Wie funktioniert Tapping Edelstahl Gewinde?
Das Gewindeschneiden auf rostfreiem Stahl ist viel schwieriger als das Gewindeschneiden auf gewöhnlichem Stahl. Häufig wird der Gewindebohrer aufgrund des großen Drehmoments in das Schraubenloch „gebissen“ und kollabiert oder bricht, die Oberfläche des Gewindes ist nicht leicht. Die Rille ist gerillt, die Größe liegt außerhalb der Toleranz, das Chaos und der Wasserhahn sind stark abgenutzt. Daher sollten die entsprechenden technischen Maßnahmen ergriffen werden, um das Problem des Gewindeschneidens von Edelstahlgewinden zu lösen.
1. Beim Gewindeschneiden von Edelstahlgewinden. Das Phänomen der "expandierenden Zähne" ist schwerwiegender, und der Gewindebohrer kann leicht in das Loch "beißen", sodass das untere Loch des Gewindes entsprechend vergrößert werden sollte. Im Allgemeinen entspricht der Durchmesser des Bodenlochs eines Gewindes mit einer Steigung von weniger als 1 mm dem Nenndurchmesser abzüglich der Steigung. Wenn die Steigung größer als 1 mm ist, entspricht der Durchmesser der unteren Gewindebohrung dem Nenndurchmesser minus dem 1,1-fachen der Steigung.
2. Die Wahl des richtigen Gewindebohrers und der angemessenen Schnittmenge ist der Schlüssel zur Qualität des Gewindebohrers. Das Gewindebohrermaterial sollte aus Kobalt- oder Aluminium-Superhart-Schnellarbeitsstahl ausgewählt werden. Der Hauptabweichungswinkel hängt von der Steigung und der Anzahl der Hahngriffe ab. Der Kopfkegel Kr = 5 ~ 7, der zweite und dritte Kegel Kr = 10 ~ 20. Das Kalibrierteil nimmt im Allgemeinen 3 bis 4 Gewindelängen auf und hat einen umgekehrten Kegel von 0,05 bis 0,1 mm / 100 mm; Im Allgemeinen beträgt die Richtung des Chiphalters b = 8-15, wodurch die Richtung des Chipflusses gesteuert werden kann. Bei Gewindebohrern mit gerader Nut kann das vordere Ende des Gewindebohrers spiralförmig geschliffen werden.
Der Spanwinkel des Gewindebohrers beträgt im Allgemeinen gp = 15 ° ~ 20 ° und der Rückenwinkel beträgt 8 ° ~ 12 °.
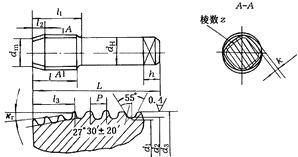
3. Tapless-Gewindebohrer können zum Gewindebohren von Edelstahl verwendet werden (siehe Abbildung 7). Der Durchmesser des unteren Lochs vor dem Extrudieren mit einem schlitzlosen Gewindebohrer beträgt:
d0 = dw- (0,5-0,6) P
Wobei: dw - der Außendurchmesser des Werkstückgewindes, mm;
P - Tonhöhe.
4. Stellen Sie beim Gewindeschneiden von Edelstahl sicher, dass genügend Kühlschmierstoff vorhanden ist. Schwefelsäureöl wird üblicherweise ausgewählt aus + 15% bis 20% CCl & sub4 ;; Weißbleiöl + Motoröl oder anderes Mineralöl; Kerosin wird mit Chlorparaffin verdünnt.
5. Wenn während des Gewindeschneidvorgangs der Gewindebohrer gebrochen wird, kann das Werkstück in eine Salpetersäurelösung zur Korrosion eingelegt werden, und der Hochgeschwindigkeitsstahldrahtkegel kann schnell korrodieren, ohne das Werkstück zu verschrotten.
1. Beim Gewindeschneiden von Edelstahlgewinden. Das Phänomen der "expandierenden Zähne" ist schwerwiegender, und der Gewindebohrer kann leicht in das Loch "beißen", sodass das untere Loch des Gewindes entsprechend vergrößert werden sollte. Im Allgemeinen entspricht der Durchmesser des Bodenlochs eines Gewindes mit einer Steigung von weniger als 1 mm dem Nenndurchmesser abzüglich der Steigung. Wenn die Steigung größer als 1 mm ist, entspricht der Durchmesser der unteren Gewindebohrung dem Nenndurchmesser minus dem 1,1-fachen der Steigung.
2. Die Wahl des richtigen Gewindebohrers und der angemessenen Schnittmenge ist der Schlüssel zur Qualität des Gewindebohrers. Das Gewindebohrermaterial sollte aus Kobalt- oder Aluminium-Superhart-Schnellarbeitsstahl ausgewählt werden. Der Hauptabweichungswinkel hängt von der Steigung und der Anzahl der Hahngriffe ab. Der Kopfkegel Kr = 5 ~ 7, der zweite und dritte Kegel Kr = 10 ~ 20. Das Kalibrierteil nimmt im Allgemeinen 3 bis 4 Gewindelängen auf und hat einen umgekehrten Kegel von 0,05 bis 0,1 mm / 100 mm; Im Allgemeinen beträgt die Richtung des Chiphalters b = 8-15, wodurch die Richtung des Chipflusses gesteuert werden kann. Bei Gewindebohrern mit gerader Nut kann das vordere Ende des Gewindebohrers spiralförmig geschliffen werden.
Der Spanwinkel des Gewindebohrers beträgt im Allgemeinen gp = 15 ° ~ 20 ° und der Rückenwinkel beträgt 8 ° ~ 12 °.
3. Tapless-Gewindebohrer können zum Gewindebohren von Edelstahl verwendet werden (siehe Abbildung 7). Der Durchmesser des unteren Lochs vor dem Extrudieren mit einem schlitzlosen Gewindebohrer beträgt:
d0 = dw- (0,5-0,6) P
Wobei: dw - der Außendurchmesser des Werkstückgewindes, mm;
P - Tonhöhe.
4. Stellen Sie beim Gewindeschneiden von Edelstahl sicher, dass genügend Kühlschmierstoff vorhanden ist. Schwefelsäureöl wird üblicherweise ausgewählt aus + 15% bis 20% CCl & sub4 ;; Weißbleiöl + Motoröl oder anderes Mineralöl; Kerosin wird mit Chlorparaffin verdünnt.
5. Wenn während des Gewindeschneidvorgangs der Gewindebohrer gebrochen wird, kann das Werkstück in eine Salpetersäurelösung zur Korrosion eingelegt werden, und der Hochgeschwindigkeitsstahldrahtkegel kann schnell korrodieren, ohne das Werkstück zu verschrotten.




