Automatic Lathe Processing 6063, 7075 Aluminum Alloy Shell
Material: 7075 Aluminum Alloy
Service: Automatic Lathe Processing, Drills, reamers, taps, screw die and knurlers
Customer: ZTE
Lead Time: 12 days
Product parts following figure:
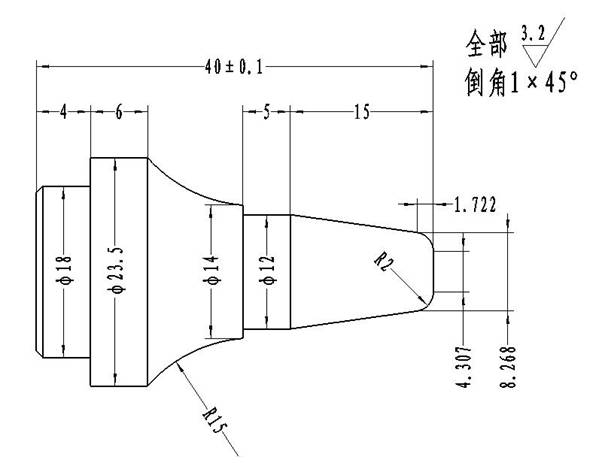
Turning control:
Coarse and fine cars use No. 1 external turning tool, The 60° thread knife is mounted on the No. 3 knife position. Cut off the use of No. 4 cutting knife; The tool change point is set at X50, Z100. Please prepare the machining program according to the GSK-980T system requirements.
Aluminum alloy conventional surface processing treatment:
Matte fabric aluminum profiles:
The matte surface aluminum profile avoids the disadvantage that the bright aluminum alloy profile will form light interference under certain conditions in the building decoration. Its surface is as delicate and soft as brocade and is very popular with the market. However, the existing matte material must overcome the non-uniformity of the surface sand grains, and can see the lack of mold pattern.
Multi tone surface treatment aluminum profiles:
At present, the monotonous silver-white and tan color can no longer satisfy the architects' good cooperation with exterior wall decorative tiles and outer wall latex. New stainless steel color, champagne, golden yellow, titanium gold, red series (wine red, maroon, black, purple) plus stained glass can make the decorative effect icing on the cake. These profiles must be chemically or mechanically polished and then re-oxidized for good results.
Electrophoretically painted aluminum profiles:
Electrophoretic paint profiles have a soft, lubricious surface that resists the erosion of cement and mortar acid rain. 90% of aluminum profiles in Japan are electrophoretically painted.
Powder electrostatic spraying aluminum profiles:
Powder electrostatic spray profiles are characterized by excellent corrosion resistance. Resistant acid-base salt mist is much better than oxidation-colored profiles.
Plasma Enhanced Electrochemical Surface Ceramicized Aluminum Profiles:
This type of aluminum profile is the most advanced processing technology in the world today. This aluminum product is of good quality but at a high cost. It has more than 20 shades, Its greatest feature is that it can be coloured like a calico, as required. the aluminum surface is colourful and has excellent decorative effect.
Service: Automatic Lathe Processing, Drills, reamers, taps, screw die and knurlers
Customer: ZTE
Lead Time: 12 days
Product parts following figure:
Turning control:
Coarse and fine cars use No. 1 external turning tool, The 60° thread knife is mounted on the No. 3 knife position. Cut off the use of No. 4 cutting knife; The tool change point is set at X50, Z100. Please prepare the machining program according to the GSK-980T system requirements.
| Programming control | ||
| O 1003 ; | Description: | |
| N10 | G50 X50 Z100 ; | Positioning the workpiece coordinate system with tool change points |
| N20 | M3 S560 ; | Spindle start |
| N30 | T0101 ; | Change No. 1 knife |
| N40 | G0 X25 Z1 ; | Rapidly move to the starting point of processing |
| N50 | G71 U0.8 R0.5 ; | Perform a cylindrical roughing cycle |
| N60 | G71 P70 Q150 U0.5 W0.2 F100 ; | Residual capacity X0.5 Z0.2, feed rate 100 mm/min |
| N70 | G0 X7.8 ; | Contouring start line |
| N80 | G1 X11.8 Z-1 F30 ; | Turning front 1×45° chamfer |
| N90 | Z-15 ; |
|
| N100 | X12 ; |
|
| N110 | X16 Z-27 ; | Turning the conical surface |
| N120 | W-8 ; |
|
| N130 | X18 ; |
|
| N140 | G2 X24 Z-40 R5.6 ; |
Turning concave arc |
| N150 | Z-55 ; | Contouring the end of the line |
| N160 | G70 P70 Q140 ; | Perform a finishing cycle |
| N170 | G0 X50 Z100 ; | Back to the tool change point |
| N180 | T0303 ; | Change 3 thread knife |
| N190 | G0 X16 Z3 ; | Positioning thread starting point |
| N200 | G92 X11.1 Z-13.5 F1 ; | Three knife F1 thread, the first knife 0.7mm |
| N210 | X10.7 ; | The second knife 0.4mm |
| N220 | X10.5 ; | The third knife 0.2mm |
| N230 | G0 X50 Z100 ; |
|
| N240 | T0404 ; | Change No. 4 cutting knife |
| N250 | G0 X27 Z-40.1 ; | Positioning cutting start point, leaving 0.1mm margin |
| N260 | G98 G1 X16 F15 ; | Precut a slot |
| N270 | G0 X26 ; | Retract |
| N280 | Z-48 ; |
|
| N290 | G1 X22 Z-50 F10 ; | Turning end chamfer, feed rate 10mm/min |
| N300 | X0 ; | Cut off |
| N310 | G0 X50 ; |
|
| N320 | Z100 M5 ; | Replace tool point, stop spindle |
| N330 | T0100 ; | Change back to the benchmark knife |
| N340 | M30 ; | End procedure |
Aluminum alloy conventional surface processing treatment:
Matte fabric aluminum profiles:
The matte surface aluminum profile avoids the disadvantage that the bright aluminum alloy profile will form light interference under certain conditions in the building decoration. Its surface is as delicate and soft as brocade and is very popular with the market. However, the existing matte material must overcome the non-uniformity of the surface sand grains, and can see the lack of mold pattern.
Multi tone surface treatment aluminum profiles:
At present, the monotonous silver-white and tan color can no longer satisfy the architects' good cooperation with exterior wall decorative tiles and outer wall latex. New stainless steel color, champagne, golden yellow, titanium gold, red series (wine red, maroon, black, purple) plus stained glass can make the decorative effect icing on the cake. These profiles must be chemically or mechanically polished and then re-oxidized for good results.
Electrophoretically painted aluminum profiles:
Electrophoretic paint profiles have a soft, lubricious surface that resists the erosion of cement and mortar acid rain. 90% of aluminum profiles in Japan are electrophoretically painted.
Powder electrostatic spraying aluminum profiles:
Powder electrostatic spray profiles are characterized by excellent corrosion resistance. Resistant acid-base salt mist is much better than oxidation-colored profiles.
Plasma Enhanced Electrochemical Surface Ceramicized Aluminum Profiles:
This type of aluminum profile is the most advanced processing technology in the world today. This aluminum product is of good quality but at a high cost. It has more than 20 shades, Its greatest feature is that it can be coloured like a calico, as required. the aluminum surface is colourful and has excellent decorative effect.




