Bearbeitung, Spiegel Schleifen von Hartmetall
Stahlgebundenes Hartmetall ist eine gebundene Phase von Werkzeugstahl oder legiertem Stahl. Das hochschmelzende Metallcarbid (hauptsächlich WC, TiC) wird pulvermetallurgisch als harte Phase hergestellt. Sein strukturelles Merkmal ist, dass die feinen Hartphasenkörner in der Stahlmatrix dispergiert sind. Die harte Phase in der Legierung verleiht dem Material hauptsächlich eine hohe Härte und eine hohe Verschleißfestigkeit, was wiederum dem Material Stahleigenschaften verleiht. Daher weist das stahlgebundene Sintercarbid die umfassenden Eigenschaften von Stahl und Sintercarbid auf, wodurch es auf verschiedenen Gebieten weit verbreitet ist.
Die eigene Verarbeitung und Herstellung ist jedoch sehr schwierig, insbesondere die Präzisionsbearbeitung. Dies liegt daran, dass die Härte der harten Phase und der Bindemittelphase stark voneinander abweichen, die Stahlbasis leicht entfernt werden kann und die harte Stelle nicht leicht entfernt werden kann. Und die Kristallkörner davon werden leicht von der Oberfläche der Legierung abgezogen, wodurch Poren mit der gleichen Größe wie die Hartphasenkörner auf der Oberfläche gebildet werden. Gleichzeitig ist die Zähigkeit des Stahlträgers groß: Unter bestimmten Bedingungen wie Schleiftemperatur, Anpressdruck und Relativgeschwindigkeit füllen die Schleifpartikel die Poren zwischen den Schleifkörnern, sodass die Schleifscheibe die Oberfläche des Werkstücks scharf blockiert und Verbrennungen verursacht. Daher ist es beim herkömmlichen Verarbeitungsverfahren schwierig, eine geringe Oberflächenrauheit zu erhalten, und die Effizienz des mehrstufigen Polierens ist gering und die Kosten sind hoch.
Elektrolytisches Endlosschleifmetall (ELID) in Kombination mit ultrafeinkörniger Diamantschleifscheibe wird zum Schleifen von stahlgebundenem Hartmetall mit einer Oberflächenrauheit von bis zu 10 nm und hohem Wirkungsgrad verwendet. Die Verwendung der ELID-Spiegelschleiftechnologie für die Präzisionsbearbeitung von stahlgebundenen Hartmetallen macht es einfach, Spiegel mit niedriger Rauheit zu erhalten.
I. Das Grundprinzip der ELID-Schleiftechnik
Das elektrolytische Online-Abrichtspiegelschleifen ist eine neue, in Japan Anfang der neunziger Jahre entwickelte Ultrapräzisions-Bearbeitungstechnologie. Es wird eine Diamant- oder CBN-Schleifscheibe mit Gusseisen- oder Eisenfaserbindung verwendet, um ein elektrolytisches Online-Schärfschleifen der Schleifscheibe unter Ausnutzung des Anodenlösungsphänomens während der Elektrolyse durchzuführen. Die Elektrolysestromquelle verwendet eine Gleichstromimpulsstromquelle und der Elektrolyt verwendet eine wässrige Lösung eines schwachen Elektrolyten. Die Gusseisenschleifscheibe stellt eine Anode dar. Bei der Elektrolyse wird das Eisenelement auf der Oberfläche der Schleifscheibe zu einem Fe2O3-Oxidfilm, so dass das nicht elektrolysierbare Diamant- oder CBN-Schleifmittel von der Oberfläche der Schleifscheibe absteht. Das stumpfe Schleifmittel wird mit fortschreitender Elektrolyse rechtzeitig abgezogen, so dass sich die Schleifscheibe immer in einem scharfen Zustand befindet. Gleichzeitig verhindert der erzeugte Oxidfilm die Fortsetzung des Elektrolyseprozesses, so dass der Verschleiß der Schleifscheibe nicht zu schnell ist. Wenn sich die Schleifkörner auf der Oberfläche der Schleifscheibe abnutzen, wird der Oxidfilm von der Oberfläche des Werkstücks abgekratzt, und der Elektrolyseprozess wird fortgesetzt, und die Oberfläche der Schleifscheibe wird kontinuierlich abgeschnitten. Dies ist ein zyklischer Prozess, der übermäßigen Verschleiß der Schleifscheibe vermeidet und den Schleifzustand der Schleifscheibenoberfläche automatisch beibehält. Siehe das Bild unten.
II. Anwendung der ELID-Schleiftechnologie auf stahlgebundenes Hartmetall
Das stahlgebundene Hartmetall wurde hochglanzpoliert und die Oberflächenrauheit des Werkstücks betrug Ra = 0,003 µm bis 0,011 µm. Bei Verwendung einer feineren Schleifscheibe (W1 oder höher) verringert sich der Ra-Wert erheblich und es wird eine bessere Oberflächenrauheit erzielt.
Die Oberflächenrauheit des Werkstücks hängt nicht nur eng mit der Partikelgröße und der Art des verwendeten Schleifmittels zusammen, sondern auch eng mit dem Verhältnis der Schleifflüssigkeit. Schleifflüssigkeiten mit unterschiedlichen Zusammensetzungen und Gehalten weisen sehr unterschiedliche chemische Eigenschaften auf, und die Oberflächenrauheit ist unterschiedlich.
Mit den Schleifflüssigkeiten HDMY-110 und HDMY-200 haben wir Proben aus verspiegeltem optischem Glas, Saphir, gehärtetem Stahl, Hartlegierung, Cermet, PCBN, einkristallinem Siliziumwafer und anderen Materialien bearbeitet. Bei stahlgebundenem Hartmetall ist es jedoch unmöglich, eine Spiegelfläche zu bearbeiten, die 13 erreichen kann. Die Spezialschleifflüssigkeit HDMY-201 und die Diamant- und CBN-Mischschleifscheibe auf Eisenbasis wurden verwendet, und das die Spiegeloberfläche (14) erreichende stahlgebundene Hartmetall wurde unter den gleichen Bedingungen geschliffen. Dies liegt hauptsächlich daran, dass die Zusammensetzung und der Gehalt der Schleifflüssigkeit einen großen Einfluss auf die Elektrolysegeschwindigkeit, die Filmbildungsgeschwindigkeit, die Filmdicke, die Härte des Films und die Oberflächentextur des zu bearbeitenden Werkstücks haben.
In Abhängigkeit von dem zu verarbeitenden Material können die Zusammensetzung und das Verhältnis der Schleifflüssigkeit sowie die Art und Partikelgröße des Schleifmittels auf Eisenbasis angemessen eingestellt werden, um den besten Schleifzustand zu erzielen. Dies führt zu einem niedrigeren Ra-Wert und erfüllt die Anforderungen der Präzisionsbearbeitung.
Die eigene Verarbeitung und Herstellung ist jedoch sehr schwierig, insbesondere die Präzisionsbearbeitung. Dies liegt daran, dass die Härte der harten Phase und der Bindemittelphase stark voneinander abweichen, die Stahlbasis leicht entfernt werden kann und die harte Stelle nicht leicht entfernt werden kann. Und die Kristallkörner davon werden leicht von der Oberfläche der Legierung abgezogen, wodurch Poren mit der gleichen Größe wie die Hartphasenkörner auf der Oberfläche gebildet werden. Gleichzeitig ist die Zähigkeit des Stahlträgers groß: Unter bestimmten Bedingungen wie Schleiftemperatur, Anpressdruck und Relativgeschwindigkeit füllen die Schleifpartikel die Poren zwischen den Schleifkörnern, sodass die Schleifscheibe die Oberfläche des Werkstücks scharf blockiert und Verbrennungen verursacht. Daher ist es beim herkömmlichen Verarbeitungsverfahren schwierig, eine geringe Oberflächenrauheit zu erhalten, und die Effizienz des mehrstufigen Polierens ist gering und die Kosten sind hoch.
Elektrolytisches Endlosschleifmetall (ELID) in Kombination mit ultrafeinkörniger Diamantschleifscheibe wird zum Schleifen von stahlgebundenem Hartmetall mit einer Oberflächenrauheit von bis zu 10 nm und hohem Wirkungsgrad verwendet. Die Verwendung der ELID-Spiegelschleiftechnologie für die Präzisionsbearbeitung von stahlgebundenen Hartmetallen macht es einfach, Spiegel mit niedriger Rauheit zu erhalten.
I. Das Grundprinzip der ELID-Schleiftechnik
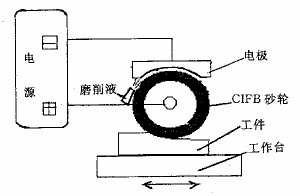
Das elektrolytische Online-Abrichtspiegelschleifen ist eine neue, in Japan Anfang der neunziger Jahre entwickelte Ultrapräzisions-Bearbeitungstechnologie. Es wird eine Diamant- oder CBN-Schleifscheibe mit Gusseisen- oder Eisenfaserbindung verwendet, um ein elektrolytisches Online-Schärfschleifen der Schleifscheibe unter Ausnutzung des Anodenlösungsphänomens während der Elektrolyse durchzuführen. Die Elektrolysestromquelle verwendet eine Gleichstromimpulsstromquelle und der Elektrolyt verwendet eine wässrige Lösung eines schwachen Elektrolyten. Die Gusseisenschleifscheibe stellt eine Anode dar. Bei der Elektrolyse wird das Eisenelement auf der Oberfläche der Schleifscheibe zu einem Fe2O3-Oxidfilm, so dass das nicht elektrolysierbare Diamant- oder CBN-Schleifmittel von der Oberfläche der Schleifscheibe absteht. Das stumpfe Schleifmittel wird mit fortschreitender Elektrolyse rechtzeitig abgezogen, so dass sich die Schleifscheibe immer in einem scharfen Zustand befindet. Gleichzeitig verhindert der erzeugte Oxidfilm die Fortsetzung des Elektrolyseprozesses, so dass der Verschleiß der Schleifscheibe nicht zu schnell ist. Wenn sich die Schleifkörner auf der Oberfläche der Schleifscheibe abnutzen, wird der Oxidfilm von der Oberfläche des Werkstücks abgekratzt, und der Elektrolyseprozess wird fortgesetzt, und die Oberfläche der Schleifscheibe wird kontinuierlich abgeschnitten. Dies ist ein zyklischer Prozess, der übermäßigen Verschleiß der Schleifscheibe vermeidet und den Schleifzustand der Schleifscheibenoberfläche automatisch beibehält. Siehe das Bild unten.
Schematische Darstellung des ELID-Schleifprinzips
II. Anwendung der ELID-Schleiftechnologie auf stahlgebundenes Hartmetall
Das stahlgebundene Hartmetall wurde hochglanzpoliert und die Oberflächenrauheit des Werkstücks betrug Ra = 0,003 µm bis 0,011 µm. Bei Verwendung einer feineren Schleifscheibe (W1 oder höher) verringert sich der Ra-Wert erheblich und es wird eine bessere Oberflächenrauheit erzielt.
Die Oberflächenrauheit des Werkstücks hängt nicht nur eng mit der Partikelgröße und der Art des verwendeten Schleifmittels zusammen, sondern auch eng mit dem Verhältnis der Schleifflüssigkeit. Schleifflüssigkeiten mit unterschiedlichen Zusammensetzungen und Gehalten weisen sehr unterschiedliche chemische Eigenschaften auf, und die Oberflächenrauheit ist unterschiedlich.
Mit den Schleifflüssigkeiten HDMY-110 und HDMY-200 haben wir Proben aus verspiegeltem optischem Glas, Saphir, gehärtetem Stahl, Hartlegierung, Cermet, PCBN, einkristallinem Siliziumwafer und anderen Materialien bearbeitet. Bei stahlgebundenem Hartmetall ist es jedoch unmöglich, eine Spiegelfläche zu bearbeiten, die 13 erreichen kann. Die Spezialschleifflüssigkeit HDMY-201 und die Diamant- und CBN-Mischschleifscheibe auf Eisenbasis wurden verwendet, und das die Spiegeloberfläche (14) erreichende stahlgebundene Hartmetall wurde unter den gleichen Bedingungen geschliffen. Dies liegt hauptsächlich daran, dass die Zusammensetzung und der Gehalt der Schleifflüssigkeit einen großen Einfluss auf die Elektrolysegeschwindigkeit, die Filmbildungsgeschwindigkeit, die Filmdicke, die Härte des Films und die Oberflächentextur des zu bearbeitenden Werkstücks haben.
In Abhängigkeit von dem zu verarbeitenden Material können die Zusammensetzung und das Verhältnis der Schleifflüssigkeit sowie die Art und Partikelgröße des Schleifmittels auf Eisenbasis angemessen eingestellt werden, um den besten Schleifzustand zu erzielen. Dies führt zu einem niedrigeren Ra-Wert und erfüllt die Anforderungen der Präzisionsbearbeitung.




