UG Kurbelwelle CNC Bearbeitung
Zusammenfassung
Die Kurbelwelle ist der zentrale Teil des Verbrennungsmotors und das Herzstück des Motors. Wenn seine Funktion nicht genau ausgeführt werden kann, kann die Leistung des Motors normalerweise nicht verwendet werden. Die relativen Winkel der Kurbelwelle müssen korrekt sein, da sonst der genaue Zeitpunkt des Zündzeitpunkts und der Ventilsteuerzeiten nicht in der Lage ist, genau einen Zylinder nach dem anderen zu betätigen. Wenn es ein Problem mit dieser Sequenz gibt, kann man sich vorstellen, dass das Ergebnis eine Detonation ist.
Die Kurbelwelle ist eines der am schwierigsten zu bearbeitenden Werkstücke. Es ist extrem asymmetrisch, lang und schlank und die verwendeten Materialien sind ebenfalls schlecht in der Verarbeitbarkeit, aber die Qualität ist sehr streng und die Herstellungsbedingungen sind sehr hoch. Die Verwendung der derzeit weit verbreiteten dreidimensionalen Softwareplattform kann durch kontinuierliche Verbesserung ihrer dreidimensionalen Volumenmodellierung die Konstruktionsgenauigkeit der Kurbelwelle erheblich verbessern und somit auch die Grundlage für die Verbesserung ihrer Leistungsfähigkeit legen.
Keywords: Kurbelwelle, UG, 3D-Modellierung, automatische Programmierung, CNC-Bearbeitung
1.2.1 Kurbelwelle CNC-Bearbeitung Anforderungen:
Kurbelwelle, Exzenterwelle, Exzenterhülse usw. sind exzentrische Drehteile. Sein Hauptprofil, einschließlich des Hauptzapfens und beider Enden des Lagerzapfens, werden auf der Drehmaschine bearbeitet, und ihre gemeinsamen Merkmale in der Verarbeitungstechnologie sind:
Bei der Bearbeitung des Rotorzapfens muss die Achse so eingestellt werden, dass sie mit dem Drehmittelpunkt der Drehmaschinenspindel übereinstimmt. Daher müssen die wichtigsten Prozessanforderungen in der Massenproduktion die Verwendung von geeigneten Vorrichtungen und Spannmethoden sein, um die Genauigkeit der Exzentrizität sicherzustellen.
Die zweite besteht darin, dass sowohl das Mittelloch als auch das exzentrische Mittelloch an beiden Enden als Referenz für die Bearbeitung verwendet werden.
Gegenwärtig können gemäß den spezifischen Anforderungen der eigenen Präzisionsanforderungen der Kurbelwelle, der Chargengröße und dem Niveau der vorhandenen Verarbeitungsausrüstung eine Vielzahl von Verarbeitungsverfahren und Verarbeitungsverfahren ausgewählt werden. Zum Beispiel kann das Hauptlager sowohl traditionelle Drehtechniken als auch fortschrittliche Bearbeitungstechniken wie Drehmaschinen und Hochgeschwindigkeitsfräsen verwenden, um die Bearbeitungseffizienz und die Bearbeitungsqualität zu verbessern.
2.2.2 Allgemeine Gestaltungsideen
Das parametrische Design wird bei der dreidimensionalen Modellierung der Kurbelwelle verwendet, um die lokale Struktur und Größe der Kurbelwelle jederzeit anzupassen. Ingenieure können die Feature-Werte, Arrays und andere Feature-Editierfunktionen verwenden, die vom UG zur Verfügung gestellt werden, um eine parametrische Konstruktion der Kurbelwelle basierend auf Merkmalen bereitzustellen. Die allgemeine Idee, das UG-Modellierungsmodul für die dreidimensionale Modellierung der Kurbelwelle zu verwenden, lässt sich wie folgt zusammenfassen:
a) Verwenden Sie die Maßbeschränkungen und geometrischen Einschränkungen der Skizze, um eine vernünftige krumme Schnittstelle und die Kerbe und den Querschnitt der Kurve zu zeichnen. Das gesamte kurbelförmige Kurvenmodell wird dann durch Streckmodellierung und Materialentfernungsoperationen erhalten.
b) Verwenden Sie den Feature-Vorgang erneut, um eine andere Kurbeleinheit zu kopieren. Versuchen Sie, die Operationsanweisung "Geometrische Transformation" nicht zu verwenden.
c) Verwenden Sie grundlegende Voxel-Funktionen, die von UG zur Verfügung gestellt werden, um grundlegende Elemente wie Pollager, Keilnuten, Nuten und Gewinde zu vervollständigen.
d) Führe eine boolesche Summe an allen obigen Einheiten aus, um ein dreidimensionales Volumenmodell der Kurbelwelleneinheit zu erhalten.
e) Verfeinern Sie den Kurbelwellenkörper, indem Sie das Mittelloch der Stirnseite der Kurbelwelle abfasen, verrunden und bohren.
f) Basierend auf der oben erwähnten Modellierung wird eine Multiturn-Kurbelwelleneinheit konstruiert, indem eine Kopieroperation und eine lokale Modifikation an der Kurbelwelle durchgeführt werden.
1. Dreidimensionale Modellierung der Kurbelwelle
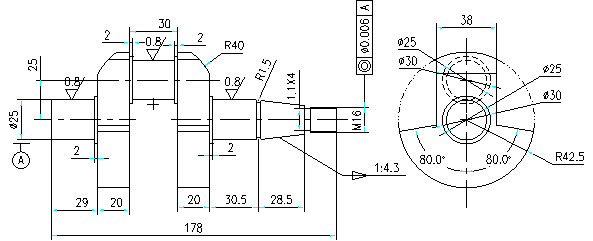
Die Zeichnungen der Kurbelwelle sind in Fig. 1 gezeigt. Durch die Analyse der Zeichnungen ist ersichtlich, dass die meisten Kurbelwellen symmetrisch sind, was eine große Bequemlichkeit beim Modellieren ermöglicht. Die Spiegelungsfunktion von UG kann verwendet werden, um die Arbeitslast der 3D-Modellierung erheblich zu reduzieren.
Der Hauptmodellierungsprozess umfasst die folgenden Schritte:
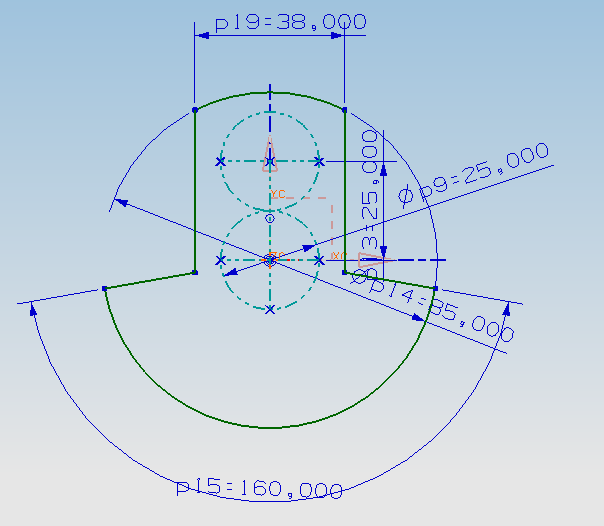
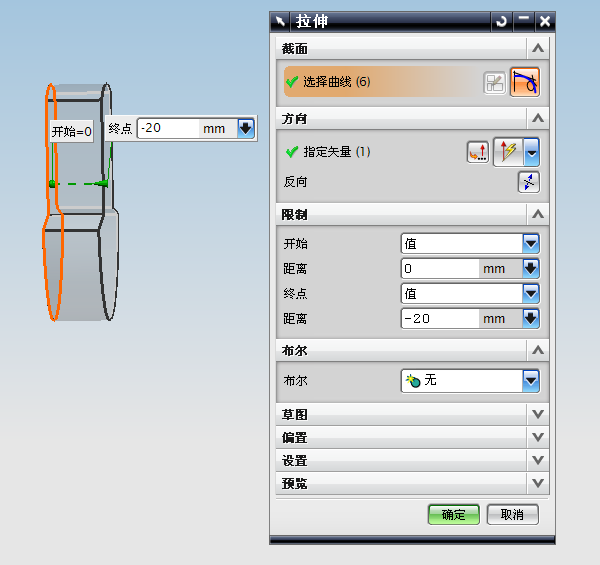
a) Zeichnen Sie den Umriss des Sektors in der Skizze (wie in Abbildung 2 gezeigt). Dann wird mithilfe der Dehnungsfunktion des UG-Modellierungsmoduls die Skizze generiert, um einen fächerförmigen Teil der Einheit zu erzeugen (siehe Abbildung) 3);
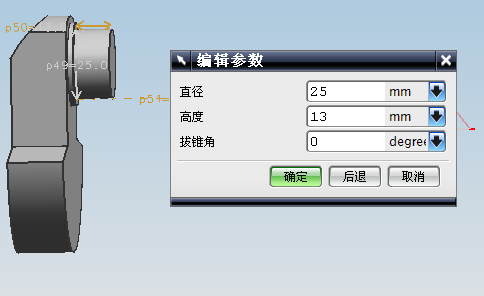
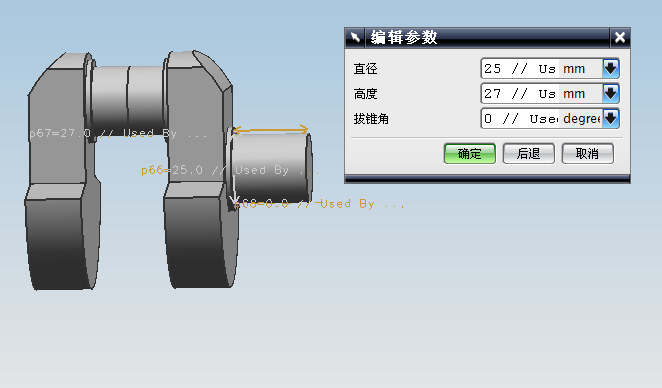
b) Wiederverwendung der Boss-Funktion des UG-Modellierungsmoduls (siehe Abbildung 4);
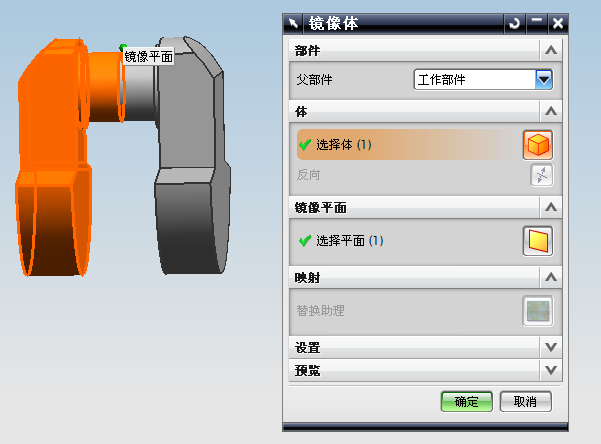
c) Spiegeln der in den Schritten a) und b) erzeugten Entitäten unter Verwendung der UG-Spiegelungsfunktion;
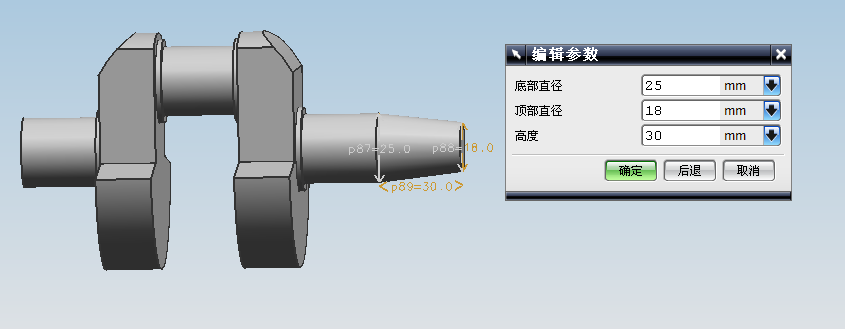
d) Verwenden Sie das UG-Modellierungsmodul, um das kreisförmige Kegelteil des rechten Endes zu erzeugen, und verwenden Sie dann die gleiche Methode, um das kreisförmige Kegelteil des rechten Endes zu erzeugen;
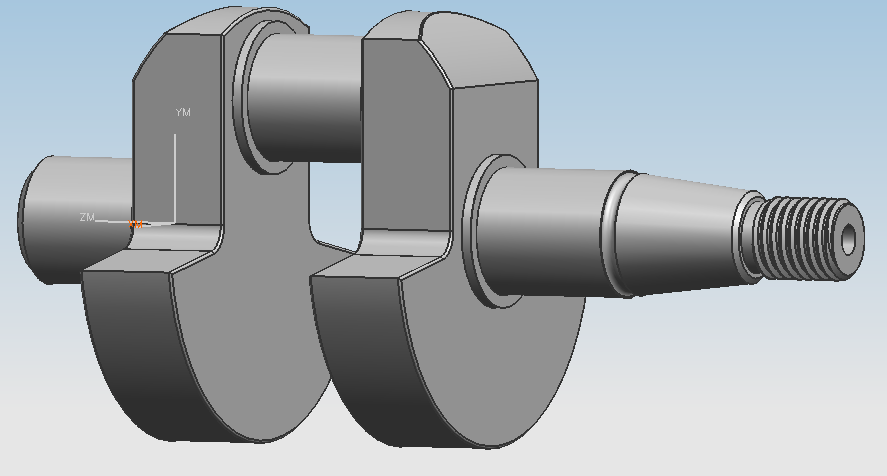
e) Erzeugen eines kegelförmigen Körpers, und der zylindrische Körper des Gewindeabschnitts wird ebenfalls unter Verwendung der Vorsprungsfunktion erzeugt;
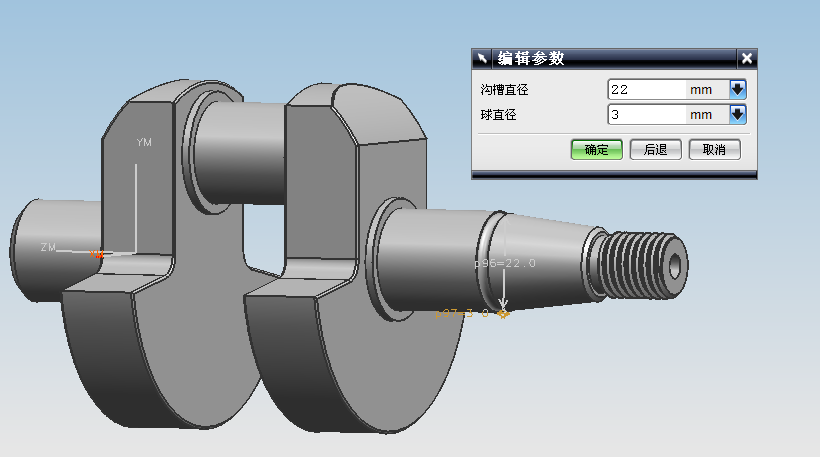
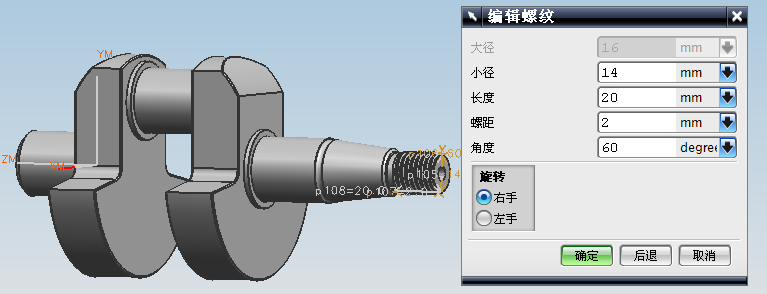
f) Erzeugen von Entlastungsrillen und -gewinden;
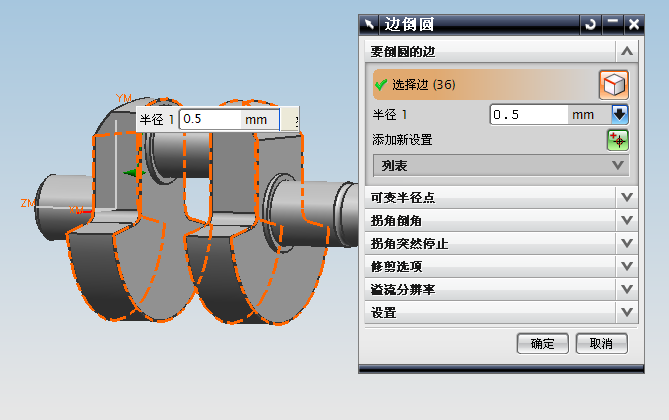
g) Führen Sie eine detaillierte Bearbeitung durch: Runden, Anfasen usw., um die Modellierung zu vervollständigen.
2. CNC-Simulation der Kurbelwelle
NC-Simulation Kurbelwelle umfasst die folgenden Schritte:
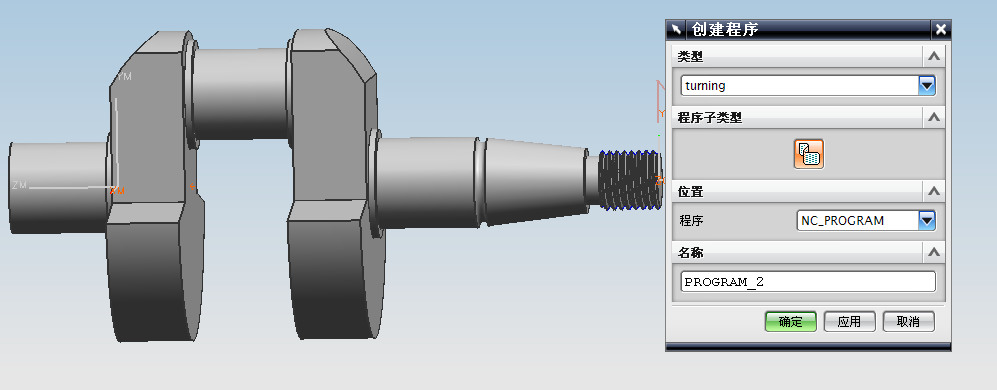
A. Erstellen Sie ein Programm (siehe Abbildung 12):
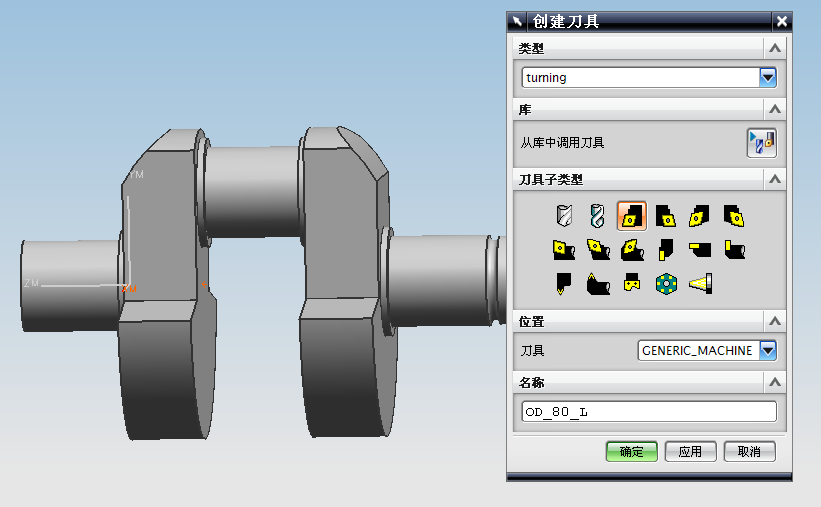
B. Werkzeuge erstellen: Die Bearbeitung der Kurbelwelle erfordert insgesamt 4 Werkzeuge zum Schruppen, Schlichten, Einfahren und Einfädeln.
Der Prozess zum Erstellen eines Werkzeugs wird in Abbildung 13 gezeigt.
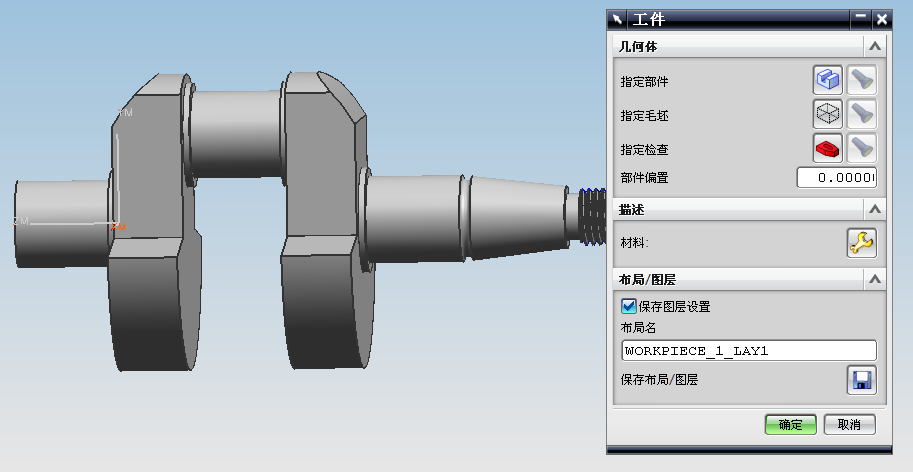
C. Geometrie erstellen: Richten Sie den Rohling ein, einschließlich der Größe des Rohlings, der Montageposition des Rohlings und so weiter.
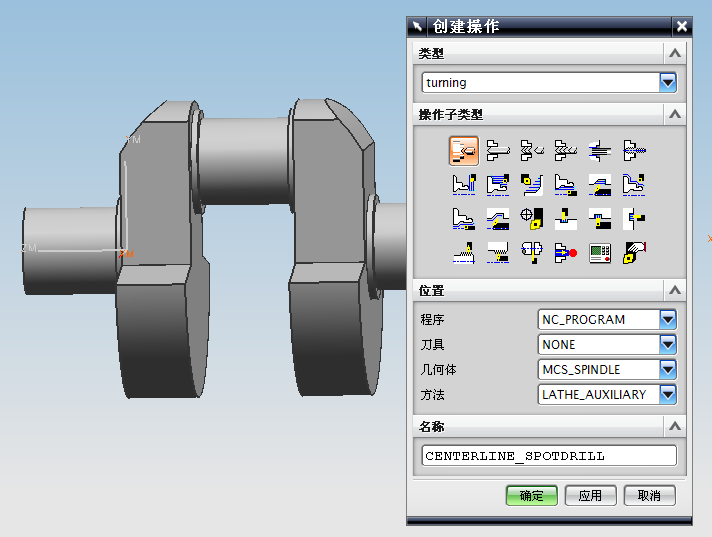
D. Create operation: Wählen Sie die Art des Schnitts und stellen Sie die Schnittparameter ein.
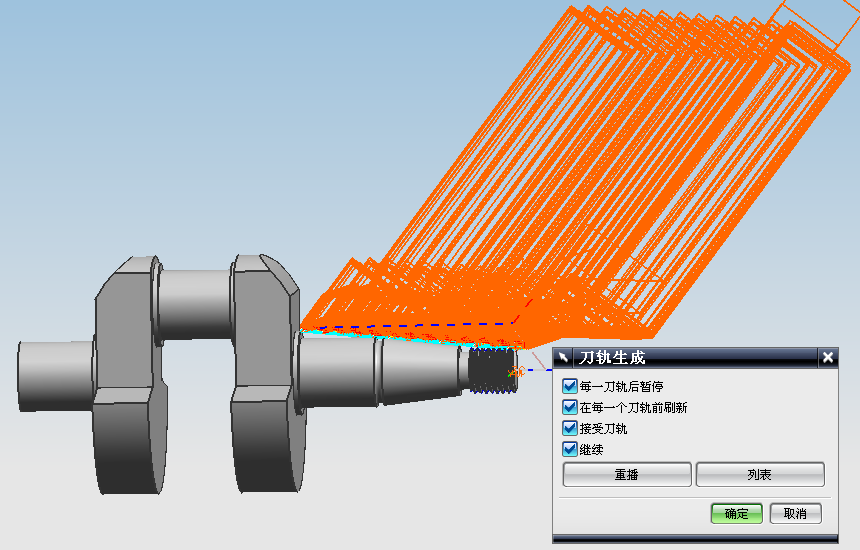
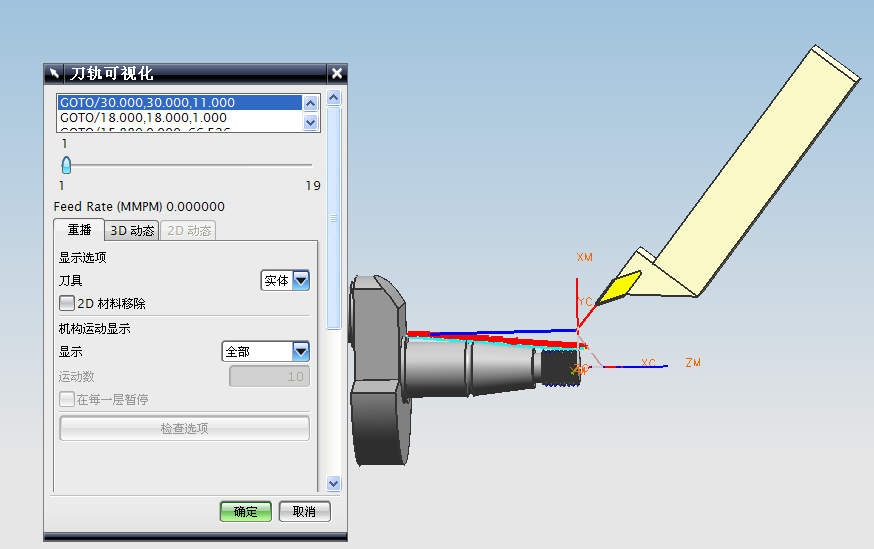
E. Nachdem Sie die obigen Einstellungen vorgenommen haben, können Sie den NC-Werkzeugweg generieren und eine dynamische Simulation durchführen.
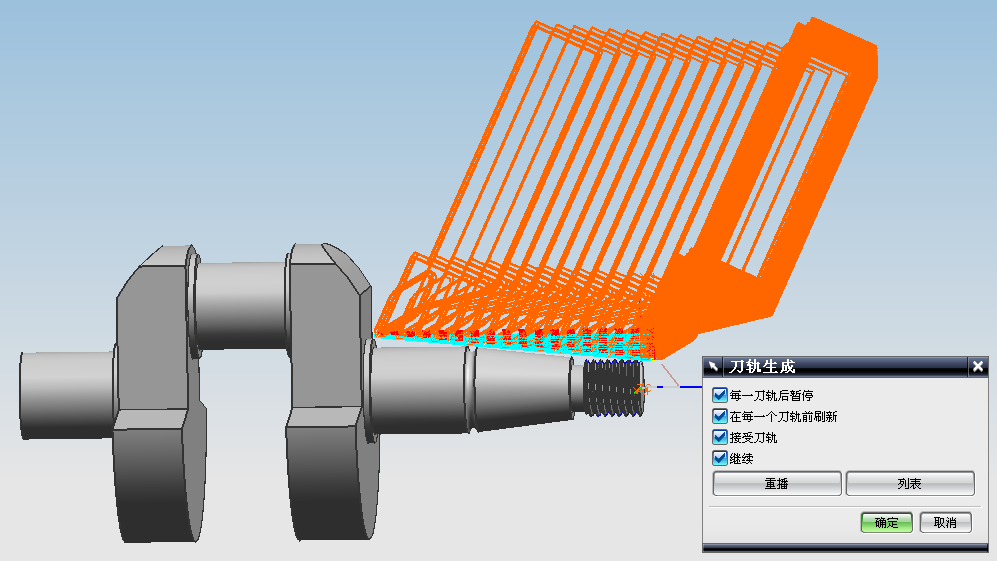
F. Überprüfen und analysieren Sie den Werkzeugweg. Wenn ein Fehler vorliegt, können Sie den Werkzeugpfad bearbeiten. Nach der Bestätigung können Sie die Nachbearbeitungsstufe eingeben, um den CNC-Bearbeitungs-NC-Code zu generieren.
G. Im Folgenden sind einige der generierten NC-Codes aufgeführt (nur die Codes für das Schruppen und Schlichten sind aus Platzgründen aufgelistet):
a) Schruppen:
N0010 G94 G90 G20
N0020 G50 X0.0 Z0.0
:0030 T00 H00 M06
N0040 G94 G00 X15.5 Z3.9747
N0050 G97 S0 M03
N0060 G95 G01 Z2.7747 F.3
N0070 Z-.2253 F.5
N0080 X16. Z-76.5
N0090 X16.8485 Z-75.6515 F1.
N0100 G94 G00 X17.
N0110 Z3.9747
N0120 X15.5
N0130 G95 G01 Z2.7747 F.3
N0140 Z-75.4456
N0150 X15.5959 Z-76.5
N0160 X16.
N0170 X16.8485 Z-75.6515 F1.
N0180 G94 G00 Z4.1832
N0190 X15.
N0200 G95 G01 Z2.9832 F.3
N0210 Z-.0168
N0220 X15.5 Z-75.4456
N0230 X16.3485 Z-74.597 F1.
N0240 G94 G00 X16.5
N0250 Z4.1832
N0260 X15.
N0270 G95 G01 Z2.9832 F.3
N0280 Z-69.9456
N0290 X15.5 Z-75.4456
N0300 X16.3485 Z-74.597 F1.
N0310 G94 G00 Z4.2
N0320 X14.5
N0330 G95 G01 Z3. F.3
N0340 Z0.0
N0350 X15. Z-69.9456
N0360 X15.8485 Z-69.097 F1.
N0370 G94 G00 X16.
N0380 Z4.2
N0390 X14.5
N0400 G95 G01 Z3. F.3
N0410 Z-64.4456
N0420 X15. Z-69.9456
N0430 X15.8485 Z-69.097 F1.
N0440 G94 G00 Z4.2
N0450 X14.
N0460 G95 G01 Z3. F.3
N0470 Z0.0
N0480 X14.5 Z-64.4456
N0490 X15.3485 Z-63.597 F1.
N0500 G94 G00 X15.5
N0510 Z4.2
N0520 X14.
N0530 G95 G01 Z3. F.3
N0540 Z-58.9456
N0550 X14.5 Z-64.4456
N0560 X15.3485 Z-63.597 F1.
N0570 G94 G00 Z4.2
N0580 X13.5
N0590 G95 G01 Z3. F.3
N0600 Z0.0
N0610 X14. Z-58.9456
N0620 X14.8485 Z-58.097 F1.
N0630 G94 G00 X15.
N0640 Z4.2
N0650 X13.5
N0660 G95 G01 Z3. F.3
N0670 Z-53.4456
N0680 X14. Z-58.9456
N0690 X14.8485 Z-58.097 F1.
N0700 G94 G00 Z4.2
N0710 X13.
Die Kurbelwelle ist der zentrale Teil des Verbrennungsmotors und das Herzstück des Motors. Wenn seine Funktion nicht genau ausgeführt werden kann, kann die Leistung des Motors normalerweise nicht verwendet werden. Die relativen Winkel der Kurbelwelle müssen korrekt sein, da sonst der genaue Zeitpunkt des Zündzeitpunkts und der Ventilsteuerzeiten nicht in der Lage ist, genau einen Zylinder nach dem anderen zu betätigen. Wenn es ein Problem mit dieser Sequenz gibt, kann man sich vorstellen, dass das Ergebnis eine Detonation ist.
Die Kurbelwelle ist eines der am schwierigsten zu bearbeitenden Werkstücke. Es ist extrem asymmetrisch, lang und schlank und die verwendeten Materialien sind ebenfalls schlecht in der Verarbeitbarkeit, aber die Qualität ist sehr streng und die Herstellungsbedingungen sind sehr hoch. Die Verwendung der derzeit weit verbreiteten dreidimensionalen Softwareplattform kann durch kontinuierliche Verbesserung ihrer dreidimensionalen Volumenmodellierung die Konstruktionsgenauigkeit der Kurbelwelle erheblich verbessern und somit auch die Grundlage für die Verbesserung ihrer Leistungsfähigkeit legen.
Keywords: Kurbelwelle, UG, 3D-Modellierung, automatische Programmierung, CNC-Bearbeitung
1.2.1 Kurbelwelle CNC-Bearbeitung Anforderungen:
Kurbelwelle, Exzenterwelle, Exzenterhülse usw. sind exzentrische Drehteile. Sein Hauptprofil, einschließlich des Hauptzapfens und beider Enden des Lagerzapfens, werden auf der Drehmaschine bearbeitet, und ihre gemeinsamen Merkmale in der Verarbeitungstechnologie sind:
Bei der Bearbeitung des Rotorzapfens muss die Achse so eingestellt werden, dass sie mit dem Drehmittelpunkt der Drehmaschinenspindel übereinstimmt. Daher müssen die wichtigsten Prozessanforderungen in der Massenproduktion die Verwendung von geeigneten Vorrichtungen und Spannmethoden sein, um die Genauigkeit der Exzentrizität sicherzustellen.
Die zweite besteht darin, dass sowohl das Mittelloch als auch das exzentrische Mittelloch an beiden Enden als Referenz für die Bearbeitung verwendet werden.
Gegenwärtig können gemäß den spezifischen Anforderungen der eigenen Präzisionsanforderungen der Kurbelwelle, der Chargengröße und dem Niveau der vorhandenen Verarbeitungsausrüstung eine Vielzahl von Verarbeitungsverfahren und Verarbeitungsverfahren ausgewählt werden. Zum Beispiel kann das Hauptlager sowohl traditionelle Drehtechniken als auch fortschrittliche Bearbeitungstechniken wie Drehmaschinen und Hochgeschwindigkeitsfräsen verwenden, um die Bearbeitungseffizienz und die Bearbeitungsqualität zu verbessern.
2.2.2 Allgemeine Gestaltungsideen
Das parametrische Design wird bei der dreidimensionalen Modellierung der Kurbelwelle verwendet, um die lokale Struktur und Größe der Kurbelwelle jederzeit anzupassen. Ingenieure können die Feature-Werte, Arrays und andere Feature-Editierfunktionen verwenden, die vom UG zur Verfügung gestellt werden, um eine parametrische Konstruktion der Kurbelwelle basierend auf Merkmalen bereitzustellen. Die allgemeine Idee, das UG-Modellierungsmodul für die dreidimensionale Modellierung der Kurbelwelle zu verwenden, lässt sich wie folgt zusammenfassen:
a) Verwenden Sie die Maßbeschränkungen und geometrischen Einschränkungen der Skizze, um eine vernünftige krumme Schnittstelle und die Kerbe und den Querschnitt der Kurve zu zeichnen. Das gesamte kurbelförmige Kurvenmodell wird dann durch Streckmodellierung und Materialentfernungsoperationen erhalten.
b) Verwenden Sie den Feature-Vorgang erneut, um eine andere Kurbeleinheit zu kopieren. Versuchen Sie, die Operationsanweisung "Geometrische Transformation" nicht zu verwenden.
c) Verwenden Sie grundlegende Voxel-Funktionen, die von UG zur Verfügung gestellt werden, um grundlegende Elemente wie Pollager, Keilnuten, Nuten und Gewinde zu vervollständigen.
d) Führe eine boolesche Summe an allen obigen Einheiten aus, um ein dreidimensionales Volumenmodell der Kurbelwelleneinheit zu erhalten.
e) Verfeinern Sie den Kurbelwellenkörper, indem Sie das Mittelloch der Stirnseite der Kurbelwelle abfasen, verrunden und bohren.
f) Basierend auf der oben erwähnten Modellierung wird eine Multiturn-Kurbelwelleneinheit konstruiert, indem eine Kopieroperation und eine lokale Modifikation an der Kurbelwelle durchgeführt werden.
1. Dreidimensionale Modellierung der Kurbelwelle
Die Zeichnungen der Kurbelwelle sind in Fig. 1 gezeigt. Durch die Analyse der Zeichnungen ist ersichtlich, dass die meisten Kurbelwellen symmetrisch sind, was eine große Bequemlichkeit beim Modellieren ermöglicht. Die Spiegelungsfunktion von UG kann verwendet werden, um die Arbeitslast der 3D-Modellierung erheblich zu reduzieren.
Der Hauptmodellierungsprozess umfasst die folgenden Schritte:
a) Zeichnen Sie den Umriss des Sektors in der Skizze (wie in Abbildung 2 gezeigt). Dann wird mithilfe der Dehnungsfunktion des UG-Modellierungsmoduls die Skizze generiert, um einen fächerförmigen Teil der Einheit zu erzeugen (siehe Abbildung) 3);
b) Wiederverwendung der Boss-Funktion des UG-Modellierungsmoduls (siehe Abbildung 4);
c) Spiegeln der in den Schritten a) und b) erzeugten Entitäten unter Verwendung der UG-Spiegelungsfunktion;
d) Verwenden Sie das UG-Modellierungsmodul, um das kreisförmige Kegelteil des rechten Endes zu erzeugen, und verwenden Sie dann die gleiche Methode, um das kreisförmige Kegelteil des rechten Endes zu erzeugen;
e) Erzeugen eines kegelförmigen Körpers, und der zylindrische Körper des Gewindeabschnitts wird ebenfalls unter Verwendung der Vorsprungsfunktion erzeugt;
f) Erzeugen von Entlastungsrillen und -gewinden;
g) Führen Sie eine detaillierte Bearbeitung durch: Runden, Anfasen usw., um die Modellierung zu vervollständigen.
2. CNC-Simulation der Kurbelwelle
NC-Simulation Kurbelwelle umfasst die folgenden Schritte:
A. Erstellen Sie ein Programm (siehe Abbildung 12):
B. Werkzeuge erstellen: Die Bearbeitung der Kurbelwelle erfordert insgesamt 4 Werkzeuge zum Schruppen, Schlichten, Einfahren und Einfädeln.
Der Prozess zum Erstellen eines Werkzeugs wird in Abbildung 13 gezeigt.
C. Geometrie erstellen: Richten Sie den Rohling ein, einschließlich der Größe des Rohlings, der Montageposition des Rohlings und so weiter.
D. Create operation: Wählen Sie die Art des Schnitts und stellen Sie die Schnittparameter ein.
E. Nachdem Sie die obigen Einstellungen vorgenommen haben, können Sie den NC-Werkzeugweg generieren und eine dynamische Simulation durchführen.
F. Überprüfen und analysieren Sie den Werkzeugweg. Wenn ein Fehler vorliegt, können Sie den Werkzeugpfad bearbeiten. Nach der Bestätigung können Sie die Nachbearbeitungsstufe eingeben, um den CNC-Bearbeitungs-NC-Code zu generieren.
G. Im Folgenden sind einige der generierten NC-Codes aufgeführt (nur die Codes für das Schruppen und Schlichten sind aus Platzgründen aufgelistet):
a) Schruppen:
N0010 G94 G90 G20
N0020 G50 X0.0 Z0.0
:0030 T00 H00 M06
N0040 G94 G00 X15.5 Z3.9747
N0050 G97 S0 M03
N0060 G95 G01 Z2.7747 F.3
N0070 Z-.2253 F.5
N0080 X16. Z-76.5
N0090 X16.8485 Z-75.6515 F1.
N0100 G94 G00 X17.
N0110 Z3.9747
N0120 X15.5
N0130 G95 G01 Z2.7747 F.3
N0140 Z-75.4456
N0150 X15.5959 Z-76.5
N0160 X16.
N0170 X16.8485 Z-75.6515 F1.
N0180 G94 G00 Z4.1832
N0190 X15.
N0200 G95 G01 Z2.9832 F.3
N0210 Z-.0168
N0220 X15.5 Z-75.4456
N0230 X16.3485 Z-74.597 F1.
N0240 G94 G00 X16.5
N0250 Z4.1832
N0260 X15.
N0270 G95 G01 Z2.9832 F.3
N0280 Z-69.9456
N0290 X15.5 Z-75.4456
N0300 X16.3485 Z-74.597 F1.
N0310 G94 G00 Z4.2
N0320 X14.5
N0330 G95 G01 Z3. F.3
N0340 Z0.0
N0350 X15. Z-69.9456
N0360 X15.8485 Z-69.097 F1.
N0370 G94 G00 X16.
N0380 Z4.2
N0390 X14.5
N0400 G95 G01 Z3. F.3
N0410 Z-64.4456
N0420 X15. Z-69.9456
N0430 X15.8485 Z-69.097 F1.
N0440 G94 G00 Z4.2
N0450 X14.
N0460 G95 G01 Z3. F.3
N0470 Z0.0
N0480 X14.5 Z-64.4456
N0490 X15.3485 Z-63.597 F1.
N0500 G94 G00 X15.5
N0510 Z4.2
N0520 X14.
N0530 G95 G01 Z3. F.3
N0540 Z-58.9456
N0550 X14.5 Z-64.4456
N0560 X15.3485 Z-63.597 F1.
N0570 G94 G00 Z4.2
N0580 X13.5
N0590 G95 G01 Z3. F.3
N0600 Z0.0
N0610 X14. Z-58.9456
N0620 X14.8485 Z-58.097 F1.
N0630 G94 G00 X15.
N0640 Z4.2
N0650 X13.5
N0660 G95 G01 Z3. F.3
N0670 Z-53.4456
N0680 X14. Z-58.9456
N0690 X14.8485 Z-58.097 F1.
N0700 G94 G00 Z4.2
N0710 X13.




