Analyse des Stanzprozesses und des Werkzeug Designs fuer Grobblech
Durch die Seitenplatte Teile von 10 mm dickes Blech, Stanzprozess Analyse, sterben mit einer geraden Kante als trocken und eine Kombination der schrägen Kante, Verringerung der Stanzkraft. Bei einem ähnlich dicken Blatt hat die Ausblendung einen bestimmten Referenzwert.
Schlüsselwörter: dickes Plattenmaterial, Stanzform, Stanzform
Fall Analyse
1 ist ein Seitenteil eines Gerätediagramms, Material ist Q235A, 10 mm dicke Stahlplatte. Das Teil wurde ursprünglich mit einem gemeinsamen Stanzwerkzeug ausgestanzt, und das Ergebnis war, dass der Stempel nach weniger als hundert Stanzungen beschädigt wurde. Nach der Bearbeitung durch rotes Stanzen wurde die Matrize nicht beschädigt, aber die Genauigkeit, Oberflächenqualität und Rauheit der Stanzteile sind nicht befriedigend. Die Oxidhaut, die auf der Oberfläche der Stanzteile erzeugt wird, kann die Anforderungen nach dem Lackieren nicht erfüllen, und das Verfahren ist kompliziert, die Arbeitsintensität ist hoch und die Kosten der Stanzteile sind hoch.
Zu diesem Zweck führen die Kangding-Ingenieure eine sorgfältige Prozessanalyse zum Stempeln von Teilen durch. Zur gleichen Zeit, nach den bestehenden Pressen des Unternehmens (JB36-250t) und die erforderliche Stanzkraft von Teilen, Die Form der konkaven Matrize in Kombination mit geraden Kanten und schrägen Kanten wird angenommen, um die Stanzkraft zu reduzieren und eine zufriedenstellende Wirkung nach dem Stanzen zu erzielen.
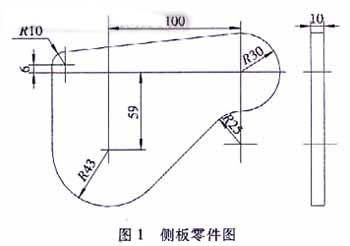
Abbildung 1
Schlüsselwörter: dickes Plattenmaterial, Stanzform, Stanzform
Fall Analyse
1 ist ein Seitenteil eines Gerätediagramms, Material ist Q235A, 10 mm dicke Stahlplatte. Das Teil wurde ursprünglich mit einem gemeinsamen Stanzwerkzeug ausgestanzt, und das Ergebnis war, dass der Stempel nach weniger als hundert Stanzungen beschädigt wurde. Nach der Bearbeitung durch rotes Stanzen wurde die Matrize nicht beschädigt, aber die Genauigkeit, Oberflächenqualität und Rauheit der Stanzteile sind nicht befriedigend. Die Oxidhaut, die auf der Oberfläche der Stanzteile erzeugt wird, kann die Anforderungen nach dem Lackieren nicht erfüllen, und das Verfahren ist kompliziert, die Arbeitsintensität ist hoch und die Kosten der Stanzteile sind hoch.
Zu diesem Zweck führen die Kangding-Ingenieure eine sorgfältige Prozessanalyse zum Stempeln von Teilen durch. Zur gleichen Zeit, nach den bestehenden Pressen des Unternehmens (JB36-250t) und die erforderliche Stanzkraft von Teilen, Die Form der konkaven Matrize in Kombination mit geraden Kanten und schrägen Kanten wird angenommen, um die Stanzkraft zu reduzieren und eine zufriedenstellende Wirkung nach dem Stanzen zu erzielen.
Abbildung 1
2. Prozessanalyse
Das Teil basiert auf der Stanzkraftformel für dickes Blech:
Aus der Formel ergibt sich eine erforderliche Ausstanzkraft für das Teil von 2618 kN.
Offensichtlich ist der Nenndruck der vorhandenen Pressen des Unternehmens (JB36-250t) geringer als die erforderliche Ausstanzkraft der Teile.
Angesichts dieses Problems wird eine ernsthafte Prozessanalyse der Teile durchgeführt. Es wird in Betracht gezogen, dass die Schneidkraft, die erforderlich ist, um die Teile zu reduzieren, mit der vorhandenen Presse (JB36 250t) des Unternehmens verarbeitet werden kann.
Nach den aktuellen Daten gibt es drei Möglichkeiten, die Stanzkraft zu reduzieren:
(1) Schrägklingenschneidverfahren,
(2) rot bündigen Ausblendung,
(3) Stanzen Ausstanzen.
Und das 3, Das Stanzverfahren des Leiterstempels wird hauptsächlich zum Stanzen von mehreren Oberflächen verwendet und ist für dieses Teil nicht geeignet. Das Stanzverfahren des Leiterstempels wird hauptsächlich zum Stanzen mehrerer Oberflächen verwendet und ist für dieses Teil nicht geeignet. Darüber hinaus ist die Einführung dieser drei Arten von Bearbeitungsverfahren relativ zu der runden Oberfläche, und die Einführung der Kurvenoberflächenbearbeitung wird nicht eingeführt.
Wenn der Stanzstempel durch die flache Öffnung ausgestanzt wird, erfolgt die Scherwirkung entlang der Kontur des gesamten Teils und die Scherwirkung tritt gleichzeitig auf, so dass die erforderliche Stanzkraft größer ist.
Gleichzeitig wird das Stanzverfahren mit schrägen Kanten dazu führen, dass sich die Stanzteile beim Stanzen biegen und knittern, und die Stanzkante kann auch sehr leicht beschädigt werden.
Das Rot-Stanzverfahren erzeugt während des Stanzens Oxidschuppen, die Prägepräzision, die Oberflächenqualität und der Rauhigkeitswert sind nicht ideal, und das Verfahren ist kompliziert, die Arbeitsintensität ist groß und die Kosten für das Stempeln von Teilen sind erhöht. Wenn der Stanzstempel durch die flache Öffnung ausgestanzt wird, erfolgt die Scherwirkung entlang der Kontur des gesamten Teils und die Scherwirkung tritt gleichzeitig auf, so dass die erforderliche Stanzkraft größer ist. Aus diesem Grund wird entsprechend den Eigenschaften der Teile der Gesamtkonturumfang des Teils in 3 gleiche Teile unterteilt.
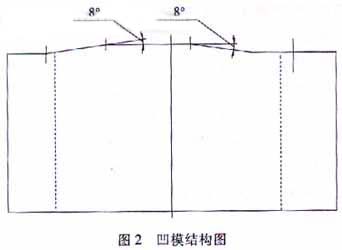
Die Form der äußeren schrägen konkaven Form, kombiniert mit der geraden Klingenkante und der schrägen Kante, wird angenommen, wie in 2 gezeigt.
Diese Form der Matrize, beim Stanzen, wird das Material entlang der Länge der Kontur bei verschiedenen Hubhöhen allmählich getrennt. Die erforderliche Stanzkraft wird nach den Schneidformeln für gerade Kante und schräge Kante berechnet:

Aus den obigen Berechnungen ist ersichtlich, dass offensichtlich mit dieser Art von Werkzeug die Stanzkraft um 1/3 reduziert wird. Die bestehende Pressmaschine des Unternehmens (JB36-250t) wird ihren Anforderungen voll gerecht.
3. Formstruktur
Die Formstruktur ist in 3 gezeigt.
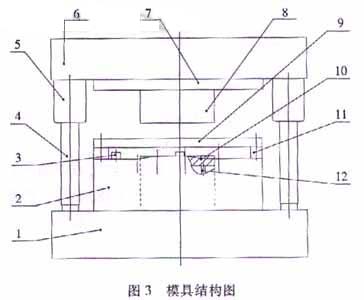
1. Schuh sterben
2. Sterben
3. Positionierbrett
4. Führungspfosten
5. Führungshülse
6. Werkzeughalter
7. Feste Tafel
8. Terrasse sterben
9. Abstreifbrett
10. Brett drücken
11. Auflage
12. Top-Stange
4. Fazit
Es gibt keine Information über die Form der konkaven Form der gekrümmten Oberfläche der geraden Klinge und der schrägen Kante. Die Form wurde in Massenproduktion gebracht und der Gebrauchseffekt ist gut. Bei einem ähnlich dicken Blatt hat die Ausblendung einen großen Referenzwert.
Das Teil basiert auf der Stanzkraftformel für dickes Blech:
Aus der Formel ergibt sich eine erforderliche Ausstanzkraft für das Teil von 2618 kN.
Offensichtlich ist der Nenndruck der vorhandenen Pressen des Unternehmens (JB36-250t) geringer als die erforderliche Ausstanzkraft der Teile.
Angesichts dieses Problems wird eine ernsthafte Prozessanalyse der Teile durchgeführt. Es wird in Betracht gezogen, dass die Schneidkraft, die erforderlich ist, um die Teile zu reduzieren, mit der vorhandenen Presse (JB36 250t) des Unternehmens verarbeitet werden kann.
Nach den aktuellen Daten gibt es drei Möglichkeiten, die Stanzkraft zu reduzieren:
(1) Schrägklingenschneidverfahren,
(2) rot bündigen Ausblendung,
(3) Stanzen Ausstanzen.
Und das 3, Das Stanzverfahren des Leiterstempels wird hauptsächlich zum Stanzen von mehreren Oberflächen verwendet und ist für dieses Teil nicht geeignet. Das Stanzverfahren des Leiterstempels wird hauptsächlich zum Stanzen mehrerer Oberflächen verwendet und ist für dieses Teil nicht geeignet. Darüber hinaus ist die Einführung dieser drei Arten von Bearbeitungsverfahren relativ zu der runden Oberfläche, und die Einführung der Kurvenoberflächenbearbeitung wird nicht eingeführt.
Wenn der Stanzstempel durch die flache Öffnung ausgestanzt wird, erfolgt die Scherwirkung entlang der Kontur des gesamten Teils und die Scherwirkung tritt gleichzeitig auf, so dass die erforderliche Stanzkraft größer ist.
Gleichzeitig wird das Stanzverfahren mit schrägen Kanten dazu führen, dass sich die Stanzteile beim Stanzen biegen und knittern, und die Stanzkante kann auch sehr leicht beschädigt werden.
Das Rot-Stanzverfahren erzeugt während des Stanzens Oxidschuppen, die Prägepräzision, die Oberflächenqualität und der Rauhigkeitswert sind nicht ideal, und das Verfahren ist kompliziert, die Arbeitsintensität ist groß und die Kosten für das Stempeln von Teilen sind erhöht. Wenn der Stanzstempel durch die flache Öffnung ausgestanzt wird, erfolgt die Scherwirkung entlang der Kontur des gesamten Teils und die Scherwirkung tritt gleichzeitig auf, so dass die erforderliche Stanzkraft größer ist. Aus diesem Grund wird entsprechend den Eigenschaften der Teile der Gesamtkonturumfang des Teils in 3 gleiche Teile unterteilt.
Die Form der äußeren schrägen konkaven Form, kombiniert mit der geraden Klingenkante und der schrägen Kante, wird angenommen, wie in 2 gezeigt.
Diese Form der Matrize, beim Stanzen, wird das Material entlang der Länge der Kontur bei verschiedenen Hubhöhen allmählich getrennt. Die erforderliche Stanzkraft wird nach den Schneidformeln für gerade Kante und schräge Kante berechnet:
Aus den obigen Berechnungen ist ersichtlich, dass offensichtlich mit dieser Art von Werkzeug die Stanzkraft um 1/3 reduziert wird. Die bestehende Pressmaschine des Unternehmens (JB36-250t) wird ihren Anforderungen voll gerecht.
3. Formstruktur
Die Formstruktur ist in 3 gezeigt.
1. Schuh sterben
2. Sterben
3. Positionierbrett
4. Führungspfosten
5. Führungshülse
6. Werkzeughalter
7. Feste Tafel
8. Terrasse sterben
9. Abstreifbrett
10. Brett drücken
11. Auflage
12. Top-Stange
4. Fazit
Es gibt keine Information über die Form der konkaven Form der gekrümmten Oberfläche der geraden Klinge und der schrägen Kante. Die Form wurde in Massenproduktion gebracht und der Gebrauchseffekt ist gut. Bei einem ähnlich dicken Blatt hat die Ausblendung einen großen Referenzwert.




