Bearbeitung der Ventilspule Loch
Die Bearbeitung des Ventilblocks des Automatikgetriebe ventilkörpers des Automobils ist die anspruchsvollste Position im gesamten Bearbeitungsprozess der Kastenbohrung. Es wird bei der Verarbeitung von Ventilkörpern aus Aluminiumlegierungen mit einem üblichen Siliziumgehalt von 8% bis 16% verwendet. Das von UNIMERCO gebräuchliche Werkzeugschema ist eine Kombination aus zwei Schruppen und einem Schlichten.
Zunächst das Reiben der Grobbearbeitung
Es wird das gerade Schlitz-Reibmesser UM PCD verwendet (siehe Abbildung 4). Die Verarbeitungsgeschwindigkeit beträgt n = 8000 U / min und die Vorschubgeschwindigkeit Fn = 0,3 mm / min.

Figur 4 eine Querschnitt Schruppen Werkzeug und Werkstück
Die Hauptmerkmale des Reibwerkzeugs:
1. Gut bei der Verarbeitung mit Interferenzlöchern;
2, die Lichtreparatur und -führung ist sehr gut und stellt somit hohe Anforderungen an Rundheit, Zylindrizität und Glätte sicher;
3, mit ausgezeichneter Entgratungsfunktion, erfordert im Allgemeinen nicht einen speziellen Anschlussentgratungsprozeß;
4. Die Verarbeitungseffizienz beträgt normalerweise das 3- bis 8-fache der des geraden Rillenschneiders, wodurch sich die Geräte- und Personalkosten des Kunden direkt verringern.
II. Reiben Finishing
Der UM-PKD-Spiralnut-Reibahle wird verwendet, wie in Abbildung 5 gezeigt. Die Verarbeitungsgeschwindigkeit beträgt n = 10000 U / min und die Vorschubgeschwindigkeit Fn = 0,5 mm / min.
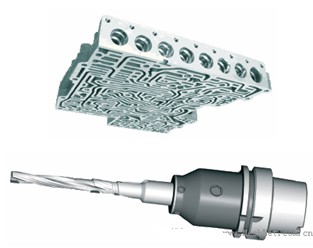
Abbildung 2 Schlichten Reibwerkzeug und Werkstückbild
Das Verarbeitungsschema "eine Grobbearbeitung und eine Schlichtbearbeitung" wird übernommen. Die bearbeitete Oberfläche des Werkstücks hat einen sehr guten Spiegeleffekt und die Oberflächenrauheit Ra kann von 0,08 bis 0,20 erreicht werden. Darüber hinaus kann die Standzeit vor dem Schleifen auf bis zu 80.000 Bohrungen stabilisiert werden.
Zunächst das Reiben der Grobbearbeitung
Es wird das gerade Schlitz-Reibmesser UM PCD verwendet (siehe Abbildung 4). Die Verarbeitungsgeschwindigkeit beträgt n = 8000 U / min und die Vorschubgeschwindigkeit Fn = 0,3 mm / min.
Figur 4 eine Querschnitt Schruppen Werkzeug und Werkstück
1. Gut bei der Verarbeitung mit Interferenzlöchern;
2, die Lichtreparatur und -führung ist sehr gut und stellt somit hohe Anforderungen an Rundheit, Zylindrizität und Glätte sicher;
3, mit ausgezeichneter Entgratungsfunktion, erfordert im Allgemeinen nicht einen speziellen Anschlussentgratungsprozeß;
4. Die Verarbeitungseffizienz beträgt normalerweise das 3- bis 8-fache der des geraden Rillenschneiders, wodurch sich die Geräte- und Personalkosten des Kunden direkt verringern.
II. Reiben Finishing
Der UM-PKD-Spiralnut-Reibahle wird verwendet, wie in Abbildung 5 gezeigt. Die Verarbeitungsgeschwindigkeit beträgt n = 10000 U / min und die Vorschubgeschwindigkeit Fn = 0,5 mm / min.
Abbildung 2 Schlichten Reibwerkzeug und Werkstückbild




