Methode zum Fraesen des inneren Rillenbahnvorschubs
Schlüsselwörter: Fräsen Innennut, Förderbahn
Um die Oberflächenrauheit der Werkstückkonturoberfläche nach der Bearbeitung zu gewährleisten, sollte die endgültige Innenhohlraumkontur für die kontinuierliche Bearbeitung in der letzten Bearbeitung eingerichtet werden.
Die innere Rille bezieht sich auf eine flache untere Rille, die durch eine geschlossene Kurve begrenzt ist. Alle Schaftfräser werden mit Planfräsern bearbeitet. Der Radius der Fräserrundheit sollte den Zeichnungsanforderungen der inneren Nut entsprechen. Abb. 1-16 zeigt drei Vorschubwege zur Bearbeitung von Innennuten. Abb. 1-16 (a) und Abb. 1-16 (b) bearbeiten jeweils innere Rillen durch Linienschneiden und Ringschneiden. Der gemeinsame Punkt der beiden Zuführungswege besteht darin, dass sie den gesamten Bereich des inneren Hohlraums schneiden, keinen toten Winkel hinterlassen, die Kontur nicht beschädigen und die Überlappung der wiederholten Zuführung minimieren können. Der Unterschied besteht darin, dass der Vorschubweg des Reihenschneideverfahrens kürzer als der des Schleifenschneideverfahrens ist, das Reihenschneideverfahren jedoch einen verbleibenden Bereich zwischen dem Startpunkt und dem Endpunkt jedes Vorschubs belässt und die erforderliche Oberflächenrauheit nicht erhalten wird ; Die durch das Ringschneideverfahren erhaltene Oberflächenrauheit ist besser als beim Linienschneideverfahren, jedoch muss beim Ringschneideverfahren die Konturlinie nacheinander nach außen erweitert werden, und die Berechnung des Werkzeugpunkts ist etwas komplizierter. Verwenden Sie die in Abbildung 1-16 (c) gezeigte Vorschubroute, dh schneiden Sie zuerst den mittleren Teil durch Linienschneiden und schneiden Sie schließlich die Oberfläche der Kontur durch Ringschneiden, wodurch die gesamte Vorschubroute erstellt werden kann. Kürzere und bessere Oberflächenrauheit.
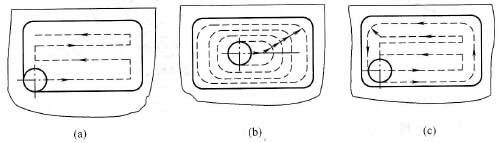
Abbildung 1-16 Vorschubweg für die Innennutbearbeitung
(a) Reihenschneideverfahren;
(b) Ringschneideverfahren;
(c) Reihenschneideverfahren mit zehn Ringen
Um die Oberflächenrauheit der Werkstückkonturoberfläche nach der Bearbeitung zu gewährleisten, sollte die endgültige Innenhohlraumkontur für die kontinuierliche Bearbeitung in der letzten Bearbeitung eingerichtet werden.
Die innere Rille bezieht sich auf eine flache untere Rille, die durch eine geschlossene Kurve begrenzt ist. Alle Schaftfräser werden mit Planfräsern bearbeitet. Der Radius der Fräserrundheit sollte den Zeichnungsanforderungen der inneren Nut entsprechen. Abb. 1-16 zeigt drei Vorschubwege zur Bearbeitung von Innennuten. Abb. 1-16 (a) und Abb. 1-16 (b) bearbeiten jeweils innere Rillen durch Linienschneiden und Ringschneiden. Der gemeinsame Punkt der beiden Zuführungswege besteht darin, dass sie den gesamten Bereich des inneren Hohlraums schneiden, keinen toten Winkel hinterlassen, die Kontur nicht beschädigen und die Überlappung der wiederholten Zuführung minimieren können. Der Unterschied besteht darin, dass der Vorschubweg des Reihenschneideverfahrens kürzer als der des Schleifenschneideverfahrens ist, das Reihenschneideverfahren jedoch einen verbleibenden Bereich zwischen dem Startpunkt und dem Endpunkt jedes Vorschubs belässt und die erforderliche Oberflächenrauheit nicht erhalten wird ; Die durch das Ringschneideverfahren erhaltene Oberflächenrauheit ist besser als beim Linienschneideverfahren, jedoch muss beim Ringschneideverfahren die Konturlinie nacheinander nach außen erweitert werden, und die Berechnung des Werkzeugpunkts ist etwas komplizierter. Verwenden Sie die in Abbildung 1-16 (c) gezeigte Vorschubroute, dh schneiden Sie zuerst den mittleren Teil durch Linienschneiden und schneiden Sie schließlich die Oberfläche der Kontur durch Ringschneiden, wodurch die gesamte Vorschubroute erstellt werden kann. Kürzere und bessere Oberflächenrauheit.
Abbildung 1-16 Vorschubweg für die Innennutbearbeitung
(a) Reihenschneideverfahren;
(b) Ringschneideverfahren;
(c) Reihenschneideverfahren mit zehn Ringen




