Kaltfliesspressen von profilierten Werkstuecken
Definition der Kaltfließpressung: Extrusion bei einer Temperatur unterhalb der Rückgewinnungstemperatur. Bei den meisten NE-Metallen wie Aluminium, Kupfer, Titan und Stahl wird im Allgemeinen von Extrusion bei Raumtemperatur gesprochen.

Kaltfließpressen ist das Platzieren des Metallrohlings in einem Kaltfließpressenhohlraum und das Ausüben von Druck auf den Rohling bei Raumtemperatur durch einen festen Stempel auf der Presse, um den Metallrohling plastisch zu verformen, um ein Teileverarbeitungsverfahren zu erzeugen.
Gegenwärtig war China in der Lage, Metalle wie Blei, Zinn, Aluminium, Kupfer, Zink und deren Legierungen, kohlenstoffarmen Stahl, mittelkohlenstoffarmen Stahl, Werkzeugstahl, niedriglegierten Stahl und Edelstahl kalt zu extrudieren. Selbst für Lagerstahl, kohlenstoffreichen Werkzeugstahl aus einer Aluminiumlegierung, Schnellarbeitsstahl usw. kann er mit einem gewissen Maß an Verformung kalt extrudiert werden. In Bezug auf Extrusionsanlagen verfügt China über die Fähigkeit, Tonnage-Extrusionspressen auf allen Ebenen zu entwerfen und herzustellen. Neben dem Einsatz allgemeiner mechanischer Pressen, hydraulischer Pressen und Kaltfließpressen wurden auch Kaltpressen mit Friktionspressen und Hochgeschwindigkeits-Hochenergieanlagen erfolgreich eingesetzt.
1, das Prinzip des Prozesses
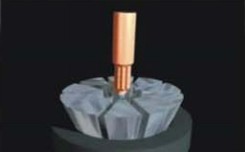
Kine-Flow Kaltfließpressverfahren:
Die mehreren radial angeordneten Formen werden durch einen Satz von zu verformenden Kraftaktuatoren gegen ein in der Mitte befindliches Werkstück gedrückt. Die Form wird in radialer Richtung zugeführt, und dieser Vorgang wird ausgeführt, indem der axiale Hydraulikzylinder auf den Ring mit der Keilfläche drückt. Dabei werden axiale Verschiebung und Kraft in radiale Verschiebung und Kraft umgewandelt.
2, Verarbeitungskapazität
Extrusionskraft ist abhängig von der Anzahl der Zähne des Werkstücks, wobei die Tiefe der Zähne, Zahnform und die seitlichen Formlänge und zusätzlich gibt es auch die Dehnung des Materials. Solange die Zahnseite nach dem Umformen des Werkstücks das Herausziehen der Formzähne nicht behindert, können die meisten Zahnformen extrudiert werden. Die Seiten der geformten Zähne können gerade, evolventenförmig oder in anderer komplizierter kugelförmiger konvexer Form sein, und die geformte Flanke und die Wurzel haben möglicherweise keine scharfen Ecken, und alle Zahnoberflächen liegen sich gegenüber.
Kaltfließpressen ist das Platzieren des Metallrohlings in einem Kaltfließpressenhohlraum und das Ausüben von Druck auf den Rohling bei Raumtemperatur durch einen festen Stempel auf der Presse, um den Metallrohling plastisch zu verformen, um ein Teileverarbeitungsverfahren zu erzeugen.
Gegenwärtig war China in der Lage, Metalle wie Blei, Zinn, Aluminium, Kupfer, Zink und deren Legierungen, kohlenstoffarmen Stahl, mittelkohlenstoffarmen Stahl, Werkzeugstahl, niedriglegierten Stahl und Edelstahl kalt zu extrudieren. Selbst für Lagerstahl, kohlenstoffreichen Werkzeugstahl aus einer Aluminiumlegierung, Schnellarbeitsstahl usw. kann er mit einem gewissen Maß an Verformung kalt extrudiert werden. In Bezug auf Extrusionsanlagen verfügt China über die Fähigkeit, Tonnage-Extrusionspressen auf allen Ebenen zu entwerfen und herzustellen. Neben dem Einsatz allgemeiner mechanischer Pressen, hydraulischer Pressen und Kaltfließpressen wurden auch Kaltpressen mit Friktionspressen und Hochgeschwindigkeits-Hochenergieanlagen erfolgreich eingesetzt.
KangDing bietet die radiale Kaltfließpressmaschine der amerikanischen RP-Serie zum Kaltfließpressen von Evolventen- oder Rechteckkeil- und Profilteilen an. Es ist die bevorzugte Kaltformausrüstung für Kraftfahrzeugteile.
1, das Prinzip des Prozesses
Kine-Flow Kaltfließpressverfahren:
Die mehreren radial angeordneten Formen werden durch einen Satz von zu verformenden Kraftaktuatoren gegen ein in der Mitte befindliches Werkstück gedrückt. Die Form wird in radialer Richtung zugeführt, und dieser Vorgang wird ausgeführt, indem der axiale Hydraulikzylinder auf den Ring mit der Keilfläche drückt. Dabei werden axiale Verschiebung und Kraft in radiale Verschiebung und Kraft umgewandelt.
2, Verarbeitungskapazität
Extrusionskraft ist abhängig von der Anzahl der Zähne des Werkstücks, wobei die Tiefe der Zähne, Zahnform und die seitlichen Formlänge und zusätzlich gibt es auch die Dehnung des Materials. Solange die Zahnseite nach dem Umformen des Werkstücks das Herausziehen der Formzähne nicht behindert, können die meisten Zahnformen extrudiert werden. Die Seiten der geformten Zähne können gerade, evolventenförmig oder in anderer komplizierter kugelförmiger konvexer Form sein, und die geformte Flanke und die Wurzel haben möglicherweise keine scharfen Ecken, und alle Zahnoberflächen liegen sich gegenüber.
3, die Eigenschaften des Formteils
Steigung und Zahntoleranz sind die Hauptparameter nach dem Formen. Wenn der Rohling gut kontrolliert wird, erzeugt er eine extrem hohe Präzisionsstabilität. Im Gegensatz zur axialen Kompression, die den Außendurchmesser steuert, hat die radial extrudierte Spitze einen Flansch. Das liegt daran, dass der axiale Materialfluss während des Umformens nicht eingeschränkt ist.
4, Materialanforderungen
Im Allgemeinen ist die Härte des Materials größer als HRC25 und die Dehnung beträgt mindestens 15%, um die Formlebensdauer zu verbessern. Außerdem ist die Formlast umso größer, je kleiner der Druckwinkel ist, was die Formlebensdauer und den kumulativen Fehler der Teilung beeinflusst.
5, Gerätebau
Das Gerät hat sowohl horizontale als auch vertikale Knoten. Das Zerlegen und Austauschen der Formen ist modular, einfach und schnell. Es kann manuell oder vollautomatisch be- und entladen werden. Das Hydrauliksystem kann im Rumpf oder separat außerhalb des Rumpfes platziert werden.
Steigung und Zahntoleranz sind die Hauptparameter nach dem Formen. Wenn der Rohling gut kontrolliert wird, erzeugt er eine extrem hohe Präzisionsstabilität. Im Gegensatz zur axialen Kompression, die den Außendurchmesser steuert, hat die radial extrudierte Spitze einen Flansch. Das liegt daran, dass der axiale Materialfluss während des Umformens nicht eingeschränkt ist.
4, Materialanforderungen
Im Allgemeinen ist die Härte des Materials größer als HRC25 und die Dehnung beträgt mindestens 15%, um die Formlebensdauer zu verbessern. Außerdem ist die Formlast umso größer, je kleiner der Druckwinkel ist, was die Formlebensdauer und den kumulativen Fehler der Teilung beeinflusst.
5, Gerätebau
Das Gerät hat sowohl horizontale als auch vertikale Knoten. Das Zerlegen und Austauschen der Formen ist modular, einfach und schnell. Es kann manuell oder vollautomatisch be- und entladen werden. Das Hydrauliksystem kann im Rumpf oder separat außerhalb des Rumpfes platziert werden.




