Hochgeschwindigkeitsfraesen von Seitenwaenden duennwandiger Bauteile
In der modernen Luftfahrtindustrie wird eine Vielzahl von einstückigen dünnwandigen Bauteilen eingesetzt. Die Hauptstruktur besteht aus Seitenwänden und Stegen. Aufgrund seiner einfachen Struktur, großen Größe und großen Bearbeitungszugabe. Die relative Steifigkeit ist gering, so dass die Verarbeitungsfähigkeit schlecht ist. Unter dem Einfluss von Schneidkraft, Schneidwärme, Schneidvibration und anderen Faktoren ist es leicht, Verformungen zu verarbeiten, und es ist schwierig, die Bearbeitungsgenauigkeit zu steuern und die Bearbeitungseffizienz zu verbessern. Das Problem der spanenden Verformung und der Bearbeitungseffizienz ist zu einer wichtigen Einschränkung für die Bearbeitung dünnwandiger Strukturen geworden. Für den speziellen Aufbau des Fräsers und die Eigenschaften der Werkzeugmaschine wird daher ein effektives Fräsverfahren vorgeschlagen, das einen neuen Durchbruch in der Bearbeitungstechnologie der dünnwandigen Teile schafft.
I. Optimierung von Hochgeschwindigkeitsfräsen Fräsbahnen
Der Schlüssel zur Bearbeitung dünnwandiger Teile mit Hochgeschwindigkeits-Schneidtechnologie ist die Stabilität des Schneidprozesses.
Viele experimentelle Arbeiten haben gezeigt, dass sich die Steifigkeit des Teils verringert, wenn die Wandstärke des Teils verringert wird. Die Bearbeitungsverformung wird erhöht, und es kommt leicht zu Rattervibrationen, was sich auf die Bearbeitungsqualität und die Bearbeitungseffizienz der Teile auswirkt.
Ein Optimierungsschema für den Werkzeugweg, das die Gesamtsteifigkeit des Teils voll ausnutzt. Die Idee ist, das unbearbeitete Teil des Teils so weit wie möglich als Unterstützung für das Frästeil während des Schneidvorgangs aufzubringen, damit der Schneidvorgang in einem Zustand besserer Steifigkeit ist.
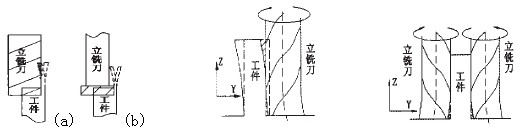
Abbildung 1 Dünne Wand (Seitenwand) der Verarbeitung einer schematischen, Abbildung 2 Schematische Darstellung des Einachsfräsens, Abbildung 3 Schematische Darstellung des Zweiachsfräsens
Wie in Abbildung 1 gezeigt. Zum Fräsen der Seitenwand werden die große radiale Schnitttiefe und die kleine axiale Schnitttiefe im zulässigen Schnittbereich verwendet. Nutzen Sie die Gesamtsteifigkeit des Teils voll aus (siehe Abbildung 1 (a)). Um zu verhindern, dass das Werkzeug die Seitenwand stört, können Fräser mit Sonderform ausgewählt oder konstruiert werden, um die Verformung und Störung des Werkzeugs auf dem Werkstück zu verringern (siehe Abbildung 1 (b)).
Effizientes Fräsen für tiefere Hohlräume und Seitenwände. Auf der Grundlage des Studiums des dynamischen Fräsens wird vorgeschlagen, dass ein Werkzeug mit einem angemessenen großen Seitenverhältnis solche Probleme effektiv lösen kann. Die Eigenfrequenz des Bearbeitungssystems Werkzeugmaschine-Werkstück wird eingestellt, indem der Überhang des Werkzeugs bei höheren Spindeldrehzahlen und Leistungszuständen eingestellt wird. Durch die Stabilität des Lappeneffekts können unter Vermeidung möglicher Schnittschwingungen die tiefe Kavität und die Seitenwände mit einer großen axialen Schnitttiefe gefräst werden. Die experimentellen Ergebnisse zeigen, dass das Verfahren eine große Metallentfernungsrate und eine hohe Oberflächenintegrität aufweist.
II. Doppelspindel-Bearbeitungssteuerung Verformung
Aufgrund der Fräskraft wird die Seitenwand des Werkstücks durch das „Messer“ verformt (siehe Abbildung 2), weshalb es schwierig ist, dünnwandige Teile mit einem Schaftfräser hochgenau zu bearbeiten. Obwohl die herkömmliche Methode mit geringer Vorschubgeschwindigkeit und geringer Schnitttiefe eine bestimmte Bearbeitungsgenauigkeit erfüllen kann, ist die Effizienz relativ gering. Das parallele Doppelspindelschema kann das Verformungsproblem eines einspindligen bearbeiteten Teils effektiv lösen. Bei dieser Methode müssen zwei Schaftfräser mit dem gleichen Kreiselradius, der effektiven Länge und dem gleichen Spiralwinkel mit der linken bzw. der rechten Umdrehung eingesetzt werden (siehe Abbildung 3). Bei dem Parallel-Doppelspindel-Bearbeitungsschema kann, da die Kraft auf beiden Seiten des Werkstücks eine symmetrische Kraft ist, die Bearbeitungsverformung des Werkstücks mit Ausnahme des Bearbeitungsfehlers, der durch ein geringes Maß an Werkzeugverformung verursacht wird, im Wesentlichen beseitigt werden.
Die Verwendung der parallelen Doppelspindelbearbeitung von dünnwandigen Teilen steuert wirksam die Bearbeitungsverformung von dünnwandigen Teilen. Die Bearbeitungsgenauigkeit und die Bearbeitungseffizienz der Teile werden erheblich verbessert und sie können auf die Seitenwandbearbeitung einfacher Formen angewendet werden. Die Einschränkung besteht jedoch darin, dass das Verfahren nur die Seitenwand eines einfachen dünnwandigen Teils bearbeiten kann und eine Anforderung an den Abstand der Doppelspindel der Werkzeugmaschine stellt und der Aufbau kompliziert ist, was für den allgemeinen Gebrauch nicht geeignet ist.
I. Optimierung von Hochgeschwindigkeitsfräsen Fräsbahnen
Der Schlüssel zur Bearbeitung dünnwandiger Teile mit Hochgeschwindigkeits-Schneidtechnologie ist die Stabilität des Schneidprozesses.
Viele experimentelle Arbeiten haben gezeigt, dass sich die Steifigkeit des Teils verringert, wenn die Wandstärke des Teils verringert wird. Die Bearbeitungsverformung wird erhöht, und es kommt leicht zu Rattervibrationen, was sich auf die Bearbeitungsqualität und die Bearbeitungseffizienz der Teile auswirkt.
Ein Optimierungsschema für den Werkzeugweg, das die Gesamtsteifigkeit des Teils voll ausnutzt. Die Idee ist, das unbearbeitete Teil des Teils so weit wie möglich als Unterstützung für das Frästeil während des Schneidvorgangs aufzubringen, damit der Schneidvorgang in einem Zustand besserer Steifigkeit ist.
Abbildung 1 Dünne Wand (Seitenwand) der Verarbeitung einer schematischen, Abbildung 2 Schematische Darstellung des Einachsfräsens, Abbildung 3 Schematische Darstellung des Zweiachsfräsens
Wie in Abbildung 1 gezeigt. Zum Fräsen der Seitenwand werden die große radiale Schnitttiefe und die kleine axiale Schnitttiefe im zulässigen Schnittbereich verwendet. Nutzen Sie die Gesamtsteifigkeit des Teils voll aus (siehe Abbildung 1 (a)). Um zu verhindern, dass das Werkzeug die Seitenwand stört, können Fräser mit Sonderform ausgewählt oder konstruiert werden, um die Verformung und Störung des Werkzeugs auf dem Werkstück zu verringern (siehe Abbildung 1 (b)).
Effizientes Fräsen für tiefere Hohlräume und Seitenwände. Auf der Grundlage des Studiums des dynamischen Fräsens wird vorgeschlagen, dass ein Werkzeug mit einem angemessenen großen Seitenverhältnis solche Probleme effektiv lösen kann. Die Eigenfrequenz des Bearbeitungssystems Werkzeugmaschine-Werkstück wird eingestellt, indem der Überhang des Werkzeugs bei höheren Spindeldrehzahlen und Leistungszuständen eingestellt wird. Durch die Stabilität des Lappeneffekts können unter Vermeidung möglicher Schnittschwingungen die tiefe Kavität und die Seitenwände mit einer großen axialen Schnitttiefe gefräst werden. Die experimentellen Ergebnisse zeigen, dass das Verfahren eine große Metallentfernungsrate und eine hohe Oberflächenintegrität aufweist.
II. Doppelspindel-Bearbeitungssteuerung Verformung
Aufgrund der Fräskraft wird die Seitenwand des Werkstücks durch das „Messer“ verformt (siehe Abbildung 2), weshalb es schwierig ist, dünnwandige Teile mit einem Schaftfräser hochgenau zu bearbeiten. Obwohl die herkömmliche Methode mit geringer Vorschubgeschwindigkeit und geringer Schnitttiefe eine bestimmte Bearbeitungsgenauigkeit erfüllen kann, ist die Effizienz relativ gering. Das parallele Doppelspindelschema kann das Verformungsproblem eines einspindligen bearbeiteten Teils effektiv lösen. Bei dieser Methode müssen zwei Schaftfräser mit dem gleichen Kreiselradius, der effektiven Länge und dem gleichen Spiralwinkel mit der linken bzw. der rechten Umdrehung eingesetzt werden (siehe Abbildung 3). Bei dem Parallel-Doppelspindel-Bearbeitungsschema kann, da die Kraft auf beiden Seiten des Werkstücks eine symmetrische Kraft ist, die Bearbeitungsverformung des Werkstücks mit Ausnahme des Bearbeitungsfehlers, der durch ein geringes Maß an Werkzeugverformung verursacht wird, im Wesentlichen beseitigt werden.
Die Verwendung der parallelen Doppelspindelbearbeitung von dünnwandigen Teilen steuert wirksam die Bearbeitungsverformung von dünnwandigen Teilen. Die Bearbeitungsgenauigkeit und die Bearbeitungseffizienz der Teile werden erheblich verbessert und sie können auf die Seitenwandbearbeitung einfacher Formen angewendet werden. Die Einschränkung besteht jedoch darin, dass das Verfahren nur die Seitenwand eines einfachen dünnwandigen Teils bearbeiten kann und eine Anforderung an den Abstand der Doppelspindel der Werkzeugmaschine stellt und der Aufbau kompliziert ist, was für den allgemeinen Gebrauch nicht geeignet ist.




