Nuten fuer die Bearbeitung von Drehteilen
Eine Nut auf dem Teil vorgesehen ist.
1, um die nachfolgende Verarbeitung zu erleichtern, wie beispielsweise Gewinde Hinterschneidungen Dreh Drehen, Schleifen und dergleichen Überhub Nuten;
2, um die Genauigkeit der axialen Positionierung der Teile während der Montage zu gewährleisten, wie z. B. die Schulternut;
3, T-förmige Nut und Schwalbenschwanznut für freie Bewegung oder Befestigung;
4. Setzen Sie verschiedene Arten von Schmiernuten auf die sich miteinander bewegenden Passflächen sowie Dichtungs- und Staubnuten zum Abdichten oder Staubdichtmachen.
Die Struktur der Nut hat eine rechteckige Nut, eine Formnut, einen schrägen Tank und eine Endnut.
Entsprechend dem Rillenabschnitt kann es in eine äußere Rille und eine innere Rille unterteilt werden.
Schneiden von Rechtecknuten:
Beim Drehen einer rechteckigen Nut ähneln Geometrie und Einbauweise des Rillenmessers im Allgemeinen denen der Schneidmesser. Sie haben außerdem zwei symmetrische Werkzeugspitzen, eine sekundäre Deklination und einen sekundären Freiwinkel, wobei die Hauptschneide parallel zur Werkstückachse verläuft.
Die grundlegende Methode zum Schneiden eines rechteckigen Schlitzes ist:
1) Beim Schneiden einer schmalen rechteckigen Rille ist die Breite der Hauptschneide gleich der Breite der Rille, die Länge des Messerkopfs ist geringfügig größer als die Rillentiefe und das Drehwerkzeug ist gerade ein- und ausgefahren.
2) Durch Drehen einer breiten rechteckigen Rille können Sie das Bohrwerkzeug mit einem schmalen Rillenmesser mehrmals teilen und am Boden und an den Seiten der Rille einen Rand lassen.
Schneiden der Formnut:
Die Formungsnut umfasst eine kreisbogenförmige Nut, eine trapezförmige Nut und dergleichen.
1) Die schmale Bogennut oder Trapeznut wird verwendet, um das Felgenblatt auf die gleiche Form und Größe wie die Formnut zu schleifen, und das Fahrzeug wird in einer horizontalen Richtung zugeführt.
2) Die breitere und tiefere Formnut, insbesondere die Formnut der Innenbohrung, ist durch die Steifigkeit des Drehwerkzeugs begrenzt.
Hierfür gibt es zwei Möglichkeiten:
1> In zwei Schritten schneiden. Im Allgemeinen wird der Rillenschneider verwendet, um die gerade Rille auszutreiben, und wird dann durch Drehen mit einem Formmesser geformt.
2> linker oder rechter Sichelvorschub oder Schrägvorschub.
Wenn die Drehmaschine extrem breit und tief ist, kann das kleine Skateboard geschüttelt werden, während der mittlere Schlitten seitlich bewegt wird, so dass das Drehwerkzeug nach links oder rechts bewegt werden kann, um ein linkes und rechtes Bohrwerkzeug für einseitiges Schneiden zu bilden.
Oder während der mittlere Schlitten seitlich vorgeschoben wird, wird der kleine Schlitten geschüttelt, um den einseitigen Schrägvorschub des Drehwerkzeugs in eine Richtung durchzuführen. Nach dem rauen Auto wird die Waage verlassen, und dann wird das Auto an die Größe gewöhnt.
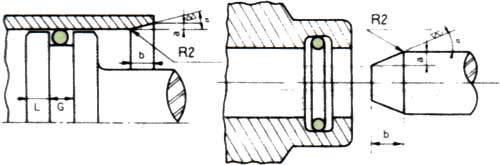
Schneiden der schrägen Nut:
Die schräge Nut ist eine Auflaufnut zum gleichzeitigen Schleifen der Zylinderfläche und der Endfläche und bildet sowohl in der Zylinderfläche als auch in der Endfläche ein leeres Messer.
Die schrägen Nuten sind linear und kreisförmig mit einer allgemeinen Neigung von 45. Der Nutenfräser hat die Eigenschaften des Innenlochdrehwerkzeugs und sollte entsprechend der Größe des Nutenbogens auf den entsprechenden Bogenrückwinkel geschliffen werden.
Drehen Sie beim Schneiden den kleinen Schieber auf 450 und schneiden Sie ihn mit einem kleinen Schieber ab.
Schneiden der Gesichtsrille:
Das Nutmesser zum Schneiden der stirnseitigen Nut weist die umfassenden Eigenschaften des äußeren Drehwerkzeugs und des inneren Lochdrehwerkzeugs auf. Zwei Schneidkanten innen und außen, eine entspricht einem äußeren Drehwerkzeug und die andere einem inneren Bohrungsdrehwerkzeug. Drehmaschinen sollten daher auf ihren jeweiligen Schneideigenschaften basieren. Schärfen Sie das Rillenmesser.
(1) Die Geometrie des Nutstechmessers an der Stirnfläche der geraden Stirnfläche des Fahrzeugs. Die Außenkante des Drehmeißels. Es ist gleichbedeutend mit dem Drehen des inneren Lochs, daher sollte die Rückseite des Paares entsprechend der Größe des Bogens der Endfläche geschliffen werden, und der entsprechende bogenförmige Winkel R wird geschliffen, um zu verhindern, dass die Rückseite mit der äußeren Nutoberfläche kollidiert.
(2) Die T-Nut des T-Nut-Wagens, die mit drei Drehwerkzeugen in drei Schritten angebracht wird:
1) Schneiden Sie das Messer mit einer geraden Nut in die Stirnfläche und führen Sie es der Länge nach zu. Drehen Sie die Nut am geraden Ende.
2) Verwenden Sie das rechte Einstechmesser anstelle des geraden Lochs im Auto. Drehen Sie die äußere Nut.
3) Drehen Sie den Schlitzfräser mit dem Ellbogen in die linke Nut.
(3) Die Schritte und Methoden des Schwalbenschwanzschlitzes des Auto-Schwalbenschwanzschlitzes sind im Wesentlichen die gleichen wie die Methode zum Schneiden des T-Schlitzes. Sie erfolgt ebenfalls in drei Schritten mit drei Wendemessern. Das heißt, nach dem Drehen der geraden Nut der Endfläche werden die linken und rechten Kegelformmesser jeweils verwendet, um die Schwalbenschwanznut zu bilden.
Beim Drehen der T-Nut und der Schwalbenschwanznut sollte auch die Schneidkante an der Außenseite des Drehwerkzeugs nach dem Prinzip des Innenlochdrehwerkzeugs geschärft werden.
Die Drehmaschine ist auch durch die Breite der geraden Nut an der Stirnseite begrenzt. Das linke und rechte Winkeleinstechmesser sowie das linke und rechte schräge Formmesser sind dünner und die Festigkeit des Messerkopfs ist schlecht. Daher sollte die Vorschubgeschwindigkeit angemessen verringert werden und der Spanabfuhrzustand sollte jederzeit eingehalten und rechtzeitig behoben werden.
Bei Verwendung eines Schnellarbeitsstahldrehwerkzeugs sollte die Drehmaschine auch die Schneidgeschwindigkeit verringern und die Schneidflüssigkeit einfüllen.
1, um die nachfolgende Verarbeitung zu erleichtern, wie beispielsweise Gewinde Hinterschneidungen Dreh Drehen, Schleifen und dergleichen Überhub Nuten;
2, um die Genauigkeit der axialen Positionierung der Teile während der Montage zu gewährleisten, wie z. B. die Schulternut;
3, T-förmige Nut und Schwalbenschwanznut für freie Bewegung oder Befestigung;
4. Setzen Sie verschiedene Arten von Schmiernuten auf die sich miteinander bewegenden Passflächen sowie Dichtungs- und Staubnuten zum Abdichten oder Staubdichtmachen.
Die Struktur der Nut hat eine rechteckige Nut, eine Formnut, einen schrägen Tank und eine Endnut.
Entsprechend dem Rillenabschnitt kann es in eine äußere Rille und eine innere Rille unterteilt werden.
Schneiden von Rechtecknuten:
Beim Drehen einer rechteckigen Nut ähneln Geometrie und Einbauweise des Rillenmessers im Allgemeinen denen der Schneidmesser. Sie haben außerdem zwei symmetrische Werkzeugspitzen, eine sekundäre Deklination und einen sekundären Freiwinkel, wobei die Hauptschneide parallel zur Werkstückachse verläuft.
Die grundlegende Methode zum Schneiden eines rechteckigen Schlitzes ist:
1) Beim Schneiden einer schmalen rechteckigen Rille ist die Breite der Hauptschneide gleich der Breite der Rille, die Länge des Messerkopfs ist geringfügig größer als die Rillentiefe und das Drehwerkzeug ist gerade ein- und ausgefahren.
2) Durch Drehen einer breiten rechteckigen Rille können Sie das Bohrwerkzeug mit einem schmalen Rillenmesser mehrmals teilen und am Boden und an den Seiten der Rille einen Rand lassen.
Schneiden der Formnut:
Die Formungsnut umfasst eine kreisbogenförmige Nut, eine trapezförmige Nut und dergleichen.
1) Die schmale Bogennut oder Trapeznut wird verwendet, um das Felgenblatt auf die gleiche Form und Größe wie die Formnut zu schleifen, und das Fahrzeug wird in einer horizontalen Richtung zugeführt.
2) Die breitere und tiefere Formnut, insbesondere die Formnut der Innenbohrung, ist durch die Steifigkeit des Drehwerkzeugs begrenzt.
Hierfür gibt es zwei Möglichkeiten:
1> In zwei Schritten schneiden. Im Allgemeinen wird der Rillenschneider verwendet, um die gerade Rille auszutreiben, und wird dann durch Drehen mit einem Formmesser geformt.
2> linker oder rechter Sichelvorschub oder Schrägvorschub.
Wenn die Drehmaschine extrem breit und tief ist, kann das kleine Skateboard geschüttelt werden, während der mittlere Schlitten seitlich bewegt wird, so dass das Drehwerkzeug nach links oder rechts bewegt werden kann, um ein linkes und rechtes Bohrwerkzeug für einseitiges Schneiden zu bilden.
Oder während der mittlere Schlitten seitlich vorgeschoben wird, wird der kleine Schlitten geschüttelt, um den einseitigen Schrägvorschub des Drehwerkzeugs in eine Richtung durchzuführen. Nach dem rauen Auto wird die Waage verlassen, und dann wird das Auto an die Größe gewöhnt.
Schneiden der schrägen Nut:
Die schräge Nut ist eine Auflaufnut zum gleichzeitigen Schleifen der Zylinderfläche und der Endfläche und bildet sowohl in der Zylinderfläche als auch in der Endfläche ein leeres Messer.
Die schrägen Nuten sind linear und kreisförmig mit einer allgemeinen Neigung von 45. Der Nutenfräser hat die Eigenschaften des Innenlochdrehwerkzeugs und sollte entsprechend der Größe des Nutenbogens auf den entsprechenden Bogenrückwinkel geschliffen werden.
Drehen Sie beim Schneiden den kleinen Schieber auf 450 und schneiden Sie ihn mit einem kleinen Schieber ab.
Schneiden der Gesichtsrille:
Das Nutmesser zum Schneiden der stirnseitigen Nut weist die umfassenden Eigenschaften des äußeren Drehwerkzeugs und des inneren Lochdrehwerkzeugs auf. Zwei Schneidkanten innen und außen, eine entspricht einem äußeren Drehwerkzeug und die andere einem inneren Bohrungsdrehwerkzeug. Drehmaschinen sollten daher auf ihren jeweiligen Schneideigenschaften basieren. Schärfen Sie das Rillenmesser.
(1) Die Geometrie des Nutstechmessers an der Stirnfläche der geraden Stirnfläche des Fahrzeugs. Die Außenkante des Drehmeißels. Es ist gleichbedeutend mit dem Drehen des inneren Lochs, daher sollte die Rückseite des Paares entsprechend der Größe des Bogens der Endfläche geschliffen werden, und der entsprechende bogenförmige Winkel R wird geschliffen, um zu verhindern, dass die Rückseite mit der äußeren Nutoberfläche kollidiert.
(2) Die T-Nut des T-Nut-Wagens, die mit drei Drehwerkzeugen in drei Schritten angebracht wird:
1) Schneiden Sie das Messer mit einer geraden Nut in die Stirnfläche und führen Sie es der Länge nach zu. Drehen Sie die Nut am geraden Ende.
2) Verwenden Sie das rechte Einstechmesser anstelle des geraden Lochs im Auto. Drehen Sie die äußere Nut.
3) Drehen Sie den Schlitzfräser mit dem Ellbogen in die linke Nut.
(3) Die Schritte und Methoden des Schwalbenschwanzschlitzes des Auto-Schwalbenschwanzschlitzes sind im Wesentlichen die gleichen wie die Methode zum Schneiden des T-Schlitzes. Sie erfolgt ebenfalls in drei Schritten mit drei Wendemessern. Das heißt, nach dem Drehen der geraden Nut der Endfläche werden die linken und rechten Kegelformmesser jeweils verwendet, um die Schwalbenschwanznut zu bilden.
Beim Drehen der T-Nut und der Schwalbenschwanznut sollte auch die Schneidkante an der Außenseite des Drehwerkzeugs nach dem Prinzip des Innenlochdrehwerkzeugs geschärft werden.
Die Drehmaschine ist auch durch die Breite der geraden Nut an der Stirnseite begrenzt. Das linke und rechte Winkeleinstechmesser sowie das linke und rechte schräge Formmesser sind dünner und die Festigkeit des Messerkopfs ist schlecht. Daher sollte die Vorschubgeschwindigkeit angemessen verringert werden und der Spanabfuhrzustand sollte jederzeit eingehalten und rechtzeitig behoben werden.
Bei Verwendung eines Schnellarbeitsstahldrehwerkzeugs sollte die Drehmaschine auch die Schneidgeschwindigkeit verringern und die Schneidflüssigkeit einfüllen.




