How does stainless steel tapping?
Tapping on stainless steel is much more difficult than tapping on a common steel. Frequently due to the large torque, the tap is “bitten” in the screw hole, collapsing or breaking, the surface of the thread is not light, the groove is grooved, the size is out of tolerance, the chaos and the tap are seriously worn. Therefore, the corresponding technical measures should be taken to solve the problem of tapping stainless steel threads.
1. When tapping stainless steel threads, the phenomenon of "expanding teeth" is more serious, and the tap is easy to "bite" in the hole, so the bottom hole of the thread should be enlarged appropriately. In general, the diameter of the bottom hole of a thread with pitch less than 1 mm is equal to the nominal diameter minus the pitch. When the pitch is greater than 1 mm, the diameter of the bottom hole of the thread is equal to the nominal diameter minus 1.1 times the pitch.
2. Choosing the right tap and reasonable cutting amount is the key to the quality of tapping. Tap material, should be selected from cobalt or aluminum super hard high speed steel; The main deviation angle is related to pitch and number of tap handles. The head cone Kr = 5 ~7, the second and third cones Kr = 10 ~20. The calibration part generally takes 3 to 4 thread lengths and has an inverted cone of 0.05 to 0.1 mm/100 mm; In general, the direction of chip holder is b = 8 ~15, which can control the direction of chip flow. For straight groove taps, the front end of the tap can be ground to a spiral shape;
The rake angle of the tap is generally gp = 15 ° ~ 20 °, and the back angle is 8 ° ~ 12 °.
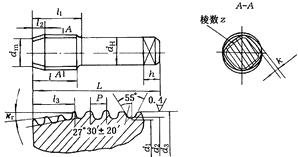
3. Tapless taps can be used to tap stainless steel, see Figure 7. The diameter of the bottom hole before extruding with a slotless tap is:
d0=dw-(0.5-0.6)P
Where: dw——the outer diameter of the workpiece thread, mm;
P - pitch.
4. When tapping stainless steel, ensure that there is enough cooling lubricant. Sulfuric acid oil is usually selected from +15% to 20% CCl4; White lead oil + engine oil or other mineral oil; Kerosene is diluted with chlorinated paraffin.
5. During the tapping process, if the tap is broken, the workpiece can be placed in a nitric acid solution for corrosion, and the high-speed steel wire cone can be quickly corroded without scrapping the workpiece.
1. When tapping stainless steel threads, the phenomenon of "expanding teeth" is more serious, and the tap is easy to "bite" in the hole, so the bottom hole of the thread should be enlarged appropriately. In general, the diameter of the bottom hole of a thread with pitch less than 1 mm is equal to the nominal diameter minus the pitch. When the pitch is greater than 1 mm, the diameter of the bottom hole of the thread is equal to the nominal diameter minus 1.1 times the pitch.
2. Choosing the right tap and reasonable cutting amount is the key to the quality of tapping. Tap material, should be selected from cobalt or aluminum super hard high speed steel; The main deviation angle is related to pitch and number of tap handles. The head cone Kr = 5 ~7, the second and third cones Kr = 10 ~20. The calibration part generally takes 3 to 4 thread lengths and has an inverted cone of 0.05 to 0.1 mm/100 mm; In general, the direction of chip holder is b = 8 ~15, which can control the direction of chip flow. For straight groove taps, the front end of the tap can be ground to a spiral shape;
The rake angle of the tap is generally gp = 15 ° ~ 20 °, and the back angle is 8 ° ~ 12 °.
3. Tapless taps can be used to tap stainless steel, see Figure 7. The diameter of the bottom hole before extruding with a slotless tap is:
d0=dw-(0.5-0.6)P
Where: dw——the outer diameter of the workpiece thread, mm;
P - pitch.
4. When tapping stainless steel, ensure that there is enough cooling lubricant. Sulfuric acid oil is usually selected from +15% to 20% CCl4; White lead oil + engine oil or other mineral oil; Kerosene is diluted with chlorinated paraffin.
5. During the tapping process, if the tap is broken, the workpiece can be placed in a nitric acid solution for corrosion, and the high-speed steel wire cone can be quickly corroded without scrapping the workpiece.




