Spezifikation fuer die Bearbeitbarkeit von Blechbauteilen
1 Geltungsbereich und Einführung
1.1 Geltungsbereich
Diese Spezifikation legt die Verarbeitungsanforderungen fest, die bei der Konstruktion von Blechkonstruktionen zu beachten sind.
Diese Spezifikation gilt für die Verarbeitungsanforderungen, die bei der Bemessung von Blechkonstruktionen zu beachten sind.
1.2 Einleitung
Die Bauteile unserer Produkte bestehen hauptsächlich aus Blechwerkstoffen. Die Geometrie, Größe und Präzision dieser Stanzteile haben einen großen Einfluss auf den Stanzprozess. Die Stanzteile verfügen über eine gute Verarbeitungstechnologie, die vorteilhaft ist, um Materialien zu sparen, Prozesse zu reduzieren, die Lebensdauer der Form und die Produktqualität zu verbessern und gleichzeitig die Produktkosten effektiv zu senken.
Nach den grundlegenden Verarbeitungsmethoden von Blechteilen, wie Stanzen, Biegen, Strecken und Umformen. Diese Spezifikation schlägt Einschränkungen für die strukturelle Gestaltung von Blechteilen vor, indem die Prozessanforderungen dargelegt werden, die bei jeder Art der Verarbeitung zu beachten sind.
1.3 Stichwörter
Blech, Stanzen, Biegen, Strecken, Formen, Schachteln, Mindestbiegeradius, Grate, Rückprall, Sackgasse
2 Normative Verweisungen
Die Ausdrücke in den folgenden Dokumenten werden durch Bezugnahme auf diese Spezifikation zu den Ausdrücken dieser Spezifikation. Bei datierten Verweisungen gelten alle nachfolgenden Änderungen (ohne Errata-Inhalt) oder Überarbeitungen nicht für diese Spezifikation. Vertragsparteien, die Vereinbarungen auf der Grundlage dieses Kodex treffen, werden jedoch aufgefordert, zu prüfen, ob die neuesten Versionen dieser Dokumente verwendet werden können. Bei undatierten Verweisungen gilt die letzte Ausgabe für diese Spezifikation.
3 Biegen
Das Biegen wird in gewöhnliches Stanzen und Präzisionsstanzen unterteilt. Aufgrund unterschiedlicher Verarbeitungsmethoden sind auch die Verarbeitungseigenschaften von Stanzteilen unterschiedlich. Gegenwärtig verwenden die strukturellen Komponenten unserer Kommunikationsprodukte im Allgemeinen nur gewöhnliches Stanzen. Im Folgenden wird der Vorgang des Stanzens beschrieben. Er bezieht sich auf die Struktur eines normalen Biegevorgangs.
3.1 Form und Größe der Zuschnitte sind so einfach und symmetrisch wie möglich, damit der Verschnitt beim Layout minimiert wird.
Abbildung 3.1.1 Anordnung der Biegeteile
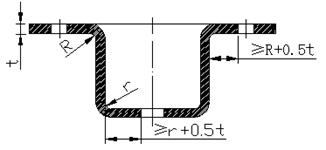
3.2 Die Form und das innere Loch des Biegeteils sollten scharfe Ecken vermeiden.
Am Gelenk der Geraden oder der Kurve muss eine Kreisbogenverbindung bestehen, und der Radius des Bogens beträgt R≥0,5 t. (t ist die Materialwandstärke)
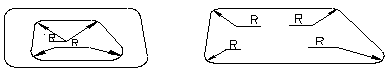
Abbildung 3.2.1 Mindestwert des Ausrundungsradius des Zuschnittes
3.3 Biegeteile sollten schmale Ausleger und Langlöcher vermeiden
Die Tiefe und Breite des konvexen oder konkaven Teils des Biegeelements sollte im Allgemeinen nicht weniger als 1,5 t betragen (t ist die Materialstärke). Gleichzeitig sollten schmale Schlitze und zu schmale Schlitze vermieden werden, um die Kantenfestigkeit des entsprechenden Teils der Form zu erhöhen. Siehe Abbildung 3.3.1.
Abbildung 3.3.1 Vermeiden schmaler Ausleger und Rillen
3.4 Stanzen wird für runde Löcher bevorzugt, und Stanzen erfordert eine Mindestgröße
Bei runden Löchern wird das Stanzen bevorzugt. Die Mindestgröße des Stempels hängt von der Form des Lochs, den mechanischen Eigenschaften des Materials und der Dicke des Materials ab.
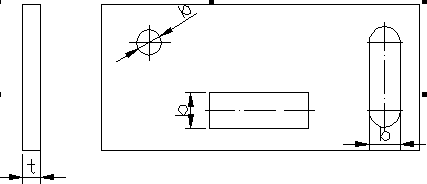
Abbildung 3.4.1 Beispiel für die Stempelform
* t ist die Materialstärke und die Mindeststanzgröße beträgt im Allgemeinen nicht weniger als 0,3 mm.
Tabelle 1 Liste der Mindestgröße für das Stanzen
3.5 Lochabstand und Lochrand
Der Mindestabstand von der Kante der Stanzkante des Teils hängt von der Form des Teils und der Bohrung ab, wie in Abbildung 3.5.1 dargestellt. Wenn die Kante der Stanzung nicht parallel zur Kante des Teils ist, darf der Mindestabstand nicht geringer sein als die Materialstärke t; bei Parallelschaltung muss sie mindestens 1,5 t betragen.
Abbildung 3.5.1 Schematische Darstellung des Lochabstands und des Lochabstands von Biegeteilen
3.6 Beim Biegen und Vertiefen von Teilen, die Löcher stanzen, sollte der Abstand zwischen der Lochwand und der geraden Wand in einem bestimmten Abstand gehalten werden.
Beim Biegen oder Tiefziehen sollte die Lochwand einen gewissen Abstand zur geraden Wand des Werkstücks haben (Abb. 3.6.1).
3.7 Schrauben, Bolzen und Durchgangslöcher Senksitz
Die konstruktiven Abmessungen der Schrauben, Bolzenlöcher und Senksitze sind in der folgenden Tabelle aufgeführt. Wenn für den Senkkopf der Senkschraube die Platte zu dünn ist, um gleichzeitig die Durchkontaktierung d2 und die Senkbohrung D zu gewährleisten, sollte die Durchkontaktierung d2 bevorzugt garantiert werden.

Tabelle 2 Durchgangsbohrungen für die Schrauben, Bolzen
3.8 Grenzwerte für Stanzgrate und Konstruktionszeichen
3.8.1 Grenzwerte für Stanzgrate
Der Grat des Stanzteils darf eine bestimmte Höhe nicht überschreiten. Der Grenzwert (mm) der Grathöhe des Stanzteils ist in der folgenden Tabelle angegeben.
* f-Level (Präzisionsklasse) für Teile mit höherer Nachfrage;
m-Niveau (mittlere Qualität) für Teile mit mittlerer Nachfrage;
Der g-Wert (grobe Qualität) gilt für Teile, die im Allgemeinen benötigt werden.
Tabelle 5 Grenzen der Grathöhe von Stanzteilen
3.8.2 Kennzeichnungsanforderungen für Grate in Konstruktionszeichnungen
* Richtung der rohen Kante: BRANDSEITE.
1.1 Geltungsbereich
Diese Spezifikation legt die Verarbeitungsanforderungen fest, die bei der Konstruktion von Blechkonstruktionen zu beachten sind.
Diese Spezifikation gilt für die Verarbeitungsanforderungen, die bei der Bemessung von Blechkonstruktionen zu beachten sind.
1.2 Einleitung
Die Bauteile unserer Produkte bestehen hauptsächlich aus Blechwerkstoffen. Die Geometrie, Größe und Präzision dieser Stanzteile haben einen großen Einfluss auf den Stanzprozess. Die Stanzteile verfügen über eine gute Verarbeitungstechnologie, die vorteilhaft ist, um Materialien zu sparen, Prozesse zu reduzieren, die Lebensdauer der Form und die Produktqualität zu verbessern und gleichzeitig die Produktkosten effektiv zu senken.
Nach den grundlegenden Verarbeitungsmethoden von Blechteilen, wie Stanzen, Biegen, Strecken und Umformen. Diese Spezifikation schlägt Einschränkungen für die strukturelle Gestaltung von Blechteilen vor, indem die Prozessanforderungen dargelegt werden, die bei jeder Art der Verarbeitung zu beachten sind.
1.3 Stichwörter
Blech, Stanzen, Biegen, Strecken, Formen, Schachteln, Mindestbiegeradius, Grate, Rückprall, Sackgasse
2 Normative Verweisungen
Die Ausdrücke in den folgenden Dokumenten werden durch Bezugnahme auf diese Spezifikation zu den Ausdrücken dieser Spezifikation. Bei datierten Verweisungen gelten alle nachfolgenden Änderungen (ohne Errata-Inhalt) oder Überarbeitungen nicht für diese Spezifikation. Vertragsparteien, die Vereinbarungen auf der Grundlage dieses Kodex treffen, werden jedoch aufgefordert, zu prüfen, ob die neuesten Versionen dieser Dokumente verwendet werden können. Bei undatierten Verweisungen gilt die letzte Ausgabe für diese Spezifikation.
| Nein. | Nummerierung | name |
| 1 | DKBA0.400.0023 | "Audit Process Normen" Rev1.0 Autor: Deng Ming, Zhou You Guang |
3 Biegen
Das Biegen wird in gewöhnliches Stanzen und Präzisionsstanzen unterteilt. Aufgrund unterschiedlicher Verarbeitungsmethoden sind auch die Verarbeitungseigenschaften von Stanzteilen unterschiedlich. Gegenwärtig verwenden die strukturellen Komponenten unserer Kommunikationsprodukte im Allgemeinen nur gewöhnliches Stanzen. Im Folgenden wird der Vorgang des Stanzens beschrieben. Er bezieht sich auf die Struktur eines normalen Biegevorgangs.
3.1 Form und Größe der Zuschnitte sind so einfach und symmetrisch wie möglich, damit der Verschnitt beim Layout minimiert wird.
Abbildung 3.1.1 Anordnung der Biegeteile
3.2 Die Form und das innere Loch des Biegeteils sollten scharfe Ecken vermeiden.
Am Gelenk der Geraden oder der Kurve muss eine Kreisbogenverbindung bestehen, und der Radius des Bogens beträgt R≥0,5 t. (t ist die Materialwandstärke)
Abbildung 3.2.1 Mindestwert des Ausrundungsradius des Zuschnittes
3.3 Biegeteile sollten schmale Ausleger und Langlöcher vermeiden
Die Tiefe und Breite des konvexen oder konkaven Teils des Biegeelements sollte im Allgemeinen nicht weniger als 1,5 t betragen (t ist die Materialstärke). Gleichzeitig sollten schmale Schlitze und zu schmale Schlitze vermieden werden, um die Kantenfestigkeit des entsprechenden Teils der Form zu erhöhen. Siehe Abbildung 3.3.1.
Abbildung 3.3.1 Vermeiden schmaler Ausleger und Rillen
3.4 Stanzen wird für runde Löcher bevorzugt, und Stanzen erfordert eine Mindestgröße
Bei runden Löchern wird das Stanzen bevorzugt. Die Mindestgröße des Stempels hängt von der Form des Lochs, den mechanischen Eigenschaften des Materials und der Dicke des Materials ab.
Abbildung 3.4.1 Beispiel für die Stempelform
|
Material |
Rundlochdurchmesser b |
Kurze Seitenbreite des rechteckigen Lochs b |
|
Hochkohlenstoffstahl |
1.3t |
1.0t |
|
Kohlenstoffarmer Stahl, Messing |
1.0t |
0.7t |
| Aluminium |
0.8t |
0.5t |
* t ist die Materialstärke und die Mindeststanzgröße beträgt im Allgemeinen nicht weniger als 0,3 mm.
Tabelle 1 Liste der Mindestgröße für das Stanzen
3.5 Lochabstand und Lochrand
Der Mindestabstand von der Kante der Stanzkante des Teils hängt von der Form des Teils und der Bohrung ab, wie in Abbildung 3.5.1 dargestellt. Wenn die Kante der Stanzung nicht parallel zur Kante des Teils ist, darf der Mindestabstand nicht geringer sein als die Materialstärke t; bei Parallelschaltung muss sie mindestens 1,5 t betragen.
Abbildung 3.5.1 Schematische Darstellung des Lochabstands und des Lochabstands von Biegeteilen
3.6 Beim Biegen und Vertiefen von Teilen, die Löcher stanzen, sollte der Abstand zwischen der Lochwand und der geraden Wand in einem bestimmten Abstand gehalten werden.
Beim Biegen oder Tiefziehen sollte die Lochwand einen gewissen Abstand zur geraden Wand des Werkstücks haben (Abb. 3.6.1).
Abbildung 3.6.1 Abstand zwischen dem Biegeteil, der Lochwand des Zugteils und der geraden Wand des Werkstücks
3.7 Schrauben, Bolzen und Durchgangslöcher Senksitz
Die konstruktiven Abmessungen der Schrauben, Bolzenlöcher und Senksitze sind in der folgenden Tabelle aufgeführt. Wenn für den Senkkopf der Senkschraube die Platte zu dünn ist, um gleichzeitig die Durchkontaktierung d2 und die Senkbohrung D zu gewährleisten, sollte die Durchkontaktierung d2 bevorzugt garantiert werden.
Tabelle 2 Durchgangsbohrungen für die Schrauben, Bolzen
3.8 Grenzwerte für Stanzgrate und Konstruktionszeichen
3.8.1 Grenzwerte für Stanzgrate
Der Grat des Stanzteils darf eine bestimmte Höhe nicht überschreiten. Der Grenzwert (mm) der Grathöhe des Stanzteils ist in der folgenden Tabelle angegeben.
| Material Wandstärke |
Materialzugfestigkeit (N / mm2)
|
|||||||||||
| >100~250 | >250~400 | >400~630 | >630 | |||||||||
| f | m | g | f | m | g | f | m | g | f | M | g | |
| >0.7 ~1.0 | 0.12 | 0.17 | 0.23 | 0.09 | 0.13 | 0.17 | 0.05 | 0.07 | 0.1 | 0.03 | 0.04 | 0.05 |
| >1.0 ~1.6 | 0.17 | 0.25 | 0.34 | 0.12 | 0.18 | 0.24 | 0.07 | 0.11 | 0.15 | 0.04 | 0.06 | 0.08 |
| >1.6 ~2.5 | 0.25 | 0.37 | 0.5 | 0.18 | 0.26 | 0.35 | 0.11 | 0.16 | 0.22 | 0.06 | 0.09 | 0.12 |
| >2.5 ~4.0 | 0.36 | 0.54 | 0.72 | 0.25 | 0.37 | 0.5 | 0.2 | 0.3 | 0.4 | 0.09 | 0.13 | 0.18 |
* f-Level (Präzisionsklasse) für Teile mit höherer Nachfrage;
m-Niveau (mittlere Qualität) für Teile mit mittlerer Nachfrage;
Der g-Wert (grobe Qualität) gilt für Teile, die im Allgemeinen benötigt werden.
Tabelle 5 Grenzen der Grathöhe von Stanzteilen
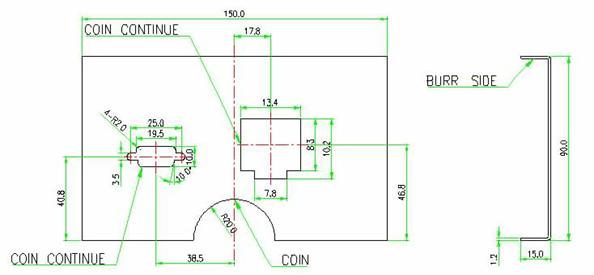
3.8.2 Kennzeichnungsanforderungen für Grate in Konstruktionszeichnungen
* Richtung der rohen Kante: BRANDSEITE.
* Teile, die Grate erfordern:
MÜNZE oder MÜNZE WEITER. Im Allgemeinen nicht die gesamte Struktur an allen Druckkanten brechen, was die Kosten erhöht. Im Falle der Verwendung von so viel wie möglich: freiliegende Fraktur; Eine scharfe Kante, die oft von einer menschlichen Hand berührt wird; ein Loch oder Schlitz, für das ein Kabel erforderlich ist; ein Abschnitt, der ein relatives Gleiten aufweist.
Abbildung 3.8.2.1 Beispiel für die Kennzeichnung von Graten in Konstruktionszeichnungen für Blechkonstruktionen
MÜNZE oder MÜNZE WEITER. Im Allgemeinen nicht die gesamte Struktur an allen Druckkanten brechen, was die Kosten erhöht. Im Falle der Verwendung von so viel wie möglich: freiliegende Fraktur; Eine scharfe Kante, die oft von einer menschlichen Hand berührt wird; ein Loch oder Schlitz, für das ein Kabel erforderlich ist; ein Abschnitt, der ein relatives Gleiten aufweist.
Abbildung 3.8.2.1 Beispiel für die Kennzeichnung von Graten in Konstruktionszeichnungen für Blechkonstruktionen




