Hochgeschwindigkeits fraesen der Oberflaeche von Graphitelektroden-Prismen
Das Hauptproblem bei der Prismenflächenbearbeitung von Graphitelektroden ist der Bruch der lokalen Ecken der Form. Die Wirkrichtung der Schnittkraft sollte hauptsächlich berücksichtigt werden. Das Folgende ist ein Beispiel für die Bearbeitung der Seiten der Bodenplatte und der vertikalen Platte in 1.
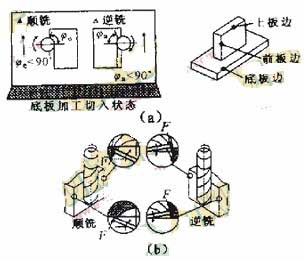
Abbildung 13 Beispiel für die Bearbeitung von Graphitelektroden
I. Die Verarbeitung Bodenkante
Die Oberflächenrauheit ändert sich beim Fräsen im Uhrzeigersinn kaum und die Qualität der Unterkante ist gut. Beim Fräsen gegen den Uhrzeigersinn wird der Wert der Oberflächenrauheit jedoch größer und die Qualität der unteren Eckkante nimmt ab (Abb. 13a). Um Ecken von hoher Qualität zu erhalten, sollten die Kanten zuerst gefräst werden.
II. Vertikale Platte wird verarbeitet
Wenn die beiden Seiten im Uhrzeigersinn sind, ist die Kraftrichtung unterschiedlich, dh eine Seite wird eingedrückt und eine Seite wird herausgedrückt (Abb. 13b). Daher muss beim Schneiden der Ecken die tatsächliche Vorschubrichtung geändert werden.
III. Verarbeiten einer oberen Fläche der Ecke aufrechten Platte
Die Schnittposition sollte vermieden werden, indem die Position des Eintrittspunkts beim Fräsen gegen den Uhrzeigersinn geändert wird, um eine Fragmentierung der Ecken des Werkstücks zu vermeiden. Werkzeugwinkel wie Steigungswinkel haben einen großen Einfluss auf diese Art der Zerspanung und werden in der Regel bei etwa 30 ° gesteuert.
Um das Auftreten von Ecken während des Fräsvorgangs zu verhindern. Die folgenden Maßnahmen können ebenfalls ergriffen werden;
1. Tauchen Sie die Bearbeitungsflüssigkeit vor der Elektrodenbearbeitung ein.
2, die Verwendung von Werkzeugen mit guter Verschleißfestigkeit;
3, mit Fräsen im Uhrzeigersinn (nach unten gehen Messer) ein Verfahren zur Verarbeitung;
4. Reduzieren Sie die Schnittmenge des Messers während des Schneidens.
5 ist der Schneidbetrag der Schneidwerkzeugteilung kleiner als die Hälfte des Werkzeugdurchmessers;
6. Verzögern Sie die Bearbeitung, wenn Sie beide Enden bearbeiten.
7. Verwenden Sie das Pad, um die Steifigkeit der Anschlussfläche bei der Bearbeitung des Bodens zu verbessern.
Wenn der Eckabschnitt zwischen dem oberen gekrümmten Abschnitt und der Seitenfläche bearbeitet wird, sollte die Seitenfläche nach Abschluss der Bearbeitung des oberen gekrümmten Abschnitts fertiggestellt sein, wenn leicht feine Risse erzeugt werden.
Obwohl Graphit ein sehr stabiles Material ist, hat es keine direkten negativen Auswirkungen auf die menschliche Gesundheit und lässt sich leicht mit Seife reinigen. Graphitspäne können jedoch die Umwelt in Form von Staub, Schadstoffen usw. beeinträchtigen, und Staub ist auch für den menschlichen Körper schädlich. Daher ist es am besten, bei der Bearbeitung ein Staubsauger und eine Maske zu verwenden.
Die Spanform beeinflusst den Werkzeugverschleiß durch Staub, gebrochene Späne und die verwendeten Schneidmedien. Die Graphitpartikel während des Nassschneidens werden durch den Fluss des Werkzeugs verursacht, während das Trockenschneidwerkzeug mit externem Blasen eine höhere Lebensdauer als die gewöhnliche Trockenbearbeitung aufweist. Starkes Blasen verhindert sekundären Verschleiß der Graphitteilchen. Wenn der mit dem Elektrolyten imprägnierte Graphit verarbeitet wird, wird der Werkzeugverschleiß drastisch verringert.
Darüber hinaus muss die Reinigung von Graphitpulver einen hohen Stellenwert haben. Ausrüstung zum Aufziehen von raffiniertem Graphitpulver in die feuchte Einheit sollte bereitgestellt werden, und ein Schruppzyklus sollte mit einem sauberen Zyklus und intermittierender Filtration durchgeführt werden.
Abbildung 13 Beispiel für die Bearbeitung von Graphitelektroden
I. Die Verarbeitung Bodenkante
Die Oberflächenrauheit ändert sich beim Fräsen im Uhrzeigersinn kaum und die Qualität der Unterkante ist gut. Beim Fräsen gegen den Uhrzeigersinn wird der Wert der Oberflächenrauheit jedoch größer und die Qualität der unteren Eckkante nimmt ab (Abb. 13a). Um Ecken von hoher Qualität zu erhalten, sollten die Kanten zuerst gefräst werden.
II. Vertikale Platte wird verarbeitet
Wenn die beiden Seiten im Uhrzeigersinn sind, ist die Kraftrichtung unterschiedlich, dh eine Seite wird eingedrückt und eine Seite wird herausgedrückt (Abb. 13b). Daher muss beim Schneiden der Ecken die tatsächliche Vorschubrichtung geändert werden.
III. Verarbeiten einer oberen Fläche der Ecke aufrechten Platte
Die Schnittposition sollte vermieden werden, indem die Position des Eintrittspunkts beim Fräsen gegen den Uhrzeigersinn geändert wird, um eine Fragmentierung der Ecken des Werkstücks zu vermeiden. Werkzeugwinkel wie Steigungswinkel haben einen großen Einfluss auf diese Art der Zerspanung und werden in der Regel bei etwa 30 ° gesteuert.
Um das Auftreten von Ecken während des Fräsvorgangs zu verhindern. Die folgenden Maßnahmen können ebenfalls ergriffen werden;
1. Tauchen Sie die Bearbeitungsflüssigkeit vor der Elektrodenbearbeitung ein.
2, die Verwendung von Werkzeugen mit guter Verschleißfestigkeit;
3, mit Fräsen im Uhrzeigersinn (nach unten gehen Messer) ein Verfahren zur Verarbeitung;
4. Reduzieren Sie die Schnittmenge des Messers während des Schneidens.
5 ist der Schneidbetrag der Schneidwerkzeugteilung kleiner als die Hälfte des Werkzeugdurchmessers;
6. Verzögern Sie die Bearbeitung, wenn Sie beide Enden bearbeiten.
7. Verwenden Sie das Pad, um die Steifigkeit der Anschlussfläche bei der Bearbeitung des Bodens zu verbessern.
Wenn der Eckabschnitt zwischen dem oberen gekrümmten Abschnitt und der Seitenfläche bearbeitet wird, sollte die Seitenfläche nach Abschluss der Bearbeitung des oberen gekrümmten Abschnitts fertiggestellt sein, wenn leicht feine Risse erzeugt werden.
Obwohl Graphit ein sehr stabiles Material ist, hat es keine direkten negativen Auswirkungen auf die menschliche Gesundheit und lässt sich leicht mit Seife reinigen. Graphitspäne können jedoch die Umwelt in Form von Staub, Schadstoffen usw. beeinträchtigen, und Staub ist auch für den menschlichen Körper schädlich. Daher ist es am besten, bei der Bearbeitung ein Staubsauger und eine Maske zu verwenden.
Die Spanform beeinflusst den Werkzeugverschleiß durch Staub, gebrochene Späne und die verwendeten Schneidmedien. Die Graphitpartikel während des Nassschneidens werden durch den Fluss des Werkzeugs verursacht, während das Trockenschneidwerkzeug mit externem Blasen eine höhere Lebensdauer als die gewöhnliche Trockenbearbeitung aufweist. Starkes Blasen verhindert sekundären Verschleiß der Graphitteilchen. Wenn der mit dem Elektrolyten imprägnierte Graphit verarbeitet wird, wird der Werkzeugverschleiß drastisch verringert.
Darüber hinaus muss die Reinigung von Graphitpulver einen hohen Stellenwert haben. Ausrüstung zum Aufziehen von raffiniertem Graphitpulver in die feuchte Einheit sollte bereitgestellt werden, und ein Schruppzyklus sollte mit einem sauberen Zyklus und intermittierender Filtration durchgeführt werden.




