Automatic Lathe Processing Stainless Steel Sphere Process Card
Stainless Steel Sphere Process Card
| Kang Ding Hardware | Automatic Lathe processing card | Product number | Part Number | Part Name | Number of pieces | page 1 | |||||
| Stainless steel ball valve | CG002 | Stainless steel sphere | 1 item | 1 page in total | |||||||
| Part processing route |
 |
Part specification | |||||||||
|
workshop D-3 |
Process |
material |
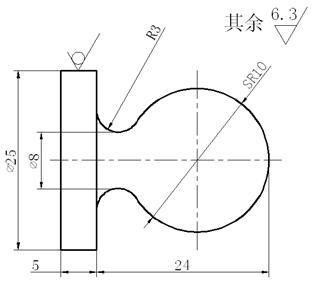
304 stainless steel Φ25 round bar |
||||||||
| Treasury | Blanking | weight | 0.154kg | ||||||||
| turner | Deburring |
Blank material size: Φ25×34mm |
|||||||||
| turner | Rough turning | Part technical requirements | |||||||||
| turner | Finishing | 1. no burrs on the surface. | |||||||||
| turner | Deburring | ||||||||||
| Inspection room | test | ||||||||||
| No. | Step name | Device name | Equipment model | Tool number | Tool name | Process content | Unit working hours | Remarks | |||
| 1 |
Alignment Clamping |
Automatic Lathe | C6150/HK | Three-jaw chuck, chuck, tool holder wrench | Clamp the outer circle of the blank to extend 40, alignment and clamping. | 2min | |||||
| 2 | lineation | Common R arcuate knife, file, etc. | The length of scribing is 10, 20 and 24 respectively. | 2min | |||||||
| 3 | Grooving | The circular knife moves at a position of 20 to 24 long, and grooving to Φ8 | 2min | ||||||||
| 4 | Turning outer circle | Turning the front R10, turning the rear R10 | 5min |
R gauge R10 |
|||||||
| 5 | file finishing,cutting off | After smashing the spherical surface with a trowel, cut off the total length and remove burrs. | 15min | ||||||||
| 6 | test | 0~150mm vernier caliper | 5min | ||||||||
| prepared by | Zou gold hair | Review | Approve | Sign | Date of preparation | 2005.5 | |||||




