Auslegung des Neigungswinkels des Spanbrechers und der Hauptschneide der Drehmaschine
Das Schneidverfahren des Spänezerkleinerers und die Hauptschneidkante ist in den äußeren schrägen Typen, parallel Typen häufig verwendet, und obliquus internus Typen (siehe Abbildung 10).
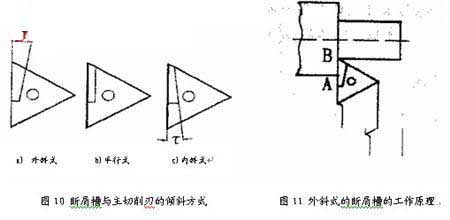
1. Äußerer Schrägspan Siehe Abbildung (10a), äußere Schrägspanaussparung, vordere Breite, hintere Breite, vordere Tiefe und hintere Tiefe.
Der von außen geneigte Spanbrecher weist in der Nähe der Außenfläche des Werkstücks eine große Spanrollverformung auf, wie in Fig. 11 gezeigt.
Die Schnittgeschwindigkeit ist am höchsten und die Nut ist eng, der Span wird zuerst blockiert und gewellt, und der Kräuselradius ist klein und die Verformung ist groß. An der Spitze B ist die Schnittgeschwindigkeit niedrig und die Rillenbreite breit, und die Späne werden schließlich mit einem großen Aufrollradius aufgerollt, wodurch eine Kraft erzeugt wird. Die Späne werden auf die Flanke oder die zu bearbeitende Oberfläche gewendet und nach der Kollision zu C-förmigen Spänen gebrochen.
Diese Form des Spanbrechers. Bei mittlerer Schnitttiefe ist der Spanbruchbereich groß, die Spanbruchwirkung ist stabil und zuverlässig und wird in der Produktion häufig eingesetzt. Der Wert des Neigungswinkels τ wird hauptsächlich vom Werkstoff des Werkstücks bestimmt. Wenn Sie Kohlenstoffstahl schneiden, nehmen Sie im Allgemeinen τ = 8 ° -10 °.
Nehmen Sie beim Schneiden von legiertem Stahl zur Erhöhung der Spanverformung τ = 10 ° - 15 °.
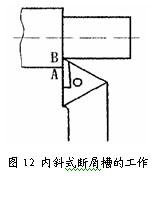 3. Innenschräg (siehe Abbildung 10c):
3. Innenschräg (siehe Abbildung 10c):
Der innere Schrägspanbrecher (siehe Abbildung 12) ist an der Außenfläche A des Werkstücks am breitesten. Sie ist an der Spitze B die engste. Daher werden die Späne bei B häufig zu kleinen Rollen und bei A zu großen Rollen gerollt. Wenn der Klingenneigungswinkel der Hauptschneide 3 ° bis 5 ° beträgt, beträgt die Späne neigen dazu, durchgehend lange und dichte Späne zu bilden. Der Neigungswinkel des inneren Schrägspanbrechers und der Hauptschneide beträgt in der Regel τ = 8 ° -10 °. Der innere Schrägspanbrecher bildet einen sehr engen Schnittbereich für die Bildung von langen, engen Spänen, weshalb er in der Produktion nicht so beliebt ist als äußere schräge und parallele Art, hauptsächlich für feines Auto- oder Halbfertigendrehen.
Der von außen geneigte Spanbrecher weist in der Nähe der Außenfläche des Werkstücks eine große Spanrollverformung auf, wie in Fig. 11 gezeigt.
Die Schnittgeschwindigkeit ist am höchsten und die Nut ist eng, der Span wird zuerst blockiert und gewellt, und der Kräuselradius ist klein und die Verformung ist groß. An der Spitze B ist die Schnittgeschwindigkeit niedrig und die Rillenbreite breit, und die Späne werden schließlich mit einem großen Aufrollradius aufgerollt, wodurch eine Kraft erzeugt wird. Die Späne werden auf die Flanke oder die zu bearbeitende Oberfläche gewendet und nach der Kollision zu C-förmigen Spänen gebrochen.
Diese Form des Spanbrechers. Bei mittlerer Schnitttiefe ist der Spanbruchbereich groß, die Spanbruchwirkung ist stabil und zuverlässig und wird in der Produktion häufig eingesetzt. Der Wert des Neigungswinkels τ wird hauptsächlich vom Werkstoff des Werkstücks bestimmt. Wenn Sie Kohlenstoffstahl schneiden, nehmen Sie im Allgemeinen τ = 8 ° -10 °.
Nehmen Sie beim Schneiden von legiertem Stahl zur Erhöhung der Spanverformung τ = 10 ° - 15 °.
Bei großen Schnitttiefen kann der Span jedoch leicht blockiert werden, da die Spanbrecherbreite zu nahe an der Außenfläche A des Werkstücks liegt (siehe Abbildung 11). Sogar die Späne beschädigen die Schneide. Verwenden Sie sie daher in der Regel parallel.
2, paralleler Typ (siehe Abbildung 10b):
Die Spanverformung des parallelen Spanbrechers ist nicht so groß wie die des äußeren Schrägspantyps, und die Späne werden größtenteils auf der bearbeiteten Oberfläche gebrochen. Wenn Kohlenstoffstahl in dem Span verwendet wird, ist die Spanbrechwirkung des parallelen Spanbrechers im wesentlichen die gleiche wie diejenige des Typs mit äußerem Schräglauf, jedoch sollte die Vorschubmenge leicht erhöht werden, um die zusätzliche Kräuselverformung des Spanes zu erhöhen.
2, paralleler Typ (siehe Abbildung 10b):
Die Spanverformung des parallelen Spanbrechers ist nicht so groß wie die des äußeren Schrägspantyps, und die Späne werden größtenteils auf der bearbeiteten Oberfläche gebrochen. Wenn Kohlenstoffstahl in dem Span verwendet wird, ist die Spanbrechwirkung des parallelen Spanbrechers im wesentlichen die gleiche wie diejenige des Typs mit äußerem Schräglauf, jedoch sollte die Vorschubmenge leicht erhöht werden, um die zusätzliche Kräuselverformung des Spanes zu erhöhen.
Der innere Schrägspanbrecher (siehe Abbildung 12) ist an der Außenfläche A des Werkstücks am breitesten. Sie ist an der Spitze B die engste. Daher werden die Späne bei B häufig zu kleinen Rollen und bei A zu großen Rollen gerollt. Wenn der Klingenneigungswinkel der Hauptschneide 3 ° bis 5 ° beträgt, beträgt die Späne neigen dazu, durchgehend lange und dichte Späne zu bilden. Der Neigungswinkel des inneren Schrägspanbrechers und der Hauptschneide beträgt in der Regel τ = 8 ° -10 °. Der innere Schrägspanbrecher bildet einen sehr engen Schnittbereich für die Bildung von langen, engen Spänen, weshalb er in der Produktion nicht so beliebt ist als äußere schräge und parallele Art, hauptsächlich für feines Auto- oder Halbfertigendrehen.




