CNC-Drehmaschine Verarbeitung 6061 Aluminiumlegierung Bar
Material: 6061 Aluminiumlegierung Bar φ25 * 50MM
Service: CNC-Drehbearbeitung, Schruppen, Feindrehen, Schleifen
Kunde: Huawei-Gruppe
Vorlaufzeit: 10 Tage
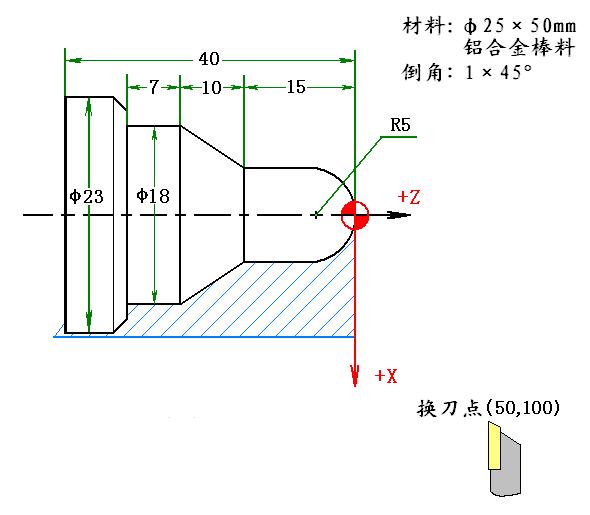
Produktteile folgen Abbildung:
1, GSK-980T CNC-System erfordert die Vorbereitung von Verarbeitungsverfahren. Werkzeugspannposition: Grobes, feines Auto mit externem Drehwerkzeug Nr. 1, zum Abschneiden eine Nr. 4 Schneidklinge verwenden.
6061 Aluminiumlegierung elektrolytische Polierflüssigkeit Zusammensetzung und Betriebsbedingungen
Konzentrierte Phosphorsäure (spezifisches Gewicht 1,74) 70% (nach Gewicht)
YB-66-Additiv 30 Gew .-%
Temperatur 55-65 ° C Beste 60 ° C
Anodenstromdichte, DA 2-8 A / dm2 (ohne Rühren)
12-20 A / dm² (Rühren)
Spannung 10-15 Volt
Polierzeit 3-5 Minuten
Kathodenmaterial Blei oder Edelstahl
Kathodenbereich: Anodenbereich 2-3: 1
Service: CNC-Drehbearbeitung, Schruppen, Feindrehen, Schleifen
Kunde: Huawei-Gruppe
Vorlaufzeit: 10 Tage
Produktteile folgen Abbildung:
1, GSK-980T CNC-System erfordert die Vorbereitung von Verarbeitungsverfahren. Werkzeugspannposition: Grobes, feines Auto mit externem Drehwerkzeug Nr. 1, zum Abschneiden eine Nr. 4 Schneidklinge verwenden.
| Lathe Programmier-Referenz | ||
| O 1001 ; | Erklären | |
| N10 | G50 X50 Z100 ; | die Werkstück-Positioniereinrichtung Koordinatensystem mit Werkzeugwechselpunkten |
| N20 | M3 S560 ; | Spindelstart |
| N30 | T0101 ; | Ändern Sie das Messer Nr. 1 |
| N40 | G0 X25 Z2 ; | Bewegen Sie sich schnell zum Ausgangspunkt der Verarbeitung |
| N50 | G71 U0.8 R0.5 ; | Führen Sie einen zylindrischen Schruppzyklus durch |
| N60 | G71 P70 Q140 U0.5 W0.2 F100 ; | Restkapazität X0,5 Z0,2, Vorschub 100 mm / min |
| N70 | G0 X0 ; | Startlinie der Konturverarbeitung |
| N80 | G1 Z0 F30 ; | Fertigfutter 30 |
| N90 | G3 X10 Z-5 R5 ; | |
| N100 | G1 Z-15 ; | |
| N110 | X18 W-10 ; | |
| N120 | W-7 ; | |
| N130 | X21 ; | |
| N140 | X23 Z-33 ; | |
| N150 | Z-45 ; | Das Ende der Linie umrunden |
| N160 | G70 P70 Q140 ; | Führen Sie einen Abschlusszyklus durch |
| N170 | G0 X50 Z100 ; | Zurück zum Werkzeugwechselpunkt |
| N180 | T0404 ; | Ändern Sie das Schneidmesser Nr. 4 |
| N190 | G0 X27 Z-40.1 ; | Positionieren des Startpunkts für das Schneiden, wobei 0,1 mm Rand gelassen wird |
| N200 | G1 X12 F15 ; | |
| N210 | G0 X25 ; | |
| N220 | Z-40 ; | |
| N230 | G1 X0 F10 ; | Abschneiden, Vorschubgeschwindigkeit 10mm / min |
| N240 | G0 X50 ; | |
| N250 | Z100 M5 ; | Werkzeugspitze austauschen, Spindel stoppen |
| N260 | T0100 ; | Wechseln Sie zurück zum Benchmark-Messer |
| N270 | M30 ; | Vorgang beenden |
6061 Aluminiumlegierung elektrolytische Polierflüssigkeit Zusammensetzung und Betriebsbedingungen
Konzentrierte Phosphorsäure (spezifisches Gewicht 1,74) 70% (nach Gewicht)
YB-66-Additiv 30 Gew .-%
Temperatur 55-65 ° C Beste 60 ° C
Anodenstromdichte, DA 2-8 A / dm2 (ohne Rühren)
12-20 A / dm² (Rühren)
Spannung 10-15 Volt
Polierzeit 3-5 Minuten
Kathodenmaterial Blei oder Edelstahl
Kathodenbereich: Anodenbereich 2-3: 1




