completed.
Although graphite is a very stable material, it has no direct adverse effects on human health and is easily cleaned with soap. However, graphite chips may affect the environment in the form of dust, pollutants, etc., and dust is also harmful to the human body. Therefore, it is best to use vacuuming equipment and a mask when machining.
The chip form affects tool wear through dust, broken chips, and the cutting media used. The graphite particles during wet cutting are caused by the flow of the tool, while the dry cutting tool with external blowing has a higher life than ordinary dry machining. Strong blowing prevents secondary wear of the graphite particles. When the graphite impregnated with the electrolyte is processed, the tool wear is drastically lowered.
In addition, the cleaning of graphite powder must be highly valued. Equipment for drawing refined graphite powder into the wet unit should be provided, and a roughing cycle should be carried out with a clean cycle and intermittent filtration.




