Legen Sie den Hochgeschwindigkeits Fraeswerkzeug Pfad fuer die Bearbeitung der Verbindung von Bauteilen fest
Bei der konventionellen NC-Bearbeitung wird beim Formulieren der Werkzeugbahn in der Regel ein gleichschneidendes Dickschneiden verwendet. Das heißt, die radiale Schnittiefe ist während eines Durchgangs ein bestimmter Wert. Im Falle eines übermäßigen Fräsens der abgerundeten Ecken ist das Bearbeitungsproblem jedoch groß. Das Problem ist besonders bedeutend, wenn dünnwandige Strukturen mit hohen Geschwindigkeiten gefräst werden. Beim Hochgeschwindigkeitsfräsen von abgerundeten Ecken ist zu erkennen, dass sich die Schnittkraft des Werkzeugs am Kehlkörper erheblich ändert (siehe Abbildung 1).
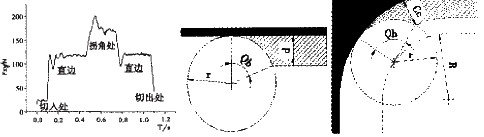
Abbildung 1 Curva de cambio de fuerza de corte, Abbildung 2 Fräsen ist eine schematische Ansicht straight edge, Abbildung 3 Schematische Darstellung des Fräsens abgerundeter Ecken
Eine Methode zur Verfeinerung der abgerundeten Werkzeugbahn bei Bearbeitungsproblemen mit Rundungsmaschinen. Beim gleichschneidenden und dicken Fräsen nimmt der Einschnittwinkel Qb zu, wenn das Werkzeug von einer geraden in eine kreisförmige Bahn übergeht (siehe Abbildungen 2 und 3).
Entspricht der Abbildung hat die folgende Formel:
Cos (Qb) = 1-Cl / r (1)
Cos (Qb) = 1-Cc / r-Cc (r-0,5Cc) / rR (2)
Qb - Schnittwinkel;
Cl - die radiale Schnittiefe beim Geradkantenfräsen;
Cc - die radiale Schnittiefe beim Kehlfräsen;
R --- lt Fräswerkzeug Radius;
R ——— Der Radius der Werkzeugmittelspur an der Verrundung.
Offensichtlich, wenn Cl = Cc ist, wenn das Werkzeug von einer geraden in eine kreisförmige Bahn übergeht. Die Kontaktfläche des Werkzeugs mit dem Werkstück wird aufgrund einer Vergrößerung des Eintauchwinkels vergrößert, wodurch eine plötzliche Erhöhung der Schneidkraft verursacht wird und leicht Vibrationen erzeugt werden. Die plötzliche Änderung der Schneidkraft führt dazu, dass die Bearbeitungsverformung des Werkzeugs und des Werkstücks zunimmt und der Maßfehler des Teils zunimmt, und die Schneidvibration erzeugt ein Vibrationsmuster an der runden Ecke, das die Bearbeitungsqualität des Teils beeinträchtigt.
Die Methode zum Verfeinern der abgerundeten Werkzeugbahn. Die Idee ist, den Einschnittwinkel des Werkzeugs während des Durchlaufs konstant zu halten oder dem Werkzeug einen Pfad hinzuzufügen. Das heißt, die radiale Dicke des Werkzeugs an der Abrundung wird verringert, wodurch die plötzliche Änderung der Schneidkraft vermieden wird. Das spezifische Verfeinerungswerkzeug-Pfaddiagramm ist in den 4 und 5 gezeigt.
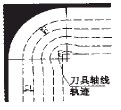
Abbildung 4 Schematische Darstellung der Verfeinerung der Werkzeugbahn mit gleichem Schnittwinkel
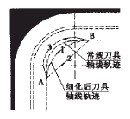
Abbildung 5 Schematische Darstellung einer zusätzlichen Pfadverfeinerung
Durch das Verfeinerungsschema der Werkzeugbahn am Fräsrund kann ein stabiler Schnitt effektiv aufrechterhalten werden. Reduzieren Sie den Bearbeitungsverzug und mögliche Schnittvibrationen, die durch plötzliche Änderungen der Schnittkraft verursacht werden, und verbessern Sie die Bearbeitungsqualität der Teile.
Gleichzeitig ist die Spanstärke von dünn nach dick gegen den Uhrzeigersinn. Aufgrund des Größeneffekts der Schneidkante ist die Reibung zwischen der Flankenfläche und dem Werkstück groß, wenn die Schneidkante das Werkstück gerade berührt, was leicht zu Vibrationen führt, und es kommt zu starken Schrägvibrationen an der Ecke. Das Fräsen im Uhrzeigersinn ist genau das Gegenteil: Obwohl die Schnittkraft beim Abwärtsfräsen geringfügig größer ist als die Schnittkraft beim Aufwärtsfräsen, tritt beim Schneiden der Ecken kein nennenswertes Rattern auf. Wenn jedoch im Uhrzeigersinn gefräst wird, ist die Spanstärke dick bis dünn und die Auswirkungen auf das Werkstück und das Werkzeug sind groß.Wenn die Bearbeitung durchgeführt wird, wird der Überhang des Werkzeugs so weit wie möglich verringert und die Steifigkeit des Werkstücks erhöht.
Abbildung 1 Curva de cambio de fuerza de corte, Abbildung 2 Fräsen ist eine schematische Ansicht straight edge, Abbildung 3 Schematische Darstellung des Fräsens abgerundeter Ecken
Eine Methode zur Verfeinerung der abgerundeten Werkzeugbahn bei Bearbeitungsproblemen mit Rundungsmaschinen. Beim gleichschneidenden und dicken Fräsen nimmt der Einschnittwinkel Qb zu, wenn das Werkzeug von einer geraden in eine kreisförmige Bahn übergeht (siehe Abbildungen 2 und 3).
Entspricht der Abbildung hat die folgende Formel:
Cos (Qb) = 1-Cl / r (1)
Cos (Qb) = 1-Cc / r-Cc (r-0,5Cc) / rR (2)
Qb - Schnittwinkel;
Cl - die radiale Schnittiefe beim Geradkantenfräsen;
Cc - die radiale Schnittiefe beim Kehlfräsen;
R --- lt Fräswerkzeug Radius;
R ——— Der Radius der Werkzeugmittelspur an der Verrundung.
Offensichtlich, wenn Cl = Cc ist, wenn das Werkzeug von einer geraden in eine kreisförmige Bahn übergeht. Die Kontaktfläche des Werkzeugs mit dem Werkstück wird aufgrund einer Vergrößerung des Eintauchwinkels vergrößert, wodurch eine plötzliche Erhöhung der Schneidkraft verursacht wird und leicht Vibrationen erzeugt werden. Die plötzliche Änderung der Schneidkraft führt dazu, dass die Bearbeitungsverformung des Werkzeugs und des Werkstücks zunimmt und der Maßfehler des Teils zunimmt, und die Schneidvibration erzeugt ein Vibrationsmuster an der runden Ecke, das die Bearbeitungsqualität des Teils beeinträchtigt.
Die Methode zum Verfeinern der abgerundeten Werkzeugbahn. Die Idee ist, den Einschnittwinkel des Werkzeugs während des Durchlaufs konstant zu halten oder dem Werkzeug einen Pfad hinzuzufügen. Das heißt, die radiale Dicke des Werkzeugs an der Abrundung wird verringert, wodurch die plötzliche Änderung der Schneidkraft vermieden wird. Das spezifische Verfeinerungswerkzeug-Pfaddiagramm ist in den 4 und 5 gezeigt.
Abbildung 4 Schematische Darstellung der Verfeinerung der Werkzeugbahn mit gleichem Schnittwinkel
Abbildung 5 Schematische Darstellung einer zusätzlichen Pfadverfeinerung
Durch das Verfeinerungsschema der Werkzeugbahn am Fräsrund kann ein stabiler Schnitt effektiv aufrechterhalten werden. Reduzieren Sie den Bearbeitungsverzug und mögliche Schnittvibrationen, die durch plötzliche Änderungen der Schnittkraft verursacht werden, und verbessern Sie die Bearbeitungsqualität der Teile.
Gleichzeitig ist die Spanstärke von dünn nach dick gegen den Uhrzeigersinn. Aufgrund des Größeneffekts der Schneidkante ist die Reibung zwischen der Flankenfläche und dem Werkstück groß, wenn die Schneidkante das Werkstück gerade berührt, was leicht zu Vibrationen führt, und es kommt zu starken Schrägvibrationen an der Ecke. Das Fräsen im Uhrzeigersinn ist genau das Gegenteil: Obwohl die Schnittkraft beim Abwärtsfräsen geringfügig größer ist als die Schnittkraft beim Aufwärtsfräsen, tritt beim Schneiden der Ecken kein nennenswertes Rattern auf. Wenn jedoch im Uhrzeigersinn gefräst wird, ist die Spanstärke dick bis dünn und die Auswirkungen auf das Werkstück und das Werkzeug sind groß.Wenn die Bearbeitung durchgeführt wird, wird der Überhang des Werkzeugs so weit wie möglich verringert und die Steifigkeit des Werkstücks erhöht.




