Eliminar el fenómeno de boca de campana del agujero mecanizado
Durante el proceso de mecanizado de piezas de motor y transmisión, las medidas de control de proceso actuales no pueden cumplir con los requisitos de mecanizado de agujeros. La causa de la falla a menudo es causada por algunos modos de falla del agujero mecanizado. La distorsión de la boca de la campana durante el procesamiento es un modo de falla del agujero.
I. Categoría de campana de agujero
Para juzgar si el agujero de la campana está en el agujero de procesamiento y el agujero no es válido, primero comprenda las diversas categorías de la boca de la campana. Según el tamaño del extremo grande y el extremo pequeño de la boca de la campana, la boca de la campana del agujero tiene las siguientes cuatro combinaciones:
El diámetro grande y el diámetro pequeño de la boca de la campana están en el rango permitido de la abertura de procesamiento;
El diámetro grande y el diámetro pequeño del orificio de la boca de la campana exceden el rango de valores permitidos de la abertura de procesamiento;
El gran diámetro de la boca de la campana excede el rango de valores permitidos de la abertura de procesamiento;
El diámetro de la boca de la campana está fuera del rango permitido de la abertura de mecanizado.
II. Mecanizado campana agujero consecuencia del fallo
El orificio de procesamiento tiene una boca de campana, y no se permite el ahusamiento, que es una escala relativamente difícil. En la producción real, la diferencia entre los datos de apertura frontal y posterior de la boca de la campana está permitida, y el número no está permitido. En la actualidad, no hay más estándares autorizados para seguir. No hay ningún elemento de forma en la tolerancia de forma existente, pero algunos agujeros de mecanizado tienen requisitos de cilindricidad. En este momento, si el agujero está mecanizado, podemos usar el requisito de cilindricidad para referirnos a si está permitido:
La forma de la boca de la campana afecta directamente el valor real de la cilindricidad.
Una vez que el valor de la boca de la campana excede el valor permitido de la cilindricidad, la pieza de trabajo se ha convertido en un producto de desecho (la cilindricidad está fuera de tolerancia).
Este es solo un caso especial de juzgar si la boca de la campana está permitida o no en el agujero de mecanizado.
En el proceso de procesamiento real, muchos de los agujeros de la boca de la campana todavía se juzgan sin referencia, pero las consecuencias de la falla están definitivamente presentes.
1, las partes con agujeros en la aplicación de las consecuencias del fallo
Las diferentes características de acoplamiento del agujero y el eje determinan el efecto de falla de la boca de la campana. Ajuste de interferencia, ajuste de holgura y ajuste de transición. Durante los tres procesos de apareamiento, se producirán algunas consecuencias de falla diferentes debido al estrechamiento del agujero del agujero.
Liquidación en forma: La consecuencia de la falla es que el efecto de correspondencia entre los movimientos se deteriora y el daño por fatiga de las partes móviles se acelera. Si el anillo del pistón se mueve hacia arriba y hacia abajo en el orificio del cilindro con la boca de la campana, el diámetro del anillo del pistón siempre cambia hacia arriba y hacia abajo, y el cambio continuo del diámetro hace que el anillo del pistón sufra daños por fatiga prematuramente; En segundo lugar, el grado de desgaste de las partes móviles es diferente. Si la varilla guía de la válvula se mueve hacia arriba y hacia abajo en el orificio del conducto, debido a que el orificio correspondiente de la varilla guía - el orificio del conducto es el orificio de la boca de la campana, el diámetro de la varilla de guía se desgasta prematuramente en el pequeño diámetro de la boca de la campana. Sin embargo, el diámetro de la barra guía en el diámetro grande obviamente no está desgastado, de modo que el diámetro por encima de la longitud de la barra guía completa no está equilibrado, y finalmente la amplitud de oscilación del miembro móvil aumenta, lo que afecta la falla del sello de la válvula y similares.
Ajuste de interferencia: El desequilibrio del ajuste general y la cantidad de interferencia causaron un estado equilibrado de interferencia, que se convierte en una tendencia local de cambio en el desequilibrio de interferencia; Afecta el equilibrio de retención del adhesivo adhesivo después del conjunto de tapado.
Coordinación de transición: Aparecen algunas consecuencias de falla de aproximación entre los dos.
2. Posibles consecuencias de falla en el proceso
El orificio acampanado aparece en el orificio mecanizado, que no solo es el efecto de falla del orificio ensanchado, sino que también el orificio acampanado en el orificio semiacabado afectará el orificio de mecanizado posterior. Cuando el acabado final es difícil de eliminar el fenómeno de ensanchamiento generado en el frente, el orificio de mecanizado final aún puede tener un defecto de ensanchamiento.
III. Motivo de la formación de la boca de la campana.
Hay muchas razones para el ensanchamiento del orificio mecanizado, como proceso, herramienta, equipo, pieza en bruto y refrigerante.
1, el proceso
El proceso provoca los agujeros acampanados en los agujeros mecanizados. Si el proceso anterior no elimina la boca de la campana, afecta el procesamiento final; La holgura radial del orificio piloto / manguito de perforación y el cortador es demasiado grande para causar un ensanchamiento; Los parámetros de corte no son razonables, y el calor de corte resultante cambia mucho, lo que resulta en que el grado de calor de la pared del orificio de procesamiento es diferente, lo que hace que aparezca la boca de la campana. Por lo tanto, si el proceso no tiene en cuenta el grado de influencia del paso anterior en el siguiente, a menudo existe el riesgo de una falla potencial.
2, la herramienta
La rigidez del cenador es pobre; El diámetro de la herramienta en sí tiene un cono recto; La precisión de sujeción de la herramienta se reduce; El filo de la herramienta es grande; La línea del centro de instalación de la herramienta no coincide ni vibra; La barra de corte de la herramienta está doblada; El ángulo de corte de la herramienta no es razonable, etc. Estos defectos pueden ser la razón por la cual el orificio de mecanizado tiene una boca de campana.
Cuando la herramienta tiene algunas razones de falla, hará que el orificio de mecanizado tenga una boca de campana. Esta es una afirmación relativamente simple. "La pobre rigidez del vástago" hará que la bocina aparezca en el agujero mecanizado. De hecho, esto también debe formarse bajo ciertas condiciones. Cuando el mástil es menos rígido, la fuerza centrífuga de la cabeza del mástil es mayor durante la rotación a alta velocidad, y se produce la oscilación de la cabeza del vástago (ver Figura 1). Cuando hay una cuchilla de procesamiento en el mástil, la cuchilla puede estar en algunas posiciones para procesar la antorcha debido a las diferentes posiciones de la cuchilla en la circunferencia del mástil. En algunos lugares, el procesamiento no necesariamente resulta en una llamarada.
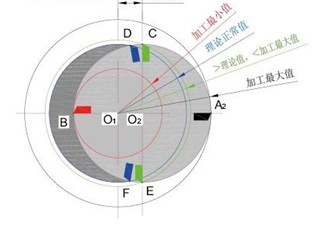
Figura 1 La cantidad de swing en la cabeza del cuchillo
Nos "Arbor poca rigidez" para analizar, cuando algunos mecanizado de agujeros importante, cuando la posición, la redondez y la rectitud y otros requisitos más altos, una forma es utilizar un auxiliar métodos de procesamiento de apoyo. Es decir, la guía de perforación / orificio guía se utiliza para ayudar al mecanizado cuando se mecaniza todo el orificio; Otro método de mecanizado es que no hay una guía de broca y no hay un orificio guía, y la herramienta procesa directamente el orificio. Los dos métodos anteriores se utilizan para mecanizar el agujero: si la cantidad de oscilación está presente, la boca de la campana puede aparecer en diferentes formas. El orificio se mecaniza debajo de la guía de perforación / orificio de guía, y si la boca de la campana está presente, la boca de la campana generalmente está invertida; Si la herramienta procesa directamente el agujero, la antorcha que aparece es generalmente una bocina.
Bajo la premisa de que la rigidez del vástago es pobre, lo analizamos con un grillete con una barra guía, y la razón por la cual el orificio de mecanizado tiene una bocina y un tambor.
The inverted bell mouth of the hole is formed: When the machined hole is carried out with the auxiliary support of the drill sleeve/guide hole, the tool bar has a certain amount of swing in high-speed rotation due to the difference in rigidity (see Fig. 2). After entering the drill sleeve/guide hole, the swing amount is limited by the drill sleeve hole wall/guide hole hole wall (ie, the cutter bar swing amount is reduced), and the gap between the cutter bar and the hole wall is unilaterally eliminated due to the existence of the swing amount. (See Figure 3). At this time, the head of the arbor is biased to one side, and the mounting root of the tool on the shank and the wall of the machined hole have an inclination angle with the axis of the spindle. The tool is deep into the hole wall with the tilting amplitude of the tool until the hole diameter of the machined hole reaches the maximum swing amount of the tool bar (see Figure 4); If the machining hole still needs to be processed at this time, the machining hole diameter is always performed under the maximum swing amount of the arbor (see Fig. 5). That is, a part is a case where the bell is inverted and a part is a cylindrical hole.
Figura 2 El cenador tiene una cierta cantidad de swing en la rotación de alta velocidad.
Figura 3 La tira de la plantilla tiene una eliminación unilateral del espacio en la pared del agujero
Figura 4 La apertura alcanza la oscilación máxima del eje.
Figura 5 La apertura de mecanizado se realiza en la cantidad máxima de oscilación del eje
Un mástil de borde de corte forma una antorcha en este caso, y este también es el caso cuando el mástil de dientes múltiples es poco rígido. La rigidez del vástago aparecerá como un destello, y la rigidez del vástago también aparecerá como un destello. La diferencia de contracción causada por el calor desigual de la pared del agujero causado por el proceso anterior hace que se forme la boca de la campana.
3, equipo
Algunas fallas del equipo también son una de las razones por las cuales el orificio de mecanizado tiene una boca de campana, como la intensificación de la vibración del eje principal; La dirección de alimentación de la herramienta en el torno CNC no es paralela al eje de rotación de la pieza de trabajo, y la punta de la herramienta no es igual al centro de la parte giratoria; Además, la falla del miembro auxiliar, como el desgaste severo del manguito de perforación, hace que disminuya la acción de centrado de la herramienta de mecanizado y que aumente la cantidad de oscilación.
4, el espacio en blanco
La pared del agujero del agujero mecanizado tiene una gran diferencia (forma de mesa redonda), y una vez que la herramienta se pasiva, la cantidad de rebote de la pared del agujero al final del proceso es diferente para formar una boca de campana; El material de la pared del agujero tiene un grado diferente de soltura en los lados superior e inferior, lo que conduce a un aumento en la cantidad de rebote de la pared del agujero durante el procesamiento y forma una boca de campana.
5, líquido refrigerante
Cuando el calor recibido por la pared del agujero y el calor generado por la herramienta no están equilibrados durante el procesamiento, la cantidad de expansión de la pared del agujero es diferente. Por ejemplo, el efecto de enfriamiento del refrigerante en el orificio de la herramienta y la pared del orificio cuando se mecaniza el orificio pasante no es bueno cuando se procesa el orificio ciego. De esta manera, una vez que el calor generado por la herramienta cambia mucho durante el procesamiento, el orificio del orificio de procesamiento y el orificio del orificio de procesamiento se calientan de manera diferente, lo que puede hacer que aparezca el orificio de la campana en el orificio de procesamiento.
IV. Método para eliminar el fenómeno de la boca de campana
Para la boca de la campana del agujero mecanizado, debemos corregir el modo de falla y las consecuencias del análisis, la causa del problema y eliminar la apariencia de la boca de la campana. Específicamente, podemos intentar resolverlo a partir de los siguientes aspectos.
1, el proceso
Cuando los agujeros de mecanizado no son razonables en el proceso de los procesos delantero y trasero, los pasos de trabajo, los parámetros de corte, etc., los agujeros de campana pueden aparecer en los agujeros de mecanizado. Por ejemplo, no existe una regla de uso fijo para los parámetros de corte: en la producción real, los parámetros de corte que se usaron originalmente normalmente no pueden cumplir con los requisitos de procesamiento de manera efectiva. El punto de cambio es el lote en blanco del proveedor en blanco o el blanco suministrado por el nuevo proveedor de fundición en blanco, lo que da como resultado un orificio ensanchado en el orificio mecanizado. Por ejemplo, después del mecanizado del manguito de la bomba del cilindro de una determinada línea de cilindro, la boca de la campana y la vida útil de la herramienta no cumplen con los requisitos establecidos. El diámetro del orificio de la manga de la bomba es 29.72 + 0.05 mm, y la condición del orificio es el orificio pasante. La diferencia entre los diámetros delantero y trasero de la boca de la campana es 0.01 ~ 0.02 mm, y la vida útil de la herramienta se reduce de 1800 piezas a 800 piezas.
Información sobre el agujero: herramienta, escariador de carburo;
Velocidad: 225r / min;
Velocidad de alimentación: 100 mm / min;
Avance por diente: 0.056 mm / z;
Dientes de herramienta: 8.
Debido a que es una línea de máquina especial, la velocidad del husillo no se puede ajustar, por lo que tratamos de resolver el fenómeno de la boca de la campana modificando la velocidad de avance. La alimentación modificada por diente se incrementa a 0,10 mm / z. Al ajustar la alimentación por diente del escariador, el fenómeno de la boca de la campana finalmente se elimina y la vida útil de la herramienta anterior se restablece, es decir, de aproximadamente 800 piezas a 1800 piezas.
2, la herramienta
La herramienta es una de las principales causas del brote. Por lo tanto, los cuchillos se pueden usar para eliminar el fenómeno de boca de campana del orificio mecanizado, y el medicamento se puede remediar de acuerdo con la causa del fallo de la herramienta, que se puede implementar en varios aspectos:
(1) La rigidez del mástil satisface: El aburrido observó cuando la resistencia de diseño, seleccionar los materiales apropiados para satisfacer la barra de taladrar en el procesamiento de oscilación se reduce al mínimo;
(2) ángulo de corte correcto: Cuando existe una diferencia en la cantidad de rebote de la pared del agujero causada por el grosor desequilibrado de la pared en blanco de la pieza en bruto, se selecciona el ángulo de desviación principal de 75 a 90 para reducir la fuerza de presión radial del cortador en la pared del agujero, y se puede evitar el defecto de la boca de la campana;
(3) Use una vida razonable: El borde de la herramienta se establece en un valor de vida útil razonable para garantizar la nitidez en el proceso de corte y eliminar la extrusión de la pared del agujero y los defectos de desequilibrio térmico causados por la pasivación de la herramienta;
(4) Preste atención a los detalles de la operación: El operador presta atención a todos los aspectos de los detalles al ajustar la herramienta. Tales como la garantía de la precisión de sujeción de la herramienta, el borde del borde de rectificado y el control de la situación del cono.
3, equipo
Realice el mantenimiento de rutina del equipo, como pruebas periódicas de vibración del eje principal; Verifique regularmente el equipo auxiliar del equipo; la protección posicional de los procesos delantero y trasero.
4, el espacio en blanco
La diferencia entre los márgenes superior e inferior del orificio de procesamiento del blanco es grande. Para este tipo de defecto, el proveedor de piezas en bruto puede aumentar el grosor de la pared del agujero tanto como sea posible de acuerdo con el dibujo en blanco, lo que puede reducir la deformación de la pared del agujero mecanizado. Bajo la premisa de que el blanco no se puede cambiar, los requisitos de mecanizado se pueden cumplir cambiando el ángulo de avance de la herramienta, estableciendo la vida útil de la herramienta de manera razonable o seleccionando una herramienta más afilada.
5, líquido refrigerante
Cuando se produce un alto calor de corte durante el mecanizado del orificio, la presión del refrigerante se selecciona tanto como sea posible, de modo que la disipación de calor durante el mecanizado sea suficiente para garantizar un enfriamiento rápido del filo de la herramienta y la pared del orificio de mecanizado.
Sin embargo, cuando no se puede elevar la presión del refrigerante del equipo de procesamiento, podemos elegir reducir el número de dientes para optimizar el grado de enfriamiento de cada diente. Por ejemplo, las 8 cuchillas del escariador se reducen a 6 cuchillas, y el número de dientes se reduce. Elija mantener la alimentación por diente (cuando el ciclo del proceso no afecte a la premisa) o aumente la alimentación para eliminar el fenómeno de ensanchamiento causado por el calor de la pared del orificio que es demasiado alto.
I. Categoría de campana de agujero
Para juzgar si el agujero de la campana está en el agujero de procesamiento y el agujero no es válido, primero comprenda las diversas categorías de la boca de la campana. Según el tamaño del extremo grande y el extremo pequeño de la boca de la campana, la boca de la campana del agujero tiene las siguientes cuatro combinaciones:
El diámetro grande y el diámetro pequeño de la boca de la campana están en el rango permitido de la abertura de procesamiento;
El diámetro grande y el diámetro pequeño del orificio de la boca de la campana exceden el rango de valores permitidos de la abertura de procesamiento;
El gran diámetro de la boca de la campana excede el rango de valores permitidos de la abertura de procesamiento;
El diámetro de la boca de la campana está fuera del rango permitido de la abertura de mecanizado.
II. Mecanizado campana agujero consecuencia del fallo
El orificio de procesamiento tiene una boca de campana, y no se permite el ahusamiento, que es una escala relativamente difícil. En la producción real, la diferencia entre los datos de apertura frontal y posterior de la boca de la campana está permitida, y el número no está permitido. En la actualidad, no hay más estándares autorizados para seguir. No hay ningún elemento de forma en la tolerancia de forma existente, pero algunos agujeros de mecanizado tienen requisitos de cilindricidad. En este momento, si el agujero está mecanizado, podemos usar el requisito de cilindricidad para referirnos a si está permitido:
La forma de la boca de la campana afecta directamente el valor real de la cilindricidad.
Una vez que el valor de la boca de la campana excede el valor permitido de la cilindricidad, la pieza de trabajo se ha convertido en un producto de desecho (la cilindricidad está fuera de tolerancia).
Este es solo un caso especial de juzgar si la boca de la campana está permitida o no en el agujero de mecanizado.
En el proceso de procesamiento real, muchos de los agujeros de la boca de la campana todavía se juzgan sin referencia, pero las consecuencias de la falla están definitivamente presentes.
1, las partes con agujeros en la aplicación de las consecuencias del fallo
Las diferentes características de acoplamiento del agujero y el eje determinan el efecto de falla de la boca de la campana. Ajuste de interferencia, ajuste de holgura y ajuste de transición. Durante los tres procesos de apareamiento, se producirán algunas consecuencias de falla diferentes debido al estrechamiento del agujero del agujero.
Liquidación en forma: La consecuencia de la falla es que el efecto de correspondencia entre los movimientos se deteriora y el daño por fatiga de las partes móviles se acelera. Si el anillo del pistón se mueve hacia arriba y hacia abajo en el orificio del cilindro con la boca de la campana, el diámetro del anillo del pistón siempre cambia hacia arriba y hacia abajo, y el cambio continuo del diámetro hace que el anillo del pistón sufra daños por fatiga prematuramente; En segundo lugar, el grado de desgaste de las partes móviles es diferente. Si la varilla guía de la válvula se mueve hacia arriba y hacia abajo en el orificio del conducto, debido a que el orificio correspondiente de la varilla guía - el orificio del conducto es el orificio de la boca de la campana, el diámetro de la varilla de guía se desgasta prematuramente en el pequeño diámetro de la boca de la campana. Sin embargo, el diámetro de la barra guía en el diámetro grande obviamente no está desgastado, de modo que el diámetro por encima de la longitud de la barra guía completa no está equilibrado, y finalmente la amplitud de oscilación del miembro móvil aumenta, lo que afecta la falla del sello de la válvula y similares.
Ajuste de interferencia: El desequilibrio del ajuste general y la cantidad de interferencia causaron un estado equilibrado de interferencia, que se convierte en una tendencia local de cambio en el desequilibrio de interferencia; Afecta el equilibrio de retención del adhesivo adhesivo después del conjunto de tapado.
Coordinación de transición: Aparecen algunas consecuencias de falla de aproximación entre los dos.
2. Posibles consecuencias de falla en el proceso
El orificio acampanado aparece en el orificio mecanizado, que no solo es el efecto de falla del orificio ensanchado, sino que también el orificio acampanado en el orificio semiacabado afectará el orificio de mecanizado posterior. Cuando el acabado final es difícil de eliminar el fenómeno de ensanchamiento generado en el frente, el orificio de mecanizado final aún puede tener un defecto de ensanchamiento.
III. Motivo de la formación de la boca de la campana.
Hay muchas razones para el ensanchamiento del orificio mecanizado, como proceso, herramienta, equipo, pieza en bruto y refrigerante.
1, el proceso
El proceso provoca los agujeros acampanados en los agujeros mecanizados. Si el proceso anterior no elimina la boca de la campana, afecta el procesamiento final; La holgura radial del orificio piloto / manguito de perforación y el cortador es demasiado grande para causar un ensanchamiento; Los parámetros de corte no son razonables, y el calor de corte resultante cambia mucho, lo que resulta en que el grado de calor de la pared del orificio de procesamiento es diferente, lo que hace que aparezca la boca de la campana. Por lo tanto, si el proceso no tiene en cuenta el grado de influencia del paso anterior en el siguiente, a menudo existe el riesgo de una falla potencial.
2, la herramienta
La rigidez del cenador es pobre; El diámetro de la herramienta en sí tiene un cono recto; La precisión de sujeción de la herramienta se reduce; El filo de la herramienta es grande; La línea del centro de instalación de la herramienta no coincide ni vibra; La barra de corte de la herramienta está doblada; El ángulo de corte de la herramienta no es razonable, etc. Estos defectos pueden ser la razón por la cual el orificio de mecanizado tiene una boca de campana.
Cuando la herramienta tiene algunas razones de falla, hará que el orificio de mecanizado tenga una boca de campana. Esta es una afirmación relativamente simple. "La pobre rigidez del vástago" hará que la bocina aparezca en el agujero mecanizado. De hecho, esto también debe formarse bajo ciertas condiciones. Cuando el mástil es menos rígido, la fuerza centrífuga de la cabeza del mástil es mayor durante la rotación a alta velocidad, y se produce la oscilación de la cabeza del vástago (ver Figura 1). Cuando hay una cuchilla de procesamiento en el mástil, la cuchilla puede estar en algunas posiciones para procesar la antorcha debido a las diferentes posiciones de la cuchilla en la circunferencia del mástil. En algunos lugares, el procesamiento no necesariamente resulta en una llamarada.
Figura 1 La cantidad de swing en la cabeza del cuchillo
Nos "Arbor poca rigidez" para analizar, cuando algunos mecanizado de agujeros importante, cuando la posición, la redondez y la rectitud y otros requisitos más altos, una forma es utilizar un auxiliar métodos de procesamiento de apoyo. Es decir, la guía de perforación / orificio guía se utiliza para ayudar al mecanizado cuando se mecaniza todo el orificio; Otro método de mecanizado es que no hay una guía de broca y no hay un orificio guía, y la herramienta procesa directamente el orificio. Los dos métodos anteriores se utilizan para mecanizar el agujero: si la cantidad de oscilación está presente, la boca de la campana puede aparecer en diferentes formas. El orificio se mecaniza debajo de la guía de perforación / orificio de guía, y si la boca de la campana está presente, la boca de la campana generalmente está invertida; Si la herramienta procesa directamente el agujero, la antorcha que aparece es generalmente una bocina.
Bajo la premisa de que la rigidez del vástago es pobre, lo analizamos con un grillete con una barra guía, y la razón por la cual el orificio de mecanizado tiene una bocina y un tambor.
El cuerno del hoyo se forma: Cuando la cantidad de oscilación del mandril, en ausencia de agujero hacia abajo de procesamiento de perforación de manguito de guía / soporte auxiliar. Si la cuchilla de un diente está en el área del arco DA2F de la Fig. 1, el cabezal de corte durante el mecanizado hace que la cantidad de herramienta sea menor que la cantidad de oscilación de la barra de herramientas. Es decir, la cantidad de oscilación del eje sin carga puede ser el tamaño de giro del orificio de mecanizado inicial con el orificio de mecanizado más grande. A medida que el mástil continúa profundizando el orificio de mecanizado, la cantidad de oscilación del eje está limitada por la pared del orificio mecanizado, lo que directamente hace que la cantidad oscilante del vástago disminuya gradualmente. Esta tendencia eventualmente hizo que aparecieran los agujeros de mecanizado en la campana.
Se forma la boca de campana invertida del agujero: Cuando el orificio mecanizado se lleva a cabo con el soporte auxiliar de la guía de perforación / orificio de guía, la barra de herramientas tiene una cierta oscilación en la rotación de alta velocidad debido a la diferencia de rigidez (ver Fig. 2). Después de entrar en la guía de perforación / orificio guía, la cantidad de oscilación está limitada por la pared de la guía de perforación / pared de la guía (es decir, la cantidad de oscilación de la barra de corte se reduce), y el espacio entre la barra de corte y la pared de la perforación se elimina unilateralmente debido a la existencia de la cantidad de oscilación. (Ver Figura 3). En este momento, la cabeza del eje está sesgada hacia un lado, y la raíz de montaje de la herramienta en el vástago y la pared del agujero mecanizado tienen un ángulo de inclinación con el eje del husillo. La herramienta es profunda en la pared del orificio con la amplitud de inclinación de la herramienta hasta que el diámetro del orificio mecanizado alcanza la cantidad máxima de oscilación de la barra de herramientas (ver Figura 4); Si el orificio de mecanizado aún necesita procesarse en este momento, el diámetro del orificio de mecanizado siempre se realiza por debajo de la cantidad máxima de oscilación del eje (ver Fig. 5). Es decir, una parte es un caso donde la campana está invertida y una parte es un agujero cilíndrico.
Se forma la boca de campana invertida del agujero: Cuando el orificio mecanizado se lleva a cabo con el soporte auxiliar de la guía de perforación / orificio de guía, la barra de herramientas tiene una cierta oscilación en la rotación de alta velocidad debido a la diferencia de rigidez (ver Fig. 2). Después de entrar en la guía de perforación / orificio guía, la cantidad de oscilación está limitada por la pared de la guía de perforación / pared de la guía (es decir, la cantidad de oscilación de la barra de corte se reduce), y el espacio entre la barra de corte y la pared de la perforación se elimina unilateralmente debido a la existencia de la cantidad de oscilación. (Ver Figura 3). En este momento, la cabeza del eje está sesgada hacia un lado, y la raíz de montaje de la herramienta en el vástago y la pared del agujero mecanizado tienen un ángulo de inclinación con el eje del husillo. La herramienta es profunda en la pared del orificio con la amplitud de inclinación de la herramienta hasta que el diámetro del orificio mecanizado alcanza la cantidad máxima de oscilación de la barra de herramientas (ver Figura 4); Si el orificio de mecanizado aún necesita procesarse en este momento, el diámetro del orificio de mecanizado siempre se realiza por debajo de la cantidad máxima de oscilación del eje (ver Fig. 5). Es decir, una parte es un caso donde la campana está invertida y una parte es un agujero cilíndrico.
Figura 2 El cenador tiene una cierta cantidad de swing en la rotación de alta velocidad.
Figura 3 La tira de la plantilla tiene una eliminación unilateral del espacio en la pared del agujero
Figura 4 La apertura alcanza la oscilación máxima del eje.
Figura 5 La apertura de mecanizado se realiza en la cantidad máxima de oscilación del eje
Un mástil de borde de corte forma una antorcha en este caso, y este también es el caso cuando el mástil de dientes múltiples es poco rígido. La rigidez del vástago aparecerá como un destello, y la rigidez del vástago también aparecerá como un destello. La diferencia de contracción causada por el calor desigual de la pared del agujero causado por el proceso anterior hace que se forme la boca de la campana.
3, equipo
Algunas fallas del equipo también son una de las razones por las cuales el orificio de mecanizado tiene una boca de campana, como la intensificación de la vibración del eje principal; La dirección de alimentación de la herramienta en el torno CNC no es paralela al eje de rotación de la pieza de trabajo, y la punta de la herramienta no es igual al centro de la parte giratoria; Además, la falla del miembro auxiliar, como el desgaste severo del manguito de perforación, hace que disminuya la acción de centrado de la herramienta de mecanizado y que aumente la cantidad de oscilación.
4, el espacio en blanco
La pared del agujero del agujero mecanizado tiene una gran diferencia (forma de mesa redonda), y una vez que la herramienta se pasiva, la cantidad de rebote de la pared del agujero al final del proceso es diferente para formar una boca de campana; El material de la pared del agujero tiene un grado diferente de soltura en los lados superior e inferior, lo que conduce a un aumento en la cantidad de rebote de la pared del agujero durante el procesamiento y forma una boca de campana.
5, líquido refrigerante
Cuando el calor recibido por la pared del agujero y el calor generado por la herramienta no están equilibrados durante el procesamiento, la cantidad de expansión de la pared del agujero es diferente. Por ejemplo, el efecto de enfriamiento del refrigerante en el orificio de la herramienta y la pared del orificio cuando se mecaniza el orificio pasante no es bueno cuando se procesa el orificio ciego. De esta manera, una vez que el calor generado por la herramienta cambia mucho durante el procesamiento, el orificio del orificio de procesamiento y el orificio del orificio de procesamiento se calientan de manera diferente, lo que puede hacer que aparezca el orificio de la campana en el orificio de procesamiento.
IV. Método para eliminar el fenómeno de la boca de campana
Para la boca de la campana del agujero mecanizado, debemos corregir el modo de falla y las consecuencias del análisis, la causa del problema y eliminar la apariencia de la boca de la campana. Específicamente, podemos intentar resolverlo a partir de los siguientes aspectos.
1, el proceso
Cuando los agujeros de mecanizado no son razonables en el proceso de los procesos delantero y trasero, los pasos de trabajo, los parámetros de corte, etc., los agujeros de campana pueden aparecer en los agujeros de mecanizado. Por ejemplo, no existe una regla de uso fijo para los parámetros de corte: en la producción real, los parámetros de corte que se usaron originalmente normalmente no pueden cumplir con los requisitos de procesamiento de manera efectiva. El punto de cambio es el lote en blanco del proveedor en blanco o el blanco suministrado por el nuevo proveedor de fundición en blanco, lo que da como resultado un orificio ensanchado en el orificio mecanizado. Por ejemplo, después del mecanizado del manguito de la bomba del cilindro de una determinada línea de cilindro, la boca de la campana y la vida útil de la herramienta no cumplen con los requisitos establecidos. El diámetro del orificio de la manga de la bomba es 29.72 + 0.05 mm, y la condición del orificio es el orificio pasante. La diferencia entre los diámetros delantero y trasero de la boca de la campana es 0.01 ~ 0.02 mm, y la vida útil de la herramienta se reduce de 1800 piezas a 800 piezas.
Información sobre el agujero: herramienta, escariador de carburo;
Velocidad: 225r / min;
Velocidad de alimentación: 100 mm / min;
Avance por diente: 0.056 mm / z;
Dientes de herramienta: 8.
Debido a que es una línea de máquina especial, la velocidad del husillo no se puede ajustar, por lo que tratamos de resolver el fenómeno de la boca de la campana modificando la velocidad de avance. La alimentación modificada por diente se incrementa a 0,10 mm / z. Al ajustar la alimentación por diente del escariador, el fenómeno de la boca de la campana finalmente se elimina y la vida útil de la herramienta anterior se restablece, es decir, de aproximadamente 800 piezas a 1800 piezas.
2, la herramienta
La herramienta es una de las principales causas del brote. Por lo tanto, los cuchillos se pueden usar para eliminar el fenómeno de boca de campana del orificio mecanizado, y el medicamento se puede remediar de acuerdo con la causa del fallo de la herramienta, que se puede implementar en varios aspectos:
(1) La rigidez del mástil satisface: El aburrido observó cuando la resistencia de diseño, seleccionar los materiales apropiados para satisfacer la barra de taladrar en el procesamiento de oscilación se reduce al mínimo;
(2) ángulo de corte correcto: Cuando existe una diferencia en la cantidad de rebote de la pared del agujero causada por el grosor desequilibrado de la pared en blanco de la pieza en bruto, se selecciona el ángulo de desviación principal de 75 a 90 para reducir la fuerza de presión radial del cortador en la pared del agujero, y se puede evitar el defecto de la boca de la campana;
(3) Use una vida razonable: El borde de la herramienta se establece en un valor de vida útil razonable para garantizar la nitidez en el proceso de corte y eliminar la extrusión de la pared del agujero y los defectos de desequilibrio térmico causados por la pasivación de la herramienta;
(4) Preste atención a los detalles de la operación: El operador presta atención a todos los aspectos de los detalles al ajustar la herramienta. Tales como la garantía de la precisión de sujeción de la herramienta, el borde del borde de rectificado y el control de la situación del cono.
3, equipo
Realice el mantenimiento de rutina del equipo, como pruebas periódicas de vibración del eje principal; Verifique regularmente el equipo auxiliar del equipo; la protección posicional de los procesos delantero y trasero.
4, el espacio en blanco
La diferencia entre los márgenes superior e inferior del orificio de procesamiento del blanco es grande. Para este tipo de defecto, el proveedor de piezas en bruto puede aumentar el grosor de la pared del agujero tanto como sea posible de acuerdo con el dibujo en blanco, lo que puede reducir la deformación de la pared del agujero mecanizado. Bajo la premisa de que el blanco no se puede cambiar, los requisitos de mecanizado se pueden cumplir cambiando el ángulo de avance de la herramienta, estableciendo la vida útil de la herramienta de manera razonable o seleccionando una herramienta más afilada.
5, líquido refrigerante
Cuando se produce un alto calor de corte durante el mecanizado del orificio, la presión del refrigerante se selecciona tanto como sea posible, de modo que la disipación de calor durante el mecanizado sea suficiente para garantizar un enfriamiento rápido del filo de la herramienta y la pared del orificio de mecanizado.
Sin embargo, cuando no se puede elevar la presión del refrigerante del equipo de procesamiento, podemos elegir reducir el número de dientes para optimizar el grado de enfriamiento de cada diente. Por ejemplo, las 8 cuchillas del escariador se reducen a 6 cuchillas, y el número de dientes se reduce. Elija mantener la alimentación por diente (cuando el ciclo del proceso no afecte a la premisa) o aumente la alimentación para eliminar el fenómeno de ensanchamiento causado por el calor de la pared del orificio que es demasiado alto.




