Wie waehlt man unten Fraesen und Inverse Fraesen fuer die NC-Werkzeugmaschine Bearbeitung Teile
Wie trifft man beim Einsatz von NC-Werkzeugmaschinen die richtige Wahl für das Vor- und Rückwärtsfräsen?
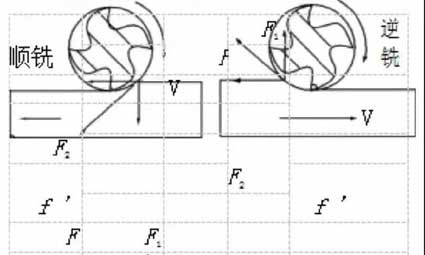
Wie definiert man Vorwärts- und Rückwärtsfräsen?
Wie in der folgenden Abbildung dargestellt: Beim Gleichlauffräsen entspricht die Schnittgeschwindigkeit des Werkzeugs der des Werkstücks. Das Rückwärtsfräsen ist das Gegenteil der Schnittgeschwindigkeit des Werkzeugs und der Bewegungsrichtung des Werkstücks.
Eigenschaften von Gleichlauf- und Gegenlauffräsen
1. Einfluss auf die Schnittkraft
Beim Rückwärtsfräsen ist die vertikale Schneidkraft, die auf das Werkstück wirkt, immer nach oben, was dazu neigt, das Werkstück anzuheben und leicht Vibrationen zu verursachen. Beim Fräsen dünnwandiger und steifigkeitsarmer Werkstücke ist diese Situation besonders ausgeprägt. Die vertikale Schneidkomponente, die während des Herunterfräsens auf das Werkstück einwirkt, drückt immer auf das Werkstück, was für das Spannen des Werkstücks vorteilhaft ist.

2. Einfluss auf die elastische Verformung des Werkzeugs
Beim Schneiden der Werkstückkontur mit einem Schaftfräser. Die Reaktionskraft des Werkstücks auf das Werkzeug zeigt in Richtung des Werkzeugs. Die elastische Verformung des Werkzeugs führt zum Phänomen des Nachgebens (Hinterschneidens) des Werkzeugs.
Wenn der Schaftfräser zum Rückwärtsfräsen der Werkstückkontur verwendet wird. Die Reaktionskraft des Werkstücks auf den Fräser zeigt auf die Innenseite der Kontur, und die elastische Verformung des Fräsers verursacht das Phänomen des "Fräsernagens" (Überschneiden). Je kleiner der Werkzeugdurchmesser und je länger die Werkzeugstange ist, desto offensichtlicher sind die Phänomene "Messer lassen" und "Messer nagen".
Wenn die Schruppbearbeitung das Vorwärtsfräsen übernimmt, kann daher weniger Schlichtaufmaß verbleiben. Wenn beim Schruppen das Rückwärtsfräsen verwendet wird, sollte mehr Schlichtaufmaß verbleiben, um den durch "Nagenfräser" verursachten Werkstückabfall zu vermeiden.

3. Einfluss auf den Werkzeugverschleiß
Die vertikale Fräskomponente des Down-Fräsens drückt das Werkstück gegen den Tisch. Die Messerzähne und die bearbeitete Oberfläche gleiten, und das Reibungsphänomen ist gering, was sich günstig auf die Verringerung des Zahnverschleißes, die Verringerung des Aushärtungsphänomens und die Verringerung der Oberflächenrauheit auswirkt.
Außerdem ist die Schnittstärke der Schneidezähne maximal auf Null. Die Schlagkraft beim Schneiden des Fräsers in das Werkstück ist groß, insbesondere wenn die zu bearbeitende Oberfläche des Werkstücks ein Rohling ist oder eine harte Haut hat, erzeugt der Fräser eine große Vibration.
Wenn jedoch gefräst wird, ist die Strecke, über die sich die Zähne auf dem Werkstück bewegen, kürzer als beim Rückwärtsfräsen, und die durchschnittliche Schnittdicke ist groß. Unter den gleichen Schneidebedingungen ist das Werkzeug daher beim Up-Cut-Fräsen anfällig für Verschleiß und verbraucht mehr Schneidkraft.

Wie wählt man Vorwärtsfräsen und Rückwärtsfräsen?
1, das Prinzip der Auswahl
Beim Fräsen im Gleichlauf muss die Maschine zuerst über einen Spielausgleichsmechanismus verfügen, um den Spalt zwischen der Vorschubspindel und der Mutter des Tisches zuverlässig zu beseitigen und Vibrationen beim Fräsen zu vermeiden.
Die Werkbank wird idealerweise hydraulisch angetrieben. Zweitens muss die Oberfläche des Werkstückrohlings keine harte Haut aufweisen und das Prozesssystem muss eine ausreichende Steifigkeit aufweisen. Wenn die oben genannten Bedingungen erfüllt werden können, sollte, insbesondere bei schwer zerspanbaren Werkstoffen, so oft wie möglich im Gleichlauf gefräst werden. Der Einsatz von Down-Cutting reduziert den Schnittverzug und reduziert die Schnittkräfte und die Schnittkraft.
Beim Schruppen von Teilen wird normalerweise das Rückwärtsfräsen verwendet. Um ein "Nagen des Fräsers" beim Schlichten zu verhindern, wird üblicherweise die Art des Daunenfräsens angewendet.
2. Verhältnis mit Werkzeugradiuskorrektur
Beim Konturfräsen an CNC-Maschinen wird häufig die Werkzeugradiuskorrektur zum Programmieren und Bearbeiten verwendet. Die Werkzeugradiuskorrektur ist weiter unterteilt in die Werkzeugradiuskorrektur links und die Werkzeugradiuskorrektur rechts.
Die Methode zur Beurteilung des Werkzeugradius-Linksausgleichs lautet:
Das Werkzeug dreht sich vorwärts (im Uhrzeigersinn) und das Werkzeug befindet sich in Vorwärtsrichtung des Werkzeugs links vom bearbeiteten Profil. Vielmehr befindet sich das Werkzeug rechts von der Bearbeitungskontur. Diese Korrekturmethode wird als Werkzeugradius-Rechtskorrektur bezeichnet.
Unabhängig davon, ob es sich um die Innenkontur- oder die Außenkonturbearbeitung handelt, ist das Bearbeitungsverfahren unter Verwendung des Werkzeugradius-Linksausgleichsprogrammierfräsens das Abwärtsfräsen. Die Bearbeitungsart mit der Werkzeugradiuskorrektur-Programmierung Fräsen ist das Up-Cut-Fräsen.
Wenn ein Scheibenfräser zum Bearbeiten eines ebenen Profils verwendet wird und die Schnittbreite des Werkzeugs mehr als 50% des Werkzeugdurchmessers beträgt, wird sowohl im Gleichlauf als auch im Gegenlauf gefräst.
3. Auswahl von Vor- und Rückwärtsfräsen für NC-Fräsmaschine
CNC-Werkzeugmaschinen verfügen im Allgemeinen über eine Spielbegrenzungsfunktion, das Spiel des Getriebemechanismus ist gering, und CNC-Werkzeugmaschinen führen zumeist die Teilefertigung durch. Daher wird beim CNC-Fräsen in der Regel die Bearbeitungsart des Absenkfräsens angewendet, dh der Werkzeugradius wird durch die linke Korrektur für Programmierung und Bearbeitung ausgeglichen.

Wie definiert man Vorwärts- und Rückwärtsfräsen?
Wie in der folgenden Abbildung dargestellt: Beim Gleichlauffräsen entspricht die Schnittgeschwindigkeit des Werkzeugs der des Werkstücks. Das Rückwärtsfräsen ist das Gegenteil der Schnittgeschwindigkeit des Werkzeugs und der Bewegungsrichtung des Werkstücks.
Eigenschaften von Gleichlauf- und Gegenlauffräsen
1. Einfluss auf die Schnittkraft
Beim Rückwärtsfräsen ist die vertikale Schneidkraft, die auf das Werkstück wirkt, immer nach oben, was dazu neigt, das Werkstück anzuheben und leicht Vibrationen zu verursachen. Beim Fräsen dünnwandiger und steifigkeitsarmer Werkstücke ist diese Situation besonders ausgeprägt. Die vertikale Schneidkomponente, die während des Herunterfräsens auf das Werkstück einwirkt, drückt immer auf das Werkstück, was für das Spannen des Werkstücks vorteilhaft ist.
2. Einfluss auf die elastische Verformung des Werkzeugs
Beim Schneiden der Werkstückkontur mit einem Schaftfräser. Die Reaktionskraft des Werkstücks auf das Werkzeug zeigt in Richtung des Werkzeugs. Die elastische Verformung des Werkzeugs führt zum Phänomen des Nachgebens (Hinterschneidens) des Werkzeugs.
Wenn der Schaftfräser zum Rückwärtsfräsen der Werkstückkontur verwendet wird. Die Reaktionskraft des Werkstücks auf den Fräser zeigt auf die Innenseite der Kontur, und die elastische Verformung des Fräsers verursacht das Phänomen des "Fräsernagens" (Überschneiden). Je kleiner der Werkzeugdurchmesser und je länger die Werkzeugstange ist, desto offensichtlicher sind die Phänomene "Messer lassen" und "Messer nagen".
Wenn die Schruppbearbeitung das Vorwärtsfräsen übernimmt, kann daher weniger Schlichtaufmaß verbleiben. Wenn beim Schruppen das Rückwärtsfräsen verwendet wird, sollte mehr Schlichtaufmaß verbleiben, um den durch "Nagenfräser" verursachten Werkstückabfall zu vermeiden.
3. Einfluss auf den Werkzeugverschleiß
Die vertikale Fräskomponente des Down-Fräsens drückt das Werkstück gegen den Tisch. Die Messerzähne und die bearbeitete Oberfläche gleiten, und das Reibungsphänomen ist gering, was sich günstig auf die Verringerung des Zahnverschleißes, die Verringerung des Aushärtungsphänomens und die Verringerung der Oberflächenrauheit auswirkt.
Außerdem ist die Schnittstärke der Schneidezähne maximal auf Null. Die Schlagkraft beim Schneiden des Fräsers in das Werkstück ist groß, insbesondere wenn die zu bearbeitende Oberfläche des Werkstücks ein Rohling ist oder eine harte Haut hat, erzeugt der Fräser eine große Vibration.
Wenn jedoch gefräst wird, ist die Strecke, über die sich die Zähne auf dem Werkstück bewegen, kürzer als beim Rückwärtsfräsen, und die durchschnittliche Schnittdicke ist groß. Unter den gleichen Schneidebedingungen ist das Werkzeug daher beim Up-Cut-Fräsen anfällig für Verschleiß und verbraucht mehr Schneidkraft.
Wie wählt man Vorwärtsfräsen und Rückwärtsfräsen?
1, das Prinzip der Auswahl
Beim Fräsen im Gleichlauf muss die Maschine zuerst über einen Spielausgleichsmechanismus verfügen, um den Spalt zwischen der Vorschubspindel und der Mutter des Tisches zuverlässig zu beseitigen und Vibrationen beim Fräsen zu vermeiden.
Die Werkbank wird idealerweise hydraulisch angetrieben. Zweitens muss die Oberfläche des Werkstückrohlings keine harte Haut aufweisen und das Prozesssystem muss eine ausreichende Steifigkeit aufweisen. Wenn die oben genannten Bedingungen erfüllt werden können, sollte, insbesondere bei schwer zerspanbaren Werkstoffen, so oft wie möglich im Gleichlauf gefräst werden. Der Einsatz von Down-Cutting reduziert den Schnittverzug und reduziert die Schnittkräfte und die Schnittkraft.
Beim Schruppen von Teilen wird normalerweise das Rückwärtsfräsen verwendet. Um ein "Nagen des Fräsers" beim Schlichten zu verhindern, wird üblicherweise die Art des Daunenfräsens angewendet.
2. Verhältnis mit Werkzeugradiuskorrektur
Beim Konturfräsen an CNC-Maschinen wird häufig die Werkzeugradiuskorrektur zum Programmieren und Bearbeiten verwendet. Die Werkzeugradiuskorrektur ist weiter unterteilt in die Werkzeugradiuskorrektur links und die Werkzeugradiuskorrektur rechts.
Die Methode zur Beurteilung des Werkzeugradius-Linksausgleichs lautet:
Das Werkzeug dreht sich vorwärts (im Uhrzeigersinn) und das Werkzeug befindet sich in Vorwärtsrichtung des Werkzeugs links vom bearbeiteten Profil. Vielmehr befindet sich das Werkzeug rechts von der Bearbeitungskontur. Diese Korrekturmethode wird als Werkzeugradius-Rechtskorrektur bezeichnet.
Unabhängig davon, ob es sich um die Innenkontur- oder die Außenkonturbearbeitung handelt, ist das Bearbeitungsverfahren unter Verwendung des Werkzeugradius-Linksausgleichsprogrammierfräsens das Abwärtsfräsen. Die Bearbeitungsart mit der Werkzeugradiuskorrektur-Programmierung Fräsen ist das Up-Cut-Fräsen.
Wenn ein Scheibenfräser zum Bearbeiten eines ebenen Profils verwendet wird und die Schnittbreite des Werkzeugs mehr als 50% des Werkzeugdurchmessers beträgt, wird sowohl im Gleichlauf als auch im Gegenlauf gefräst.
3. Auswahl von Vor- und Rückwärtsfräsen für NC-Fräsmaschine
CNC-Werkzeugmaschinen verfügen im Allgemeinen über eine Spielbegrenzungsfunktion, das Spiel des Getriebemechanismus ist gering, und CNC-Werkzeugmaschinen führen zumeist die Teilefertigung durch. Daher wird beim CNC-Fräsen in der Regel die Bearbeitungsart des Absenkfräsens angewendet, dh der Werkzeugradius wird durch die linke Korrektur für Programmierung und Bearbeitung ausgeglichen.




