electrodo en forma de Fresado superficie libre
Grafito electrodo de alta velocidad de desbaste y acabado de las estrategias son diferentes. Se debe permanecer generalmente áspero acabado es menos margen, de manera que cuando la herramienta de corte de pequeño diámetro, alimentación debe ser alto (corte de alimentación y pasa a la alimentación). En la premisa de minimizar el desgaste de la herramienta, se obtiene un volumen de corte de unidad alto y una cantidad efectiva de corte de un solo filo, y la cantidad de corte residual debe cumplir con los requisitos de acabado: El objetivo del acabado es obtener la mayor calidad de mecanizado con el menor tiempo de mecanizado. La relación entre la mejor calidad de superficie y el mínimo desgaste de la herramienta debe optimizarse. Al procesar, se debe aumentar la velocidad de procesamiento y se debe acortar el tiempo de procesamiento para minimizar la inestabilidad del proceso de procesamiento causada por el cambio en la cantidad de corte y maximizar la vida útil de la herramienta.
La estrategia de mecanizado de alta velocidad de los electrodos formadores de superficie libre consiste principalmente en optimizar la trayectoria de mecanizado de corte teniendo en cuenta el margen de mecanizado local.
I. Desbaste de fresado
Los electrodos de grafito generalmente se realizan en materiales monolíticos. El margen de mecanizado es fácil de describir y su objetivo de mecanizado es eliminar la mayor cantidad de material en el menor tiempo. El desbaste puede ser perfilado o contorneado (Figura 11). La fresadora de copia utiliza fresas de punta esférica. Tanto la profundidad de corte como el ancho de corte están cambiando. Pequeña profundidad de corte, rápido desgaste de la herramienta y largo tiempo de procesamiento: La fresadora de contornos adopta una fresa de fondo plano, con un tiempo de procesamiento corto y un bajo desgaste de la herramienta. En el fresado de contornos, el fresado se puede realizar a lo largo de la trayectoria de la envolvente. Es decir, la superficie de mecanizado se alimenta en zigzag y luego se procesa, el ancho de corte es fijo, no hay mucha reciprocidad y se puede lograr un gran avance mediante una aceleración rápida. El procesamiento a lo largo de la trayectoria del contorno utiliza métodos de procesamiento tradicionales para procesar secuencialmente las superficies de contorno locales. La calidad del proceso de desbaste depende de la programación de CN de acuerdo con la función de contorno de la superficie de la herramienta, lo que permite un fresado rápido y fácil a lo largo del contorno del sobre.
Material de trabajo: EK85
Tamaño de piedra: 13 mm:
Herramienta: fresa de punta esférica, D = 10 mm, Z = 2
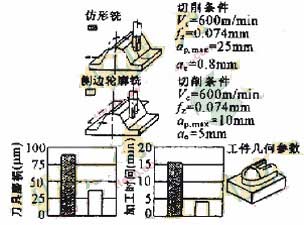
Figura 11 Comparación de fresado de Fresado de copia de contornos
II. Acabado de fresado
El acabado debe hacer que el proceso sea estable, con pequeños errores de forma y buena calidad de superficie, y al mismo tiempo, la cantidad de desgaste de la herramienta es pequeña. El desgaste de la herramienta y los costos de mecanizado son consideraciones importantes. En el acabado, se debe considerar la influencia de la dirección de fresado en la precisión del mecanizado y la calidad de la superficie para el procesamiento del ángulo de flexión, que está relacionado con la carga de la herramienta y la vibración de la máquina. Al fresar a lo largo de una superficie curva, se producirá brochado (corte hacia arriba) o perforación (corte hacia abajo). La deformación de la herramienta causará una desviación del contorno de la pieza de trabajo (Figura 12). La desviación del contorno de la perforación y el fresado es menor que la del brochado, y la desviación del contorno del fresado en sentido antihorario es mejor que el fresado en sentido horario. Por lo tanto, considerando las condiciones críticas de la calidad de la herramienta y la estabilidad y confiabilidad del proceso de mecanizado, la mejor estrategia para fresar a lo largo de un contorno plano es utilizar una combinación de fresado en sentido antihorario y fresado de contorno plano. Además, en el fresado en el sentido de las agujas del reloj, la vida útil de la herramienta de corte del fresado de contornos de envolvente es más larga que la de la perforación y el fresado, y son similares en el fresado en sentido contrario a las agujas del reloj.
Material de trabajo: EK85
Tamaño de grano: 13 mm
Tamaño de partícula de grafito: D = 6 mm, Ik = 50 mm
Material de herramienta: Carbide K10
Condiciones de corte: Vc = 600 m / min, fz = 0.044 mm, Rth = 10? M
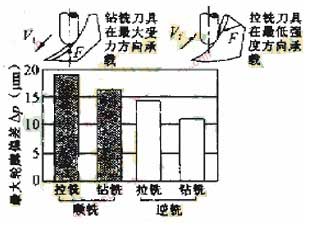
Figura 2 Brochado y estrategias de acabado de fresado de perforación
La estrategia de mecanizado de alta velocidad de los electrodos formadores de superficie libre consiste principalmente en optimizar la trayectoria de mecanizado de corte teniendo en cuenta el margen de mecanizado local.
I. Desbaste de fresado
Los electrodos de grafito generalmente se realizan en materiales monolíticos. El margen de mecanizado es fácil de describir y su objetivo de mecanizado es eliminar la mayor cantidad de material en el menor tiempo. El desbaste puede ser perfilado o contorneado (Figura 11). La fresadora de copia utiliza fresas de punta esférica. Tanto la profundidad de corte como el ancho de corte están cambiando. Pequeña profundidad de corte, rápido desgaste de la herramienta y largo tiempo de procesamiento: La fresadora de contornos adopta una fresa de fondo plano, con un tiempo de procesamiento corto y un bajo desgaste de la herramienta. En el fresado de contornos, el fresado se puede realizar a lo largo de la trayectoria de la envolvente. Es decir, la superficie de mecanizado se alimenta en zigzag y luego se procesa, el ancho de corte es fijo, no hay mucha reciprocidad y se puede lograr un gran avance mediante una aceleración rápida. El procesamiento a lo largo de la trayectoria del contorno utiliza métodos de procesamiento tradicionales para procesar secuencialmente las superficies de contorno locales. La calidad del proceso de desbaste depende de la programación de CN de acuerdo con la función de contorno de la superficie de la herramienta, lo que permite un fresado rápido y fácil a lo largo del contorno del sobre.
Material de trabajo: EK85
Tamaño de piedra: 13 mm:
Herramienta: fresa de punta esférica, D = 10 mm, Z = 2
Figura 11 Comparación de fresado de Fresado de copia de contornos
II. Acabado de fresado
El acabado debe hacer que el proceso sea estable, con pequeños errores de forma y buena calidad de superficie, y al mismo tiempo, la cantidad de desgaste de la herramienta es pequeña. El desgaste de la herramienta y los costos de mecanizado son consideraciones importantes. En el acabado, se debe considerar la influencia de la dirección de fresado en la precisión del mecanizado y la calidad de la superficie para el procesamiento del ángulo de flexión, que está relacionado con la carga de la herramienta y la vibración de la máquina. Al fresar a lo largo de una superficie curva, se producirá brochado (corte hacia arriba) o perforación (corte hacia abajo). La deformación de la herramienta causará una desviación del contorno de la pieza de trabajo (Figura 12). La desviación del contorno de la perforación y el fresado es menor que la del brochado, y la desviación del contorno del fresado en sentido antihorario es mejor que el fresado en sentido horario. Por lo tanto, considerando las condiciones críticas de la calidad de la herramienta y la estabilidad y confiabilidad del proceso de mecanizado, la mejor estrategia para fresar a lo largo de un contorno plano es utilizar una combinación de fresado en sentido antihorario y fresado de contorno plano. Además, en el fresado en el sentido de las agujas del reloj, la vida útil de la herramienta de corte del fresado de contornos de envolvente es más larga que la de la perforación y el fresado, y son similares en el fresado en sentido contrario a las agujas del reloj.
Material de trabajo: EK85
Tamaño de grano: 13 mm
Tamaño de partícula de grafito: D = 6 mm, Ik = 50 mm
Material de herramienta: Carbide K10
Condiciones de corte: Vc = 600 m / min, fz = 0.044 mm, Rth = 10? M
Figura 2 Brochado y estrategias de acabado de fresado de perforación




