Erklaerung der mechanischen Bearbeitung - WEDM-Bearbeitungstechnologie
WEDM-Verarbeitungsobjekte: Gewöhnliche Metalle, hochharte Legierungsmaterialien, synthetische Diamanten, Halbleitermaterialien, leitfähige Keramiken, Ferritmaterialien und dergleichen.
WEDM-Verarbeitungsbereich: Neben der allgemeinen Präzisionsbearbeitung. Es kann große und dicke Werkstücke bearbeiten und beginnt, das Gebiet der Präzisions-Mikrobearbeitung einzubeziehen.
Drahterodierform: Das Drahtschneiden eignet sich nicht nur für die Bearbeitung von zweidimensionalen Konturen, sondern auch für die Bearbeitung verschiedener Kegel, variabler Kegel sowie dreidimensionaler und geeigneter gekrümmter Oberflächen mit unterschiedlichen Formen.
1, das Grundprinzip
2, die Eigenschaften der EDM-Schneidverarbeitung
Erodierdraht mit einer gemeinsamen elektrischen Entladung, der zur Hartbearbeitung von gehärtetem Stahl und Legierungen verwendet wird. Die meisten aktuellen Drahtschneidemaschinen verwenden Funktionen der digitalen Programmsteuerungstechnologie:
Vorteil:
Es eignet sich für die Bearbeitung von schwer zerspanbaren Werkstoffen mit mechanischen Bearbeitungsmethoden wie gehärtetem Stahl, Hartlegierungen und hitzebeständigen Legierungen.
Der Metalldraht wird als Werkzeugelektrode verwendet, wodurch das Elektrodendesign und die Herstellungskosten und -zeit gespart werden, die Form und das Durchgangsloch mit komplizierter Form leicht bearbeitet werden können und die Verschachtelungsbearbeitung ausgeführt werden kann.
Der Spalt zwischen konkav und konvex beim Stanzen kann beliebig eingestellt werden.
Nachteile:
Das zu verarbeitende Material muss elektrisch leitfähig sein
Kann keine Sacklöcher verarbeiten
Bei der herkömmlichen Verarbeitung ist es unmöglich, einen rechten Winkel zu erhalten

EDM ist einfach, rechte Winkel zu erhalten
1. Keine Notwendigkeit, Elektroden im Vergleich zum Erodieren herzustellen; (Produktionsvorbereitungszeit ist kurz)
2. Der Draht bewegt sich in Längsrichtung mit weniger Verlust während der Bearbeitung und hoher Bearbeitungsgenauigkeit. (Der Molybdändraht für schnellen Draht kann wiederverwendet werden)
3. Es kann präzise, komplexe und kleine Innen- und Außenflächen sowie Materialien mit hohem Schmelzpunkt und hoher Härte verarbeiten. (nur leitfähige Materialien können verarbeitet werden)
4. Hohe Verarbeitungseffizienz, hohe Materialauslastung und niedrige Kosten.
5. Hoher Automatisierungsgrad und einfache Bedienung.
6. Die Stromschiene kann nicht an Oberflächen und Sacklöchern bearbeitet werden, die keine geraden Linien sind.
3, der Drahterodierprozess
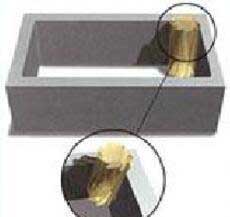
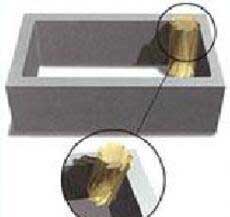
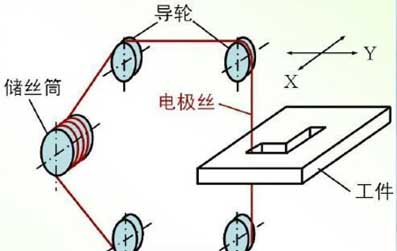
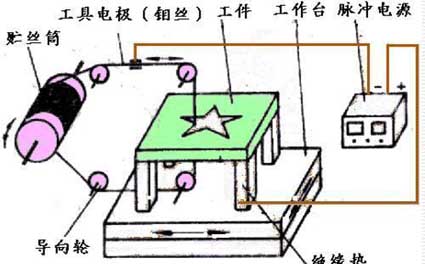
Der positive Pol der Impulsstromversorgung ist mit dem Werkstück verbunden, und der negative Pol ist mit dem Elektrodendraht verbunden. Der Draht bewegt sich mit einer Geschwindigkeit hin und her, die kontinuierlich in die Entladezone eintritt und diese verlässt. Eine Menge flüssigen Mediums wird zwischen Draht und Werkstück eingespritzt. Der Schrittmotor hat eine Relativbewegung des Tisches und des Werkstücks in der horizontalen Ebene, und eine Impulsentladung tritt zwischen dem Draht und dem Werkstück auf. Durch Steuern der relativen Bewegungsbahn und der Vorschubgeschwindigkeit zwischen dem Draht und dem Werkstück ist es möglich, ein Werkstück mit einer bestimmten Form und Größe zu schneiden.
4. Drahterodiermaschine
Entsprechend der Drahtgeschwindigkeit des Drahtes wird er in eine schnelle Drahtschneidemaschine und eine langsame Drahtschneidemaschine unterteilt.
(1) Hochgeschwindigkeitsdrahtschneidemaschine

Der Elektrodendraht dieser Art von Werkzeugmaschine führt eine Hin- und Herbewegung mit hoher Geschwindigkeit aus, und die Drahtlaufgeschwindigkeit beträgt im allgemeinen 8 bis 10 m / s.
Der üblicherweise verwendete Elektrodendraht ist Molybdändraht und das Arbeitsfluid ist eine Emulsion.
Gute Wirtschaftlichkeit, aber die Stabilität des Drahtes ist schlecht, die Verarbeitungsgenauigkeit ist relativ gering und die Oberfläche ist rau.
Die gegenwärtig erreichbare Verarbeitungsgenauigkeit beträgt & plusmn; 0,01 mm, Oberflächenrauheit Ra = 3,2 bis 0,8 um
(2) Drahtschneidemaschine mit niedriger Geschwindigkeit
Der Draht dieser Art von Werkzeugmaschine wird für eine langsame Einwegbewegung verwendet, und die Drahtgeschwindigkeit beträgt im Allgemeinen weniger als 0,2 m / s. Der üblicherweise verwendete Elektrodendraht ist Kupferdraht, der im Allgemeinen wegwerfbar ist, und die Verarbeitungsflüssigkeit ist entionisiertes Wasser.
Der Draht hat eine gute Stabilität, eine hohe Verarbeitungsgenauigkeit und eine gute Oberflächenqualität, aber die Kosten sind hoch.
Die Bearbeitungsgenauigkeit kann 0,001 mm und die Oberflächenrauheit Ra <0,4 μm erreichen.
WEDM-Verarbeitungsbereich: Neben der allgemeinen Präzisionsbearbeitung. Es kann große und dicke Werkstücke bearbeiten und beginnt, das Gebiet der Präzisions-Mikrobearbeitung einzubeziehen.
Drahterodierform: Das Drahtschneiden eignet sich nicht nur für die Bearbeitung von zweidimensionalen Konturen, sondern auch für die Bearbeitung verschiedener Kegel, variabler Kegel sowie dreidimensionaler und geeigneter gekrümmter Oberflächen mit unterschiedlichen Formen.
Das Grundprinzip des Erodierens wird auch durch das elektrische Korrosionsphänomen verarbeitet, das durch die Impulsentladung der Werkzeugelektrode auf dem Werkstück verursacht wird. Beim Drahterodieren müssen jedoch keine geformten Elektroden hergestellt werden. Stattdessen wird ein sich bewegender Draht (Molybdändraht oder Kupferdraht) als Elektrode verwendet, und die Werkstücke verschiedener Formen werden durch die Relativbewegung des Drahts und des Werkstücks in der horizontalen Ebene geschnitten. Wenn der Draht relativ zum Werkstück regelmäßig gekippt wird, kann das sich verjüngende Werkstück auch geschnitten werden. Das Werkstück ist mit dem Pluspol der Impulsstromversorgung und der Elektrodendraht mit dem Minuspol verbunden.
2, die Eigenschaften der EDM-Schneidverarbeitung
Erodierdraht mit einer gemeinsamen elektrischen Entladung, der zur Hartbearbeitung von gehärtetem Stahl und Legierungen verwendet wird. Die meisten aktuellen Drahtschneidemaschinen verwenden Funktionen der digitalen Programmsteuerungstechnologie:
Vorteil:
Es eignet sich für die Bearbeitung von schwer zerspanbaren Werkstoffen mit mechanischen Bearbeitungsmethoden wie gehärtetem Stahl, Hartlegierungen und hitzebeständigen Legierungen.
Der Metalldraht wird als Werkzeugelektrode verwendet, wodurch das Elektrodendesign und die Herstellungskosten und -zeit gespart werden, die Form und das Durchgangsloch mit komplizierter Form leicht bearbeitet werden können und die Verschachtelungsbearbeitung ausgeführt werden kann.
Der Spalt zwischen konkav und konvex beim Stanzen kann beliebig eingestellt werden.
Nachteile:
Das zu verarbeitende Material muss elektrisch leitfähig sein
Kann keine Sacklöcher verarbeiten
Bei der herkömmlichen Verarbeitung ist es unmöglich, einen rechten Winkel zu erhalten
EDM ist einfach, rechte Winkel zu erhalten
1. Keine Notwendigkeit, Elektroden im Vergleich zum Erodieren herzustellen; (Produktionsvorbereitungszeit ist kurz)
2. Der Draht bewegt sich in Längsrichtung mit weniger Verlust während der Bearbeitung und hoher Bearbeitungsgenauigkeit. (Der Molybdändraht für schnellen Draht kann wiederverwendet werden)
3. Es kann präzise, komplexe und kleine Innen- und Außenflächen sowie Materialien mit hohem Schmelzpunkt und hoher Härte verarbeiten. (nur leitfähige Materialien können verarbeitet werden)
4. Hohe Verarbeitungseffizienz, hohe Materialauslastung und niedrige Kosten.
5. Hoher Automatisierungsgrad und einfache Bedienung.
6. Die Stromschiene kann nicht an Oberflächen und Sacklöchern bearbeitet werden, die keine geraden Linien sind.
3, der Drahterodierprozess
Der positive Pol der Impulsstromversorgung ist mit dem Werkstück verbunden, und der negative Pol ist mit dem Elektrodendraht verbunden. Der Draht bewegt sich mit einer Geschwindigkeit hin und her, die kontinuierlich in die Entladezone eintritt und diese verlässt. Eine Menge flüssigen Mediums wird zwischen Draht und Werkstück eingespritzt. Der Schrittmotor hat eine Relativbewegung des Tisches und des Werkstücks in der horizontalen Ebene, und eine Impulsentladung tritt zwischen dem Draht und dem Werkstück auf. Durch Steuern der relativen Bewegungsbahn und der Vorschubgeschwindigkeit zwischen dem Draht und dem Werkstück ist es möglich, ein Werkstück mit einer bestimmten Form und Größe zu schneiden.
4. Drahterodiermaschine
Entsprechend der Drahtgeschwindigkeit des Drahtes wird er in eine schnelle Drahtschneidemaschine und eine langsame Drahtschneidemaschine unterteilt.
(1) Hochgeschwindigkeitsdrahtschneidemaschine
Der Elektrodendraht dieser Art von Werkzeugmaschine führt eine Hin- und Herbewegung mit hoher Geschwindigkeit aus, und die Drahtlaufgeschwindigkeit beträgt im allgemeinen 8 bis 10 m / s.
Der üblicherweise verwendete Elektrodendraht ist Molybdändraht und das Arbeitsfluid ist eine Emulsion.
Gute Wirtschaftlichkeit, aber die Stabilität des Drahtes ist schlecht, die Verarbeitungsgenauigkeit ist relativ gering und die Oberfläche ist rau.
Die gegenwärtig erreichbare Verarbeitungsgenauigkeit beträgt & plusmn; 0,01 mm, Oberflächenrauheit Ra = 3,2 bis 0,8 um
(2) Drahtschneidemaschine mit niedriger Geschwindigkeit
Der Draht dieser Art von Werkzeugmaschine wird für eine langsame Einwegbewegung verwendet, und die Drahtgeschwindigkeit beträgt im Allgemeinen weniger als 0,2 m / s. Der üblicherweise verwendete Elektrodendraht ist Kupferdraht, der im Allgemeinen wegwerfbar ist, und die Verarbeitungsflüssigkeit ist entionisiertes Wasser.
Der Draht hat eine gute Stabilität, eine hohe Verarbeitungsgenauigkeit und eine gute Oberflächenqualität, aber die Kosten sind hoch.
Die Bearbeitungsgenauigkeit kann 0,001 mm und die Oberflächenrauheit Ra <0,4 μm erreichen.




