Mecanizado de agujeros para bloques de cilindros y piezas de caja
El procesamiento de los orificios de los pasadores de posicionamiento de las partes del cilindro, como el bloque de cilindros y la culata, siempre ha sido un proceso clave. La característica notable de las partes de la caja es que el proceso es complicado y se requiere el contenido de procesamiento. Las partes deben ser procesadas por múltiples máquinas herramienta, múltiples procesos y procesamiento repetido. Dado que el orificio del pasador de posicionamiento es la principal referencia de posicionamiento de la máquina herramienta de procesamiento, la precisión de mecanizado de la pieza tipo caja depende en gran medida de la precisión del orificio del pasador de posicionamiento, especialmente la precisión posicional del orificio del pasador de posicionamiento. También afecta la precisión de procesamiento de otros procesos y el rendimiento de la máquina completa (como los motores automotrices). Por lo tanto, varios fabricantes en el país y en el extranjero están trabajando arduamente para mejorar la precisión del procesamiento del orificio del pasador de posicionamiento y buscan el mejor método de procesamiento. La precisión de la posición de mecanizado del orificio del pasador de posicionamiento extraño se ha incrementado desde el pasado ± 0.03 mm (también algunos ± 0.05 mm) hasta la corriente ± 0.02 ~ ± 0.025 mm, y el individuo es ± 0.015 mm. La precisión posicional del orificio del pasador de posicionamiento actual en China ha alcanzado ± 0.025 ~ ± 0.03 mm, que es ligeramente inferior a la de los países extranjeros. Con el desarrollo de la industria del automóvil, la industria del automóvil de China también entrará en las filas del mundo, y estos valores deben alcanzar el nivel avanzado en los países extranjeros. Por lo tanto, la forma de mejorar la precisión de procesamiento del orificio del pasador de posicionamiento es de gran importancia.
I. Método de procesamiento de orificio de pasador de posicionamiento
En la actualidad, los métodos de procesamiento de los dos agujeros de pasador de posicionamiento de las piezas de la cavidad de la caja adoptan el proceso de perforación, escariado o el proceso de perforación, expansión y escariado del manguito guía de plantilla. La herramienta funciona bajo la guía del manguito guía, y el cortador y el manguito guía se mueven uno con respecto al otro, y hay un espacio, y la precisión posicional que generalmente se puede lograr es de ± 0.05 mm. El nuevo manguito guía garantiza una precisión ligeramente mayor, pero disminuye gradualmente con el desgaste continuo del manguito guía. En general, la precisión posicional de los dos orificios del pasador de posicionamiento solo se puede asegurar de manera estable entre ± 0.05 y ± 0.08 mm. Para mejorar la precisión posicional de este proceso, muchos fabricantes de motores han adoptado una variedad de medidas, que son aproximadamente las siguientes:
1. Mejore la precisión del orificio de guía de la plantilla de perforación con una precisión de coordenadas de ± 0.005.
2. La longitud de guía del manguito de la guía de extensión es L / d> 3 ~ 5, la precisión de coincidencia del manguito de la guía es H6 / g5 y el error de forma no es superior a 0,005.
3. Minimice la distancia entre el manguito guía y el orificio de mecanizado.
4. Para garantizar la precisión de posicionamiento de la plantilla, se utiliza el método de sobreposicionamiento (3 a 6 pines cilíndricos) para fijar la plantilla.
Al adoptar estos métodos, la precisión posicional del orificio del pasador de posicionamiento se puede mejorar relativamente, pero para garantizar o mejorar la precisión de guía de la plantilla de perforación, el accesorio debe desmontarse y corregirse periódicamente.
El orificio inferior de la plantilla controla el espacio libre de ajuste de la guía de broca. Primero, determinando los espacios necesarios para que cada casquillo guía se adapte a la precisión de mecanizado del proceso. El segundo es seleccionar de acuerdo con la situación de producción real y el tamaño real de la parte guía del escariador. El mantenimiento frecuente de la parte del accesorio causó mucho trabajo de desmontaje, montaje y ajuste, lo que trajo dificultades para el mantenimiento y la gestión.
La precisión de procesamiento del orificio del pasador de posicionamiento extraño es de ± 0.02 ~ ± 0.025 mm, que generalmente es procesado por una máquina herramienta CNC o un centro de mecanizado. Algunos fabricantes también utilizan un método de mecanizado con un casquillo guía de carburo: el orificio guía del casquillo guía coincide con el cortador y el casquillo guía está cerca de la superficie de la pieza de trabajo para mejorar la precisión posicional del mecanizado del orificio. Pero de esta manera la herramienta se desgasta rápidamente. En resumen, estos métodos de procesamiento pueden garantizar la precisión posicional del procesamiento del orificio del pasador de posicionamiento, pero aumentan considerablemente la inversión del equipo.
II. Máquina de mecanizado de orificios de pasador
La máquina de procesamiento de orificio de pasador de posicionamiento de culata diseñada adopta perforación rígida y nueva tecnología.
Se realizó una gran cantidad de trabajo experimental antes del diseño, incluida la influencia de la velocidad de corte de la herramienta en el desplazamiento de la perforación, la influencia de la velocidad de alimentación de la herramienta en el desplazamiento de la perforación y la influencia del grado de proyección de la herramienta l en el desplazamiento de la perforación.
Los experimentos han demostrado que solo el saliente de la herramienta l tiene un efecto en el desplazamiento del pozo, y otros factores tienen poco efecto (pueden ignorarse en condiciones normales).
Un diagrama de prueba de perforación rígida se muestra en la Figura 1.
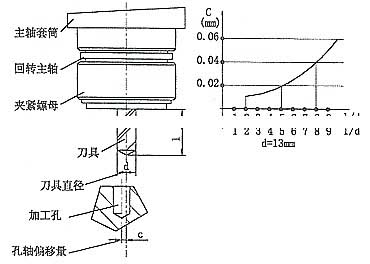
Figura 1 Tabla de prueba de perforación rígida
Nota: 1. l es la longitud del voladizo de la herramienta
2. Este experimento probado en una coordenada pin aburrido
3. El escariado puede corregir aún más el desplazamiento durante la perforación
Cuando la pieza de trabajo tiene un orificio inferior de antemano, se puede utilizar un orificio de precisión (o un orificio rígido) para mecanizar un orificio con una alta precisión posicional. Tales como: hacer agujeros en la coordenada pin aburrido.
Cuando la pieza de trabajo no tiene un orificio inferior y se requiere que la precisión de la posición de la perforación sea alta, el orificio central generalmente se perfora antes de la perforación para garantizar la precisión de la posición del orificio, pero la precisión del mecanizado no es tan buena como la anterior. Para garantizar que la máquina tenga una alta precisión de mecanizado de agujeros y sea adecuada para la producción en masa, se toman las siguientes medidas.
1. La broca corta y el escariador corto se utilizan para mejorar la rigidez del sistema de herramientas.
2. Cuatro cabezales de mandrinado que consisten en cabezales de mandrinado de eje único de alta precisión y alta rigidez (dos para taladrar y dos para escariar). El espacio del eje se puede ajustar (el espacio del eje se puede ajustar dentro de ± 0.005) para garantizar la posición del agujero con alta precisión y procesamiento de múltiples variedades.
3. Perforación y escariado con un banco de trabajo móvil de doble estación de alta rigidez.
4. El uso de mangas guía en el procesamiento tiene las siguientes ventajas:
a. Utilice taladros cortos y escariador corto. Cuando la parte de procesamiento está cerca del extremo del huso, la posición del orificio de procesamiento no se compensa fácilmente, y la precisión de la posición del orificio se garantiza fácilmente.
B. No hay desgaste de la guía, es fácil mantener una precisión de mecanizado estable durante mucho tiempo, y el costo de mantenimiento se reduce considerablemente.
c. La velocidad de corte de la herramienta se puede aumentar de 1 a 2 veces. Cuando se utiliza una broca de acero de alta velocidad para perforación rígida, la velocidad de corte puede alcanzar más de 40 m / min; Al perforar con una broca de carburo para perforación rígida, la velocidad de corte puede alcanzar más de 60 m / min. La productividad de la máquina ha mejorado mucho.
5, el uso de una estructura simple, buena apertura, observación fácil de operar, eliminación de virutas sin problemas, fácil mantenimiento del accesorio.
Debido a las medidas anteriores, la posición del orificio del pasador de posicionamiento procesada por la máquina herramienta es muy alta, alcanzando el nivel avanzado mundial.
2. Este experimento probado en una coordenada pin aburrido
3. El escariado puede corregir aún más el desplazamiento durante la perforación
Cuando la pieza de trabajo tiene un orificio inferior de antemano, se puede utilizar un orificio de precisión (o un orificio rígido) para mecanizar un orificio con una alta precisión posicional. Tales como: hacer agujeros en la coordenada pin aburrido.
Cuando la pieza de trabajo no tiene un orificio inferior y se requiere que la precisión de la posición de la perforación sea alta, el orificio central generalmente se perfora antes de la perforación para garantizar la precisión de la posición del orificio, pero la precisión del mecanizado no es tan buena como la anterior. Para garantizar que la máquina tenga una alta precisión de mecanizado de agujeros y sea adecuada para la producción en masa, se toman las siguientes medidas.
1. La broca corta y el escariador corto se utilizan para mejorar la rigidez del sistema de herramientas.
2. Cuatro cabezales de mandrinado que consisten en cabezales de mandrinado de eje único de alta precisión y alta rigidez (dos para taladrar y dos para escariar). El espacio del eje se puede ajustar (el espacio del eje se puede ajustar dentro de ± 0.005) para garantizar la posición del agujero con alta precisión y procesamiento de múltiples variedades.
3. Perforación y escariado con un banco de trabajo móvil de doble estación de alta rigidez.
4. El uso de mangas guía en el procesamiento tiene las siguientes ventajas:
a. Utilice taladros cortos y escariador corto. Cuando la parte de procesamiento está cerca del extremo del huso, la posición del orificio de procesamiento no se compensa fácilmente, y la precisión de la posición del orificio se garantiza fácilmente.
B. No hay desgaste de la guía, es fácil mantener una precisión de mecanizado estable durante mucho tiempo, y el costo de mantenimiento se reduce considerablemente.
c. La velocidad de corte de la herramienta se puede aumentar de 1 a 2 veces. Cuando se utiliza una broca de acero de alta velocidad para perforación rígida, la velocidad de corte puede alcanzar más de 40 m / min; Al perforar con una broca de carburo para perforación rígida, la velocidad de corte puede alcanzar más de 60 m / min. La productividad de la máquina ha mejorado mucho.
5, el uso de una estructura simple, buena apertura, observación fácil de operar, eliminación de virutas sin problemas, fácil mantenimiento del accesorio.
Debido a las medidas anteriores, la posición del orificio del pasador de posicionamiento procesada por la máquina herramienta es muy alta, alcanzando el nivel avanzado mundial.




