Aluminium Produkte Acceptance Norm
1. Zweck
Dieser Standard regelt die Produktversandprüfung, um sicherzustellen, dass das Produkt den Qualitäts- und Kundenanforderungen entspricht.
Qualitätsstandards: A-Klasse, AQL: MAJJ (0,4); MIN (1,0) Normale Klasse III, Größe N = 3, C = 0, Elektrische Leistung nach 0 Waren, 1 Standard
2. Anwendungsbereich Aluminiumrohr (11705WT)

Aluminiumkappe (11702WT)

3.Produktprüfung Anforderungen
1, Go / No-Go-Gage-Verifizierung: Verwenden Sie das fertige Go / No-Go-Gage für die Überprüfung der Gewinde- und Lochgröße; Entspricht Tong GUI Tong, Stop-Regulierung
2, Aluminiumrohr Nut Permeabilitätstest; Die Nut ist nicht für Undichtigkeiten geeignet
3, größenmessung: messen die abmessungen nach den auf der zeichnung angegebenen abmessungen; die Abmessungen erfüllen den Toleranzbereich als qualifiziert
4, Säure und Lauge tränkt, Isopropanol einweichen Experiment, Rissprüfung Experiment
5, Erscheinungsbestimmung
6, Paket
.Go / No go gage testrichtlinien
5. Nutendurchlässigkeitstest
6. Größe messen
7.pH test
8.Isopropyl-Alkohol-Test
9.Crack-Test
10. Aluminiumrohr, Aluminiumkappe Aussehen Inspektion
11..Paket
Dieser Standard regelt die Produktversandprüfung, um sicherzustellen, dass das Produkt den Qualitäts- und Kundenanforderungen entspricht.
Qualitätsstandards: A-Klasse, AQL: MAJJ (0,4); MIN (1,0) Normale Klasse III, Größe N = 3, C = 0, Elektrische Leistung nach 0 Waren, 1 Standard
2. Anwendungsbereich Aluminiumrohr (11705WT)
Aluminiumkappe (11702WT)
3.Produktprüfung Anforderungen
1, Go / No-Go-Gage-Verifizierung: Verwenden Sie das fertige Go / No-Go-Gage für die Überprüfung der Gewinde- und Lochgröße; Entspricht Tong GUI Tong, Stop-Regulierung
2, Aluminiumrohr Nut Permeabilitätstest; Die Nut ist nicht für Undichtigkeiten geeignet
3, größenmessung: messen die abmessungen nach den auf der zeichnung angegebenen abmessungen; die Abmessungen erfüllen den Toleranzbereich als qualifiziert
4, Säure und Lauge tränkt, Isopropanol einweichen Experiment, Rissprüfung Experiment
5, Erscheinungsbestimmung
6, Paket
.Go / No go gage testrichtlinien
| Probeartikel | Inspektionsinhalt | Bild | 备 注 | ||||||
| 4.1 Aluminiumkappe | 4.1.1 Gewinde aus Aluminiumkappen Go / No-Gage-Inspektionen müssen mit einem Passmaß (M16X1.0-6H) durchgeführt werden. Tong GUI Tong, Stop-Regulierung ist ein qualifiziertes Produkt. |

|
MAJ |
||||||
| 4.2 Aluminiumrohr | 4.2.1 Aluminium-Rohrgewinde Go / No-Go-Kontrolle mit Go / No-Go-Spur M16X1.0-6g (Ringlehre), Allgemeine Vorschriften, Stopp-Regelung ist ein qualifiziertes Produkt. |
|
MAJ | ||||||
| 4.2.2 Aluminiumrohr Go / No-Gage-Inspektion, Allgemeine Vorschriften, Stop-Regulierung ist ein qualifiziertes Produkt. |
|
MAJ | |||||||
| 4.2.3 Aluminiumrohr Go / No-Gage-Inspektion, Allgemeine Vorschriften, Stop-Regulierung ist ein qualifiziertes Produkt. | MAJ |




 .
.
5. Nutendurchlässigkeitstest
| 5.1 Aluminiumrohr-Nut-Permeabilitätstest |
5.1.1 Aluminiumrohr Nut Permeabilitätstest, luftdicht ist qualifiziert. Führen Sie das Werkzeug zum Testen der Atmungsaktivität in das Aluminiumrohr ein und legen Sie das Rohr in Wasser. Und in der Trachea aufgeblasen, ist die Nut luftdicht und ist ein qualifiziertes Produkt. |
|
MAJ |



6. Größe messen
| 6.1 Aluminiumkappengrößenmessung |
6.1.1 Aluminiumkappen für regelmäßige Maßmessungen: Messen und notieren Sie die Maßzahlen 1, 6, 8, 9, 11 und 12 in der Zeichnung. Werkzeuge: Innenmessschraube, Außenmikrometer, Messschieber |
|
MAJ | ||
|
6.1.2 Schneiden der Aluminiumkappe: Die Maßzahlen 2, 3, 4, 5, 7 und 10 in der Zeichnung müssen geschnitten und gemessen werden. Schneiden: Metallbearbeitung Shop Fräsmaschine Werkzeuge: Mikrometer, Messschieber |
|
MAJ |
|||
|
6.2 Aluminiumtube Größenmaß
|
6.2.1 Allgemeine Messung der Aluminiumrohrgröße: Messen und notieren Sie die Abmessungsnummer 1,2,3,7,8,9,10,11,13,14,22,23,24,25,26,27,28, 29,30 in der Zeichnung Werkzeuge: Innenmessschraube, Außenmikrometer, Messschieber |
|
MAJ | ||
|
6.2.2 Aluminiumrohrgrößenmessung: Messen und nummerieren Sie die Maßzahl 5,6,12,15,16 in der Zeichnung Werkzeuge: Quadratischer Dynamometer |
|
MAJ | |||
|
6.2.3 Aluminiumrohr-Schneidmessung: Die Maßzahl 4,17,18,19,21 in der Zeichnung muss nach dem Schneiden gemessen werden. Schneidwerkzeuge: Fräsmaschinen Messwerkzeuge: Messschieber, Quadratisches Element |
|
MAJ |









7.pH test
| 7.1pH test |
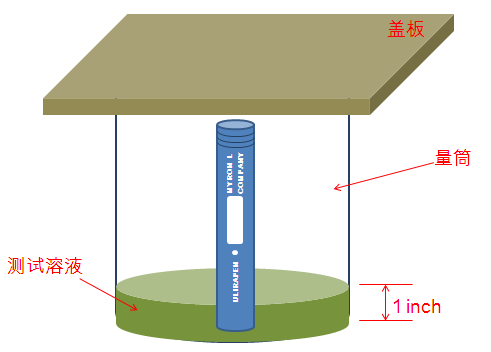
7.1 Prüfen Sie, ob die Farbe und die Beschichtung der Probenprüfposition vor dem Test intakt sind 7.2 Einweichen der Probe in 0,5 mol / l NaOH-Lösung für 60 Minuten 7.3 Nachdem die Probe zur Reinigung entnommen wurde, wischen Sie sie mit einem sauberen Tuch ab. Überprüfen Sie die Probe auf Beschichtungsverlust oder Farbverlust (Aluminiumrohrinnen- und -außenrohroberflächen müssen überprüft werden) 7.4 Tränken Sie die Probe 60 Minuten lang in der ORP-Lösung 7.5 Nachdem die Probe zur Reinigung entnommen wurde, wischen Sie sie mit einem sauberen Tuch ab. Kontrollieren, ob die Probe abgeschält oder lackiert ist (Inspektion an der Innenrohroberfläche und der Außenrohroberfläche des Aluminiumrohrs) 7.6 Einweichen der Probe in entionisiertem Wasser für 4 Stunden (deionisiertes Wasser wird von 80 ° C auf Raumtemperatur abgekühlt) 7.7 Nachdem die Testprobe zur Reinigung entnommen wurde, wischen Sie sie mit einem sauberen Tuch ab. Überprüfen Sie die Probe auf Beschichtungsverlust oder Farbverlust (Aluminiumrohrinnen- und -außenrohroberflächen müssen überprüft werden) Anmerkungen: Bei der Prüfung des Aussehens wird die Probe abgelöst oder die Farbe wird als schlecht abgestoßen, Testversagen |
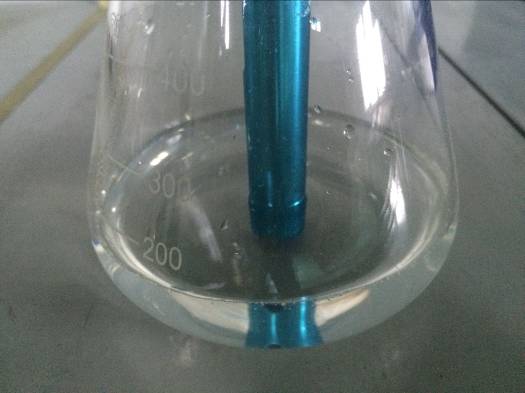 Testbehälter: Messzylinder Lösungshöhe: 1 Zoll Platzierungsmethode: Reagenzglasschlitzabschnitt, unten
|
MAJ |

| 8. Isopropylalkoholtest |
8.1 Prüfen Sie, ob die Farbe und die Beschichtung der Probenprüfposition vor der Prüfung intakt sind 8.2 Einweichen der Probe in Isopropylalkohollösung für 60 Minuten 8.3 Entfernen Sie die Probe nach dem Test, spülen Sie mit deionisiertem Wasser und wischen Sie die Oberfläche mit einem Papiertuch ab. Überprüfen Sie, ob die Beschichtung klebrig ist oder sich ablöst. Wenn die Beschichtung die oben genannten Defekte aufweist, Behandeln Sie die Probe als schlecht und testen Sie den Test nicht |
|
MAJ |
| 9.Crack test |
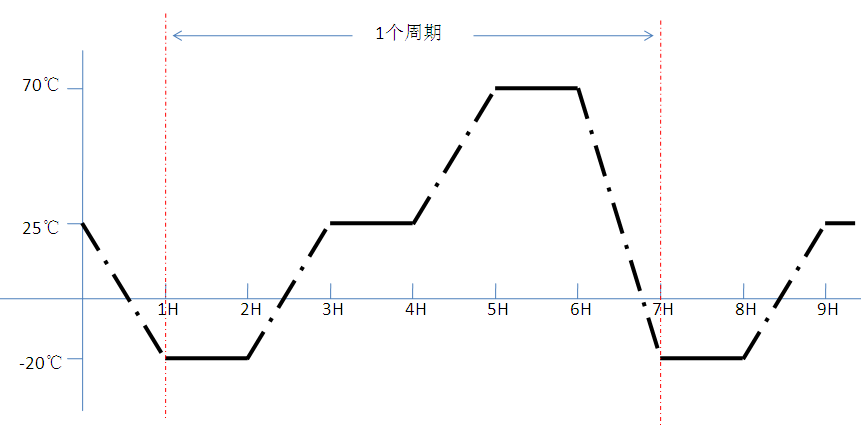
9.1 Prüfen Sie, ob die Farbe und die Beschichtung der Probenprüfposition vor dem Test intakt sind 9.2 Legen Sie die Probe für 2 Stunden in eine Umgebung von -20 ° C und beobachten Sie, ob die Schale Risse aufweist. 9.3 Stellen Sie die Probe für 2 Stunden in eine + 70 ° C-Umgebung, um festzustellen, ob die Schale Risse aufweist 9.4 Stelle die Probe für 1 Stunde bei -20 ° C, stelle sie nach 1 Stunde für 1 Stunde auf 25 ° C, stelle sie nach 1 Stunde bei 70 ° C für 1 Stunde und halte sie 1 Stunde nach dem Herausnehmen. Beobachten Sie nach vier Zyklen der obigen Schritte, ob die Probe Risse aufweist Bemerkungen: Wenn das Aussehen überprüft wird, wenn die Probe bricht, wird es als schlecht angesehen. Test fehlgeschlagen |
|
MAJ |

10. Aluminiumrohr, Aluminiumkappe Aussehen Inspektion
| 10.Aufsichtskontrolle | Detaillierte Informationen zu Aluminiumrohren und Aluminiumkappen finden Sie im beigefügten Dokument "Aluminiumrohr (11705WT) Aluminiumkappe (11702WT) Aussehen Prüfdokument". |
1. Von der Sensorseite (U-Tankende) gemessen innerhalb von 0-6,35MM, ist freiliegendes Metall nicht am Außendurchmesser irgendeines Aluminiumteils und am Innendurchmesser des Gehäuses erlaubt.
|
MAJ |
| 11.1 Aluminiumkappe Verpackung |
11.1.1 sechs Aluminiumkappen in einer Reihe angeordnet und mit einem transparenten Staubbeutel gebunden, Bündeln Sie es mit Klebeband. Platziere das Plastikfach.   Akkumulieren Sie sechs Schichten Plastikschalen, und verwenden Sie Anti-Seitenbeutel, um Kartons zu platzieren. |
|
MIN |
| 11.2 Aluminiumtube Verpackungs |
11.2.1 Legen Sie das Aluminiumrohr in eine Kunststoffschale. Akkumulation von 8 Schichten von Kunststoff-Trays, und verwenden Sie Anti-Side-Bag-Verpackung, Kartons platziert.   |
|




