Wie waehlt man die geometrischen Parameter des Schneidwerkzeugs bei der Bearbeitung von Edelstahl?
Bearbeitung von Edelstahl
Vorderwinkel g0: Die Härte und Festigkeit von rostfreiem Stahl ist nicht hoch, aber seine Plastizität und Zähigkeit sind gut und seine Wärmestabilität ist hoch. Späne lassen sich beim Schneiden nicht leicht abschneiden. Unter der Voraussetzung, dass das Messer eine ausreichende Festigkeit aufweist, sollte ein größerer Spanwinkel gewählt werden, der nicht nur die plastische Verformung des zu schneidenden Metalls verringern kann. kann aber auch die Schnittkraft und die Schnitttemperatur verringern und gleichzeitig die Tiefe der ausgehärteten Schicht verringern.
Der vordere Drehwinkel verschiedener rostfreier Stähle beträgt ungefähr 12 ° bis 30 °. Bei martensitischem Edelstahl (z. B. 2Cr13) kann der Spanwinkel einen größeren Wert annehmen. Für austenitische und austenitische + ferritische rostfreie Stähle sollte der Spanwinkel ein kleiner Wert sein; Für nichtrostenden Stahl ohne Abschrecken und Anlassen oder mit geringerer Härte nach Abschrecken und Anlassen wird ein größerer Frontwinkel bevorzugt. Bei dünnwandigen Werkstücken mit kleinerem Durchmesser sollte ein größerer Spanwinkel verwendet werden.
GN = 10 ° ~ 20 ° für Schnellstahlfräser und GN = 5 ° ~ 10 ° für Hartmetallfräser. Die Reibahle nimmt im Allgemeinen g0 = 8 ° ~ 12 ° an; Der Zapfhahn wird im Allgemeinen als g0 = 15 ° -20 ° (Maschine) oder g0 = 20 ° (Hand) angenommen.
Hinterer Winkel a0: Durch Erhöhen des hinteren Winkels kann die Reibung zwischen der Flanke und der bearbeiteten Oberfläche verringert werden, die Festigkeit und die Wärmeableitung der Schneidkante werden jedoch verringert. Der sinnvolle Wert des Rückwinkels hängt von der Schnittstärke ab, und die Schnittstärke ist gering. Daher sollte ein größerer Freiwinkel gewählt werden.
Edelstahldrehwerkzeuge oder Bohrwerkzeuge nehmen normalerweise a0 = 10 ° ~ 20 ° (Schlichten) oder a0 = 6 ° ~ 10 ° (Schruppen) an; Der Schaftfräser aus Schnellarbeitsstahl ist A0 = 10 ° - 20 ° und der Schaftfräser ist A0 = 15 ° - 20 °. Der Schaftfräser aus einer Legierungshärte von A0 = 5 ° bis 10 ° und der Schaftfräser von A0 = 12 ° bis 16 °. Reibahle und Gewindebohrer nehmen a0 = 8 ° ~ 12 ° ein.
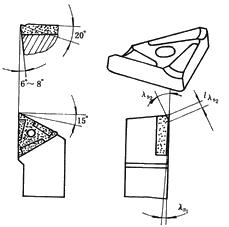
Abbildung 1 Spanbrechendes Drehwerkzeug mit zwei Kanten und Neigungswinkel
Hauptabweichungswinkel Kr, Nebenabweichungswinkel k'r und re: Durch Verringern des Hauptablenkwinkels kann die Arbeitslänge des Messers vergrößert werden, was der Wärmeabfuhr förderlich ist. Die Radialkraft wird jedoch während des Schneidvorgangs erhöht, und es können leicht Vibrationen erzeugt werden, die häufig kr = 45 ° -75 ° betragen. Wenn die Steifigkeit der Maschine nicht ausreicht, kann sie entsprechend erhöht werden. Die sekundäre Deklination wird üblicherweise mit k'r = 8 ° bis 15 ° angenommen. Zur Verstärkung der Schneide sollte der Kreisbogen der Schneide mit e = 0,5-1,0 mm geschliffen werden.
Kantenneigung ls: Um die Festigkeit der Schneidkante zu erhöhen, wird der Klingenneigungswinkel im Allgemeinen mit ls = -8 ° bis -3 ° angenommen, und der größere Wert beträgt ls = -15 ° bis -5 ° beim intermittierenden Schneiden.
In der Produktionspraxis verbessern Sie zur Erhöhung der Spanverformung die Festigkeit der Werkzeugspitze und die Wärmeableitung. Das zweischneidige Winkeldrehwerkzeug hat eine gute Spanbrechwirkung erzielt und den Spanbrechbereich erweitert, wie in Abbildung 1 dargestellt.
Der Neigungswinkel der ersten Kante beträgt ls1 ≥ 0 ° und der Neigungswinkel der zweiten Kante liegt in der Nähe der Werkzeugspitze. Ls2 ≤ -20 °, die Schaufelkantenlänge der zweiten Kante ist lls2. ≈ap / 3.
Wenn das zweischneidige geneigte Drehwerkzeug g0 = 20 °, a0 = 6 ° ~ 8 °, kr = 90 ° oder 75 °, abgeschrägter vorderer Winkel g01 = -10 °, re = 0,15 ~ 0,2 mm ist. Beim Schneiden unter Bedingungen von Vc = 80-100 m / min, f = 0,2-0,3 mm / r und ap = 4-15 mm ist die Spanbrechwirkung gut und die Werkzeughaltbarkeit hoch.
Es ist erforderlich, dass die Oberflächenrauheit der Vorder- und Rückseite des Fräsers gering ist und dass die VB des stumpfen Referenzkegels des Fräsers 1/2 der des allgemeinen Materials beträgt.
Vorderwinkel g0: Die Härte und Festigkeit von rostfreiem Stahl ist nicht hoch, aber seine Plastizität und Zähigkeit sind gut und seine Wärmestabilität ist hoch. Späne lassen sich beim Schneiden nicht leicht abschneiden. Unter der Voraussetzung, dass das Messer eine ausreichende Festigkeit aufweist, sollte ein größerer Spanwinkel gewählt werden, der nicht nur die plastische Verformung des zu schneidenden Metalls verringern kann. kann aber auch die Schnittkraft und die Schnitttemperatur verringern und gleichzeitig die Tiefe der ausgehärteten Schicht verringern.
Der vordere Drehwinkel verschiedener rostfreier Stähle beträgt ungefähr 12 ° bis 30 °. Bei martensitischem Edelstahl (z. B. 2Cr13) kann der Spanwinkel einen größeren Wert annehmen. Für austenitische und austenitische + ferritische rostfreie Stähle sollte der Spanwinkel ein kleiner Wert sein; Für nichtrostenden Stahl ohne Abschrecken und Anlassen oder mit geringerer Härte nach Abschrecken und Anlassen wird ein größerer Frontwinkel bevorzugt. Bei dünnwandigen Werkstücken mit kleinerem Durchmesser sollte ein größerer Spanwinkel verwendet werden.
GN = 10 ° ~ 20 ° für Schnellstahlfräser und GN = 5 ° ~ 10 ° für Hartmetallfräser. Die Reibahle nimmt im Allgemeinen g0 = 8 ° ~ 12 ° an; Der Zapfhahn wird im Allgemeinen als g0 = 15 ° -20 ° (Maschine) oder g0 = 20 ° (Hand) angenommen.
Hinterer Winkel a0: Durch Erhöhen des hinteren Winkels kann die Reibung zwischen der Flanke und der bearbeiteten Oberfläche verringert werden, die Festigkeit und die Wärmeableitung der Schneidkante werden jedoch verringert. Der sinnvolle Wert des Rückwinkels hängt von der Schnittstärke ab, und die Schnittstärke ist gering. Daher sollte ein größerer Freiwinkel gewählt werden.
Edelstahldrehwerkzeuge oder Bohrwerkzeuge nehmen normalerweise a0 = 10 ° ~ 20 ° (Schlichten) oder a0 = 6 ° ~ 10 ° (Schruppen) an; Der Schaftfräser aus Schnellarbeitsstahl ist A0 = 10 ° - 20 ° und der Schaftfräser ist A0 = 15 ° - 20 °. Der Schaftfräser aus einer Legierungshärte von A0 = 5 ° bis 10 ° und der Schaftfräser von A0 = 12 ° bis 16 °. Reibahle und Gewindebohrer nehmen a0 = 8 ° ~ 12 ° ein.
Abbildung 1 Spanbrechendes Drehwerkzeug mit zwei Kanten und Neigungswinkel
Hauptabweichungswinkel Kr, Nebenabweichungswinkel k'r und re: Durch Verringern des Hauptablenkwinkels kann die Arbeitslänge des Messers vergrößert werden, was der Wärmeabfuhr förderlich ist. Die Radialkraft wird jedoch während des Schneidvorgangs erhöht, und es können leicht Vibrationen erzeugt werden, die häufig kr = 45 ° -75 ° betragen. Wenn die Steifigkeit der Maschine nicht ausreicht, kann sie entsprechend erhöht werden. Die sekundäre Deklination wird üblicherweise mit k'r = 8 ° bis 15 ° angenommen. Zur Verstärkung der Schneide sollte der Kreisbogen der Schneide mit e = 0,5-1,0 mm geschliffen werden.
Kantenneigung ls: Um die Festigkeit der Schneidkante zu erhöhen, wird der Klingenneigungswinkel im Allgemeinen mit ls = -8 ° bis -3 ° angenommen, und der größere Wert beträgt ls = -15 ° bis -5 ° beim intermittierenden Schneiden.
In der Produktionspraxis verbessern Sie zur Erhöhung der Spanverformung die Festigkeit der Werkzeugspitze und die Wärmeableitung. Das zweischneidige Winkeldrehwerkzeug hat eine gute Spanbrechwirkung erzielt und den Spanbrechbereich erweitert, wie in Abbildung 1 dargestellt.
Der Neigungswinkel der ersten Kante beträgt ls1 ≥ 0 ° und der Neigungswinkel der zweiten Kante liegt in der Nähe der Werkzeugspitze. Ls2 ≤ -20 °, die Schaufelkantenlänge der zweiten Kante ist lls2. ≈ap / 3.
Wenn das zweischneidige geneigte Drehwerkzeug g0 = 20 °, a0 = 6 ° ~ 8 °, kr = 90 ° oder 75 °, abgeschrägter vorderer Winkel g01 = -10 °, re = 0,15 ~ 0,2 mm ist. Beim Schneiden unter Bedingungen von Vc = 80-100 m / min, f = 0,2-0,3 mm / r und ap = 4-15 mm ist die Spanbrechwirkung gut und die Werkzeughaltbarkeit hoch.
Es ist erforderlich, dass die Oberflächenrauheit der Vorder- und Rückseite des Fräsers gering ist und dass die VB des stumpfen Referenzkegels des Fräsers 1/2 der des allgemeinen Materials beträgt.




