Drehen A356 Cast Aluminiumlegierung
Material: A356 Gießen Aluminiumlegierung;
Prozess: Drehen, Bohren, Reiben, Gewindeschneiden
Kunde: China Huaneng Group Co., Ltd.
Vorlaufzeit: 8 Tage
Produktteile folgen Abbildung:
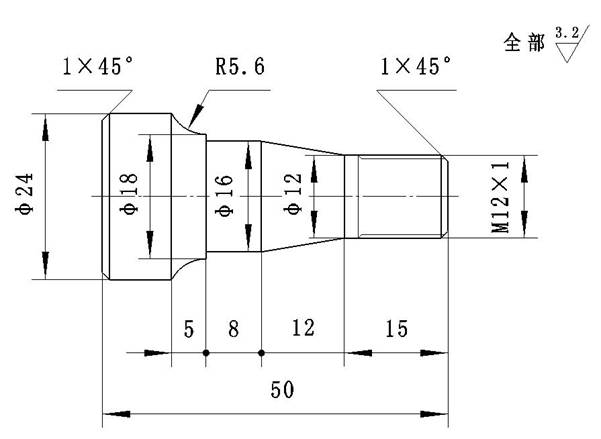
Herstellungsverfahren: Grobes und feines Drehen mit Nr. 1 äußerem Drehwerkzeug, Schneiden Sie das Gebrauch von Nr. 4 Trennmesser ab; Der Werkzeugwechselpunkt wird auf X50, Z100 eingestellt. Bitte bereiten Sie das Bearbeitungsprogramm gemäß den Systemanforderungen des GSK-980T vor.
| Programmierung Einstellungen | ||
| O 1002 ; | Beschreibung: | |
| N10 | G50 X50 Z100 ; | die Werkstück-Positioniereinrichtung Koordinatensystem mit Werkzeugwechselpunkten |
| N20 | M3 S560 ; | Spindelstart |
| N30 | T0101 ; | Ändern Sie das Messer Nr. 1 |
| N40 | G0 X25 Z2 ; | Bewegen Sie sich schnell zum Ausgangspunkt der Verarbeitung |
| N50 | G71 U0.8 R0.5 ; | Führen Sie einen zylindrischen Schruppzyklus durch |
| N60 | G71 P70 Q140 U0.5 W0.2 F100 ; | Residualkapazität x0.5 Z0.2, Vorschubgeschwindigkeit 100 mm / min |
| N70 | G0 X4.307 ; | Konturierende Startlinie |
| N80 | G1 Z0 F30 ; | Schlichtvorschub 30 |
| N90 | G3 X8.268 Z-1.722 R2 ; | |
| N100 | G1 X12 Z-15 ; | |
| N110 | W-5 ; | |
| N120 | X14 ; | |
| N130 | G2 X23.5 Z-30 R15 ; | |
| N140 | Z-45 ; | Konturverarbeitungsendzeile |
| N150 | G70 P70 Q140 ; | Abschlusszyklusausführung |
| N160 | G0 X50 Z100 ; | Werkzeugpunkt zurückgeben |
| N170 | T0404 ; | Ändern Sie das Schneidmesser Nr. 4 |
| N180 | G0 X26 Z-36 ; | Startplatz für den Startplatz |
| N190 | G1 X18 F10 ; | Einstechen |
| N200 | G4 X4 ; | Nutboden-Pause für 4 Sekunden |
| N210 | G0 X26 ; | |
| N220 | Z-40.1 ; | Positionieren des Startpunkts für das Schneiden, wobei 0,1 mm Rand gelassen wird |
| N230 | G1 X12 F15 ; | |
| N240 | G0 X20 ; | |
| N250 | Z-39 ; | Zurückziehen zum Startpunkt der Fase |
| N260 | G1 X16 Z-40 F10 ; | Endfase drehen |
| N270 | X0 F10 ; | Abschneiden, Vorschubgeschwindigkeit 10mm / min |
| N280 | G0 X50 Z100 ; | |
| N290 | M5 ; | Werkzeugspitze austauschen, Spindel stoppen |
| N300 | T0100 ; | Change back to the benchmark knife |
| N310 | M30 ; | Vorgang beenden |
1) Um die Starrheit des Drehens sicherzustellen, wenn Aluminiumlegierung gegossen wird, sollte im Allgemeinen der Teil des größeren Durchmessers zuerst drehen, und der Teil des kleineren Durchmessers sollte sich später drehen.
2) Beim Einstechen des Wellenwerkstücks sollte es vor dem Finisher erfolgen, um eine Verformung des Werkstücks zu verhindern.
3) Beim Feindrehen einer Gewindespindel. Im Allgemeinen sollte der gewindefreie Teil nach dem Gewindeschneiden fertig sein.
4) vor dem Bohren sollte die Stirnfläche des Werkstücks flachgedreht werden. Bohren Sie bei Bedarf zuerst das mittlere Loch.
5) Beim Bohren von tiefen Löchern meist die erste Bohrführungsbohrung.
6) Beim Drehen von (Φ10-Φ20) mm Löchern sollte der Durchmesser des Werkzeugschaftes das 0,6-0,7 fache des Durchmessers der bearbeiteten Bohrung betragen; Wenn ein Loch mit einem Durchmesser größer als Φ20 mm bearbeitet wird, sollte im Allgemeinen der Messerbalken mit einem Spannkopf verwendet werden.
7) Wenn Sie ein mehrgängiges Gewinde oder eine mehrgängige Schnecke drehen, führen Sie nach dem Einstellen des Austauschzahnrads einen Probeschnitt durch.
8) Wenn Sie den Drehautomaten verwenden, stellen Sie die relative Position des Werkzeugs und des Werkstücks entsprechend der Einstellkarte der Werkzeugmaschine ein. Nach der Einstellung ist es notwendig, das Probedrehen durchzuführen. Nachdem das erste Stück qualifiziert wurde, kann es bearbeitet werden; Während des Bearbeitungsprozesses wird immer auf den Verschleiß des Werkzeugs, die Werkstückgröße und die Oberflächenrauhigkeit geachtet.
9) in der vertikalen Drehmaschine, Drehzeit, wenn der Messerhalter justiert wird, verschieben Sie den Strahl nicht.
10) Wenn die relevante Oberfläche des Werkstücks Positionstoleranzen aufweist, wird das Drehen in einer einzigen Spannung so weit wie möglich durchgeführt.
11) Beim Drehen eines Stirnradzahnrohlings müssen die Bohrung und die Referenzstirnfläche in einer Aufspannung bearbeitet werden. Wenn nötig, sollte die Markierungslinie nahe dem Ende des Zahnrad-Indexkreises gezeichnet werden.




