EXPERIMENTAL RESEARCH ON SURFACE INTEGRITY OF PRESTRESSED ABRASIVE BELT GRINDING PRECISE TITANIUM ALLOY PARTS
Key words: titanium alloy surface treatment, finishing, grinding titanium alloy, prestressed abrasive belt, prestressed abrasive belt grinding principle, titanium alloy abrasive belt grinding, abrasive belt grinding
In order to improve the fatigue resistance and corrosion resistance of titanium alloy processing surface, based on the principle of pre-stressed abrasive belt grinding, the grinding test of titanium alloy belt under different prestressing conditions (0MPa, 100MPa and 200MPa) was carried out. By detecting and analyzing the surface integrity of the workpiece after grinding under different prestress conditions. Based on the abrasive belt model, the mechanism of prestressed abrasive belt grinding on residual stress and surface morphology is revealed. On the basis of abrasive grain model, the mechanism of residual stress and surface morphology in prestressing abrasive belt grinding is revealed.
The results show: Applying pre-stressing and grinding within the elastic range of the material can actively reinforce the residual compressive stress state of the workpiece surface. With the increase of prestress, the magnitude of residual compressive stress tends to increase gradually; Pre-stressed abrasive belt grinding has little effect on surface hardness and does not change with pre-stress within a certain range. Grinding with pre-stressed abrasive belts gives better surface topography but slightly increases the roughness.
Titanium alloy has superior properties such as low density, high specific strength, strong corrosion resistance and good heat resistance. It has been rapidly promoted and applied in industries such as aviation, shipbuilding, nuclear energy, and medical equipment. Despite this, titanium alloys are a typical hard-to-machine material. In the grinding process, it often causes a series of problems such as burns on the surface of the workpiece, micro-cracks, and serious wear of the abrasive tools.
Since the residual stress on the surface of the workpiece directly affects the mechanical and physical properties of the workpiece after grinding, it is often used as an important evaluation index for the surface quality of the workpiece. The surface of the workpiece after the conventional grinding wheel grinding process often forms residual tensile stress, which is not conducive to improving the fatigue strength and corrosion resistance of the workpiece. However, abrasive belt grinding is an emerging precision machining technology. Because of its low grinding temperature, low processing cost and strong adaptability, it is known as “cold elastic grinding”. After grinding, the workpiece surface often presents a compressive stress state, especially in the grinding of parts with high reliability requirements (such as aero-engine blades, generator shaft) has obvious advantages.
Since the residual stress on the surface of the workpiece directly affects the mechanical and physical properties of the workpiece after grinding, it is often used as an important evaluation index for the surface quality of the workpiece. The surface of the workpiece after the conventional grinding wheel grinding process often forms residual tensile stress, which is not conducive to improving the fatigue strength and corrosion resistance of the workpiece. However, abrasive belt grinding is an emerging precision machining technology. Because of its low grinding temperature, low processing cost and strong adaptability, it is known as “cold elastic grinding”. After grinding, the workpiece surface often presents a compressive stress state, especially in the grinding of parts with high reliability requirements (such as aero-engine blades, generator shaft) has obvious advantages.
Although the surface of the workpiece after the abrasive belt grinding process can form residual compressive stress, it is still difficult to meet the processing requirements of some high-performance parts. Prestressed machining is a processing method for residual stress. Related research work shows that the prestressed machining method can obtain residual compressive stress on the surface of the workpiece after processing and improve the fatigue strength of the workpiece. However, there are relatively few studies on pre-stressed abrasive belt grinding, so this paper uses a combination of abrasive belt grinding and pre-stress processing. The grinding process test of titanium alloy Ti-6Al-4V (TC4) workpiece was carried out to study the influence of different prestress on the surface integrity of the workpiece.
1. Prestressed abrasive belt grinding principle
Abrasive belt grinding is a typical elastic grinding process, which is very complicated in processing, so there are many reasons for residual stress in the grinding process. At present, most scholars believe that the residual stress on the surface of the workpiece after grinding is the plastic deformation caused by the mechanical stress of the abrasive grains. The result of the combined effects of volumetric changes caused by thermoplastic deformation and metallographic changes caused by grinding heat. The plastic deformation caused by the mechanical action of the abrasive grains forms residual compressive stress, and the grinding heat causes thermoplastic deformation to form residual tensile stress. The residual stress caused by metallographic changes depends on the type of phase change.
The pre-stressing method can improve the surface residual stress of the workpiece after processing by prestressing the mechanical stress of the abrasive particles.
The principle is: Before the grinding, a tensile stress in the elastic range is applied to the workpiece to elastically deform and maintain the tensile stress state for grinding. During the grinding process, the surface layer of the workpiece is cut by plastic deformation of the mechanical stress of the abrasive grains, so that the tensile stress that causes elastic deformation is released. The inner workpiece is still in an elastic stretch state. After grinding, the applied pre-stress is removed, and the inner layer of the workpiece is elastically contracted with the removal of the pre-stress, thereby generating residual compressive stress on the machined surface. Thereby improving the fatigue strength and corrosion resistance of the workpiece. The residual compressive stress generated after processing is determined by the amount of shrinkage in the inner layer of the workpiece. Therefore, the amount of shrinkage of the inner layer can be controlled by adjusting the magnitude of the prestress, thereby controlling the residual stress on the surface of the workpiece.
2. Test conditions and methods
2.1 Test materials
The test material was Ti-6Al-4V (TC4) alloy with the size of Φ10×90mm; the chemical composition and mechanical properties of the test piece are shown in Table 1 and Table 2, respectively.
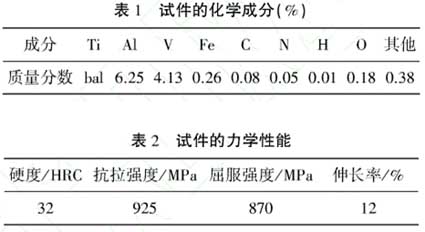
Table 1 Chemical composition and mechanical properties of Ti-6Al-4V(TC4) alloy

2M5005-type constant pressure abrasive belt grinding machine
The surface residual stress of the workpiece was analyzed using an Empyrean X-ray diffractometer manufactured by PANaltical, The Netherlands; The surface roughness of the workpiece is measured by a TR200 contact surface roughness meter; The hardness measuring instrument is a 600-MRA•L type Rockwell hardness tester; The surface topography of the workpiece was examined using a scanning electron microscope.
2.3 Test conditions
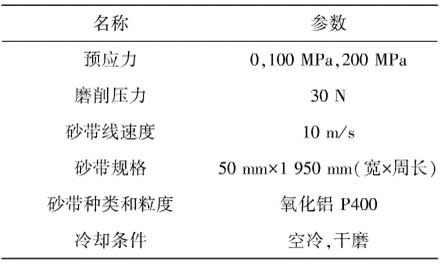
In this paper, the grinding method of titanium alloy abrasive belt under different prestressing conditions is carried out by means of smooth grinding. The specific test conditions are shown in Table 3.
Abrasive Belt Grinding of Titanium Alloy
Figure 2 shows the pre-stressed abrasive belt grinding test device. The test was carried out by fixing the TC4 bar test piece by a self-made jig. Torque wrench is used to twist the applied force nut to load the workpiece with prestressing force. The value of the prestressing force generally does not exceed 60% of the yield stress σs of the workpiece material. Each test was repeated 5 times, and the test results were averaged to reduce the test error.

When the value of the prestress is 0 MPa, the surface of the workpiece exhibits a state of residual compressive stress. This is due to the large negative front angle, small rear angle and cold elastic grinding characteristics of abrasive grains in belt grinding, which makes the abrasive grains have strong extrusion effect on both sides of the metal. However, the residual tensile stress generated by the grinding heat is small, thus causing a residual compressive stress state on the surface of the workpiece.
When the pre-stress is increased to 100 MPa, the workpiece is elastically deformed due to the pre-stress. In the grinding process, the surface workpiece is removed, and the effect of prestressing force on it is released, while the elastic deformation of the inner layer still exists. Then, the applied pre-stress is removed, and the tensile deformation of the inner layer is restored to exhibit a contracted state. At the same time, due to the surface layer constraints, residual compressive stress is formed on the surface of the workpiece; In addition, abrasive belt grinding itself also causes residual compressive stress on the surface of the workpiece, thus causing an increase in residual compressive stress on the surface of the workpiece.
When the prestress is increased to 200 MPa, the residual compressive stress on the surface of the workpiece increases more significantly. This is because as the prestress increases, the elastic deformation of the inner layer of the workpiece also increases. After the prestressing is removed, the effect of restoring the shrinkage is more pronounced, resulting in a more pronounced residual compressive stress on the ground surface.
From the change gradient of the residual stress, the increase of residual stress is small when the prestress increases from 0 MPa to 100 MPa; When the prestress increases from 100 MPa to 200 MPa, the residual stress increases significantly. This is because when the applied prestress is 100 MPa, the amount of shrinkage of the inner layer after the removal of the prestress is insufficient to cause a significant residual stress change.
3.2 Surface roughness
Surface roughness is an important parameter for evaluating the surface quality of precision machining. The roughness value directly affects the working accuracy, mating performance, contact stiffness, wear resistance, and corrosion resistance of the part. These properties have a more prominent impact on titanium alloys which are widely used in aerospace field. Therefore, it is necessary to pay attention to the control of surface roughness.
The relationship between prestress and surface roughness is shown in Figure 4. It can be seen from Fig. 4 that the roughness of the workpiece when the prestress is 0 MPa is compared with the scheme of prestress of 100 MPa and 200 MPa. The surface roughness increases with the increase of prestress. The main reason is that the titanium alloy workpiece shrinks in the axial direction due to elastic recovery after unloading the prestress. Causes some surface groove to sink, and the bulge is convex, causing the valley depth and peak height to increase, thereby increasing the roughness; And the greater the applied pre-stress, the stronger the elastic shrinkage effect, and the greater the valley depth and peak height of the workpiece surface.
3.3 Surface hardness
During the grinding process, the grinding heat and the grinding force usually cause plastic strain on the surface of the workpiece to cause work hardening. Table 4 shows the surface hardness of the machined workpiece under different prestressing conditions. The results show that: Under different prestressing conditions, work hardening occurs on the surface of the workpiece; Prestressing results in a slight increase in the surface hardness of the workpiece compared to the prestressed 0 MPa solution. However, the increase in pre-stress does not increase this trend, which means that the pre-stressed belt grinding method has little effect on work hardening.

3.4 Surface topography
In order to study the surface morphology of the grinding obtained under different prestressing conditions, the grinding surface of the titanium alloy workpiece was observed by scanning electron microscopy. Figure 5 shows the surface topography of the workpiece with a prestress of 0 MPa. It can be seen that when the prestress is 0 MPa, many pits and cracks appear on the surface of the workpiece, accompanied by a small amount of adhesion; The surface of the workpiece was magnified 3000 times to observe the surface adhesion and the energy spectrum analysis was carried out as shown in Fig. 6. It can be seen that the main components of the adhesive are aluminum and oxygen, and contain trace amounts of titanium and vanadium. It is known from the percentage of atoms that the adhesion is Al2O3, which is the main component of the abrasive grains. This is because during the grinding process, the titanium alloy continuously adheres to the surface of the abrasive belt, causing blockage of the abrasive chip space. The abrasive grains no longer maintain their original shape, and the grinding force increases, causing the abrasive particles to break and cover the surface of the workpiece. At the same time, the depth of the workpiece after grinding has changed correspondingly to varying degrees, which leads to more defects on the surface of the workpiece after grinding.
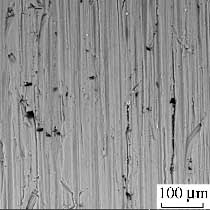
When the prestress is increased to 100 MPa and 200 MPa, it can be seen from Fig. 7 and Fig. 8: Compared with Fig. 5, the surface defects of the workpiece after grinding are significantly reduced, the grinding lines are clear and regular, but there are obvious groove marks and slight corrugated ridges appear on both sides of the wear marks. The main reason is that the surface of the workpiece is subjected to pre-stressing, and at the moment of being cut, it rebounds in the direction in which the pre-stress is applied due to the elastic contraction. The resistance of the abrasive particles during the cutting process is reduced, thereby reducing the adhesion of the abrasive belt to the titanium alloy; At the same time, the workpiece is shrunk after the pre-stress is removed, resulting in a slight corrugated wrinkle.
4. Summary
In this paper, the pre-stressed abrasive belt grinding method is proposed. Compared with the ordinary abrasive belt grinding, the pre-stressed abrasive belt grinding can obtain more significant residual compressive stress on the basis of the pre-stressed abrasive belt grinding; In the elastic range of the material, the greater the pre-stress applied before grinding, the greater the residual compressive stress on the surface of the workpiece; The pre-stressed abrasive belt grinding method can increase the surface hardness of the workpiece slightly, but the effect is small, and within a certain range, it will not increase with the increase of the pre-stress; The surface of the workpiece obtained by pre-stressed abrasive belt grinding is good, the grinding lines are clear and regular, but the surface roughness is slightly increased.
In order to improve the fatigue resistance and corrosion resistance of titanium alloy processing surface, based on the principle of pre-stressed abrasive belt grinding, the grinding test of titanium alloy belt under different prestressing conditions (0MPa, 100MPa and 200MPa) was carried out. By detecting and analyzing the surface integrity of the workpiece after grinding under different prestress conditions. Based on the abrasive belt model, the mechanism of prestressed abrasive belt grinding on residual stress and surface morphology is revealed. On the basis of abrasive grain model, the mechanism of residual stress and surface morphology in prestressing abrasive belt grinding is revealed.
The results show: Applying pre-stressing and grinding within the elastic range of the material can actively reinforce the residual compressive stress state of the workpiece surface. With the increase of prestress, the magnitude of residual compressive stress tends to increase gradually; Pre-stressed abrasive belt grinding has little effect on surface hardness and does not change with pre-stress within a certain range. Grinding with pre-stressed abrasive belts gives better surface topography but slightly increases the roughness.
Titanium alloy has superior properties such as low density, high specific strength, strong corrosion resistance and good heat resistance. It has been rapidly promoted and applied in industries such as aviation, shipbuilding, nuclear energy, and medical equipment. Despite this, titanium alloys are a typical hard-to-machine material. In the grinding process, it often causes a series of problems such as burns on the surface of the workpiece, micro-cracks, and serious wear of the abrasive tools.
Since the residual stress on the surface of the workpiece directly affects the mechanical and physical properties of the workpiece after grinding, it is often used as an important evaluation index for the surface quality of the workpiece. The surface of the workpiece after the conventional grinding wheel grinding process often forms residual tensile stress, which is not conducive to improving the fatigue strength and corrosion resistance of the workpiece. However, abrasive belt grinding is an emerging precision machining technology. Because of its low grinding temperature, low processing cost and strong adaptability, it is known as “cold elastic grinding”. After grinding, the workpiece surface often presents a compressive stress state, especially in the grinding of parts with high reliability requirements (such as aero-engine blades, generator shaft) has obvious advantages.
Since the residual stress on the surface of the workpiece directly affects the mechanical and physical properties of the workpiece after grinding, it is often used as an important evaluation index for the surface quality of the workpiece. The surface of the workpiece after the conventional grinding wheel grinding process often forms residual tensile stress, which is not conducive to improving the fatigue strength and corrosion resistance of the workpiece. However, abrasive belt grinding is an emerging precision machining technology. Because of its low grinding temperature, low processing cost and strong adaptability, it is known as “cold elastic grinding”. After grinding, the workpiece surface often presents a compressive stress state, especially in the grinding of parts with high reliability requirements (such as aero-engine blades, generator shaft) has obvious advantages.
Although the surface of the workpiece after the abrasive belt grinding process can form residual compressive stress, it is still difficult to meet the processing requirements of some high-performance parts. Prestressed machining is a processing method for residual stress. Related research work shows that the prestressed machining method can obtain residual compressive stress on the surface of the workpiece after processing and improve the fatigue strength of the workpiece. However, there are relatively few studies on pre-stressed abrasive belt grinding, so this paper uses a combination of abrasive belt grinding and pre-stress processing. The grinding process test of titanium alloy Ti-6Al-4V (TC4) workpiece was carried out to study the influence of different prestress on the surface integrity of the workpiece.
1. Prestressed abrasive belt grinding principle
Abrasive belt grinding is a typical elastic grinding process, which is very complicated in processing, so there are many reasons for residual stress in the grinding process. At present, most scholars believe that the residual stress on the surface of the workpiece after grinding is the plastic deformation caused by the mechanical stress of the abrasive grains. The result of the combined effects of volumetric changes caused by thermoplastic deformation and metallographic changes caused by grinding heat. The plastic deformation caused by the mechanical action of the abrasive grains forms residual compressive stress, and the grinding heat causes thermoplastic deformation to form residual tensile stress. The residual stress caused by metallographic changes depends on the type of phase change.
The pre-stressing method can improve the surface residual stress of the workpiece after processing by prestressing the mechanical stress of the abrasive particles.
The principle is: Before the grinding, a tensile stress in the elastic range is applied to the workpiece to elastically deform and maintain the tensile stress state for grinding. During the grinding process, the surface layer of the workpiece is cut by plastic deformation of the mechanical stress of the abrasive grains, so that the tensile stress that causes elastic deformation is released. The inner workpiece is still in an elastic stretch state. After grinding, the applied pre-stress is removed, and the inner layer of the workpiece is elastically contracted with the removal of the pre-stress, thereby generating residual compressive stress on the machined surface. Thereby improving the fatigue strength and corrosion resistance of the workpiece. The residual compressive stress generated after processing is determined by the amount of shrinkage in the inner layer of the workpiece. Therefore, the amount of shrinkage of the inner layer can be controlled by adjusting the magnitude of the prestress, thereby controlling the residual stress on the surface of the workpiece.
2. Test conditions and methods
2.1 Test materials
The test material was Ti-6Al-4V (TC4) alloy with the size of Φ10×90mm; the chemical composition and mechanical properties of the test piece are shown in Table 1 and Table 2, respectively.
Table 1 Chemical composition and mechanical properties of Ti-6Al-4V(TC4) alloy
2.2 Test device
The experiment was carried out on a self-developed 2M5005 constant pressure cylindrical abrasive belt grinder. As shown in Figure 1, the machine tool is composed of abrasive belt grinding head, driving device, tooling, electrical control system, etc.
The experiment was carried out on a self-developed 2M5005 constant pressure cylindrical abrasive belt grinder. As shown in Figure 1, the machine tool is composed of abrasive belt grinding head, driving device, tooling, electrical control system, etc.
2M5005-type constant pressure abrasive belt grinding machine
The surface residual stress of the workpiece was analyzed using an Empyrean X-ray diffractometer manufactured by PANaltical, The Netherlands; The surface roughness of the workpiece is measured by a TR200 contact surface roughness meter; The hardness measuring instrument is a 600-MRA•L type Rockwell hardness tester; The surface topography of the workpiece was examined using a scanning electron microscope.
2.3 Test conditions
In this paper, the grinding method of titanium alloy abrasive belt under different prestressing conditions is carried out by means of smooth grinding. The specific test conditions are shown in Table 3.
Abrasive Belt Grinding of Titanium Alloy
Figure 2 shows the pre-stressed abrasive belt grinding test device. The test was carried out by fixing the TC4 bar test piece by a self-made jig. Torque wrench is used to twist the applied force nut to load the workpiece with prestressing force. The value of the prestressing force generally does not exceed 60% of the yield stress σs of the workpiece material. Each test was repeated 5 times, and the test results were averaged to reduce the test error.
3. Test results and analysis
3.1 residual stress
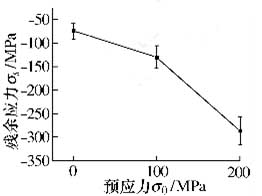
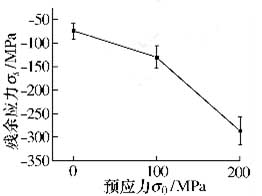
Figure 3 shows the residual stress values of the workpiece measured under different prestress conditions. It can be seen that as the applied prestress value increases, the residual compressive stress on the surface of the workpiece also increases.
3.1 residual stress
Figure 3 shows the residual stress values of the workpiece measured under different prestress conditions. It can be seen that as the applied prestress value increases, the residual compressive stress on the surface of the workpiece also increases.
When the value of the prestress is 0 MPa, the surface of the workpiece exhibits a state of residual compressive stress. This is due to the large negative front angle, small rear angle and cold elastic grinding characteristics of abrasive grains in belt grinding, which makes the abrasive grains have strong extrusion effect on both sides of the metal. However, the residual tensile stress generated by the grinding heat is small, thus causing a residual compressive stress state on the surface of the workpiece.
When the pre-stress is increased to 100 MPa, the workpiece is elastically deformed due to the pre-stress. In the grinding process, the surface workpiece is removed, and the effect of prestressing force on it is released, while the elastic deformation of the inner layer still exists. Then, the applied pre-stress is removed, and the tensile deformation of the inner layer is restored to exhibit a contracted state. At the same time, due to the surface layer constraints, residual compressive stress is formed on the surface of the workpiece; In addition, abrasive belt grinding itself also causes residual compressive stress on the surface of the workpiece, thus causing an increase in residual compressive stress on the surface of the workpiece.
When the prestress is increased to 200 MPa, the residual compressive stress on the surface of the workpiece increases more significantly. This is because as the prestress increases, the elastic deformation of the inner layer of the workpiece also increases. After the prestressing is removed, the effect of restoring the shrinkage is more pronounced, resulting in a more pronounced residual compressive stress on the ground surface.
From the change gradient of the residual stress, the increase of residual stress is small when the prestress increases from 0 MPa to 100 MPa; When the prestress increases from 100 MPa to 200 MPa, the residual stress increases significantly. This is because when the applied prestress is 100 MPa, the amount of shrinkage of the inner layer after the removal of the prestress is insufficient to cause a significant residual stress change.
3.2 Surface roughness
Surface roughness is an important parameter for evaluating the surface quality of precision machining. The roughness value directly affects the working accuracy, mating performance, contact stiffness, wear resistance, and corrosion resistance of the part. These properties have a more prominent impact on titanium alloys which are widely used in aerospace field. Therefore, it is necessary to pay attention to the control of surface roughness.
The relationship between prestress and surface roughness is shown in Figure 4. It can be seen from Fig. 4 that the roughness of the workpiece when the prestress is 0 MPa is compared with the scheme of prestress of 100 MPa and 200 MPa. The surface roughness increases with the increase of prestress. The main reason is that the titanium alloy workpiece shrinks in the axial direction due to elastic recovery after unloading the prestress. Causes some surface groove to sink, and the bulge is convex, causing the valley depth and peak height to increase, thereby increasing the roughness; And the greater the applied pre-stress, the stronger the elastic shrinkage effect, and the greater the valley depth and peak height of the workpiece surface.
3.3 Surface hardness
During the grinding process, the grinding heat and the grinding force usually cause plastic strain on the surface of the workpiece to cause work hardening. Table 4 shows the surface hardness of the machined workpiece under different prestressing conditions. The results show that: Under different prestressing conditions, work hardening occurs on the surface of the workpiece; Prestressing results in a slight increase in the surface hardness of the workpiece compared to the prestressed 0 MPa solution. However, the increase in pre-stress does not increase this trend, which means that the pre-stressed belt grinding method has little effect on work hardening.
3.4 Surface topography
In order to study the surface morphology of the grinding obtained under different prestressing conditions, the grinding surface of the titanium alloy workpiece was observed by scanning electron microscopy. Figure 5 shows the surface topography of the workpiece with a prestress of 0 MPa. It can be seen that when the prestress is 0 MPa, many pits and cracks appear on the surface of the workpiece, accompanied by a small amount of adhesion; The surface of the workpiece was magnified 3000 times to observe the surface adhesion and the energy spectrum analysis was carried out as shown in Fig. 6. It can be seen that the main components of the adhesive are aluminum and oxygen, and contain trace amounts of titanium and vanadium. It is known from the percentage of atoms that the adhesion is Al2O3, which is the main component of the abrasive grains. This is because during the grinding process, the titanium alloy continuously adheres to the surface of the abrasive belt, causing blockage of the abrasive chip space. The abrasive grains no longer maintain their original shape, and the grinding force increases, causing the abrasive particles to break and cover the surface of the workpiece. At the same time, the depth of the workpiece after grinding has changed correspondingly to varying degrees, which leads to more defects on the surface of the workpiece after grinding.
When the prestress is increased to 100 MPa and 200 MPa, it can be seen from Fig. 7 and Fig. 8: Compared with Fig. 5, the surface defects of the workpiece after grinding are significantly reduced, the grinding lines are clear and regular, but there are obvious groove marks and slight corrugated ridges appear on both sides of the wear marks. The main reason is that the surface of the workpiece is subjected to pre-stressing, and at the moment of being cut, it rebounds in the direction in which the pre-stress is applied due to the elastic contraction. The resistance of the abrasive particles during the cutting process is reduced, thereby reducing the adhesion of the abrasive belt to the titanium alloy; At the same time, the workpiece is shrunk after the pre-stress is removed, resulting in a slight corrugated wrinkle.
4. Summary
In this paper, the pre-stressed abrasive belt grinding method is proposed. Compared with the ordinary abrasive belt grinding, the pre-stressed abrasive belt grinding can obtain more significant residual compressive stress on the basis of the pre-stressed abrasive belt grinding; In the elastic range of the material, the greater the pre-stress applied before grinding, the greater the residual compressive stress on the surface of the workpiece; The pre-stressed abrasive belt grinding method can increase the surface hardness of the workpiece slightly, but the effect is small, and within a certain range, it will not increase with the increase of the pre-stress; The surface of the workpiece obtained by pre-stressed abrasive belt grinding is good, the grinding lines are clear and regular, but the surface roughness is slightly increased.




