16 Arten von Metall-Stanzen Zeichnung Verarbeitungsmethoden Aluminiumprodukte Edelstahlverarbeitung
Die Verwendung von Stanzausrüstung für das Ziehformverfahren des Produkts, einschließlich: Stretch-Bearbeitung, Reverse-Drawing, Redrawing und Bügeln.
Stretch-Bearbeitung: Verwendung einer Druckplattenvorrichtung, unter Verwendung von Stanzdruck, des flachen Plattenmaterialteils oder der gesamten Einzieh-Eintiefungsform, so geformt wie ein Behälter mit einem Boden. Die Seitenwand des Behälters ist parallel zur Ziehrichtung, es ist eine einfache Stretchverarbeitung. Die Dehnungsverarbeitung von kegel- (oder pyramidenförmigen) Behältern, halbkugelförmigen Behältern, parabolischen Oberflächenbehältern usw. umfaßt auch eine Expansionsverarbeitung.
Neuzeichnen: Tiefziehen von Produkten, die nicht durch einstufiges Zeichenverfahren ausgeführt werden können. Das geformte Produkt muss erneut gedehnt werden, um die Tiefe des Formbehälters zu erhöhen.
Reverse Drawing: Das Werkstück wird zuerst gedehnt und dann rückwärts gereckt. Die Innenseite des Werkstücks wird zur Außenseite und der Außendurchmesser wird kleiner.
Bügeln: Verwenden eines Stempels, um den geformten Behälter in einen konkaven Hohlraum zu pressen, der etwas kleiner ist als der Außendurchmesser des Behälters, so dass der Außendurchmesser des Behälters mit Boden kleiner wird, während gleichzeitig das Ausdünnen der Wanddicke entfällt Abweichung der Wandstärke und macht die Oberfläche des Behälters glatt.
Die folgenden 16 Arten sind in der Stretchverarbeitung mit einem Stempelgerät enthalten:
1, runde zeichnung:
Stretch-Bearbeitung: Verwendung einer Druckplattenvorrichtung, unter Verwendung von Stanzdruck, des flachen Plattenmaterialteils oder der gesamten Einzieh-Eintiefungsform, so geformt wie ein Behälter mit einem Boden. Die Seitenwand des Behälters ist parallel zur Ziehrichtung, es ist eine einfache Stretchverarbeitung. Die Dehnungsverarbeitung von kegel- (oder pyramidenförmigen) Behältern, halbkugelförmigen Behältern, parabolischen Oberflächenbehältern usw. umfaßt auch eine Expansionsverarbeitung.
Neuzeichnen: Tiefziehen von Produkten, die nicht durch einstufiges Zeichenverfahren ausgeführt werden können. Das geformte Produkt muss erneut gedehnt werden, um die Tiefe des Formbehälters zu erhöhen.
Reverse Drawing: Das Werkstück wird zuerst gedehnt und dann rückwärts gereckt. Die Innenseite des Werkstücks wird zur Außenseite und der Außendurchmesser wird kleiner.
Bügeln: Verwenden eines Stempels, um den geformten Behälter in einen konkaven Hohlraum zu pressen, der etwas kleiner ist als der Außendurchmesser des Behälters, so dass der Außendurchmesser des Behälters mit Boden kleiner wird, während gleichzeitig das Ausdünnen der Wanddicke entfällt Abweichung der Wandstärke und macht die Oberfläche des Behälters glatt.
Die folgenden 16 Arten sind in der Stretchverarbeitung mit einem Stempelgerät enthalten:
1, runde zeichnung:
Dehnung von geflanschten zylindrischen Produkten. Der Flansch und der Boden sind beide in einer ebenen Form. Die zylindrische Seitenwand ist axialsymmetrisch. Die Verformung ist gleichmäßig auf dem gleichen Umfang verteilt und der Rohling am Flansch ist tiefgezogen und verformt.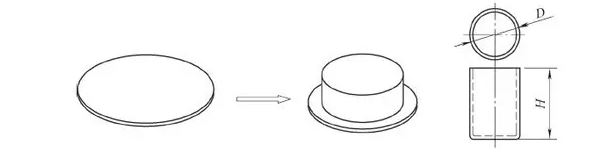
2, Ellipsenzeichnung: Die Verformung des Rohlings auf dem Flansch ist eine Zugverformung, aber der Verformungsbetrag und das Verformungsverhältnis ändern sich entsprechend entlang der Konturform. Je größer die Krümmung ist, desto größer ist die plastische Verformung des Rohlings. Umgekehrt gilt, je kleiner die Krümmung ist, desto kleiner ist die plastische Verformung des Rohlings.

3, rechteckige Zeichnung: einstufige Streckformung, niedrige rechteckige Stücke. Wenn sie gedehnt wird, ist der Dehnungswiderstand an der Ecke der Flanschverformungszone größer als der Dehnungswiderstand an der geraden Kante, und die Verformung an der abgerundeten Ecke ist größer als die Verformung an der geraden Kante.

4, Hill Zeichnung: Wenn die Seitenwand des Stanzteils geneigt ist, ist die Seitenwand während des Prägeprozesses frei und ist nicht sterben-angebracht. Die Form wird erst am Ende des Umformens angebracht. Die Verformungseigenschaften der verschiedenen Teile der Seitenwände sind nicht genau gleich.

6, mit Flansch-Halbkugel-Zeichnung: Wenn der Ball gestreckt wird, ist der Rohling in teilweisem Kontakt mit der kugelförmigen Oberseite des Stempels, und der Großteil des Rests befindet sich in einem freien, unbeschränkten, freien Zustand. Daher sind die Hauptprozessprobleme solcher kugelförmiger Teile: Es liegt an der starken Verdünnung des lokalen Kontaktabschnitts oder der Faltenbildung des gekrümmten Oberflächenabschnitts.


8, Flanschzeichnung: Führen Sie für die Flansche des vorgestreckten Produkts eine Winkelverlängerung durch. Diese Art der Verarbeitung erfordert eine gute Plastizität des Materials.

9, Tiefziehen: Extrudierte Produkte, die die Dehngrenze überschreiten, müssen nach zwei oder mehr Dehnungen fertiggestellt sein. Nach der ersten Streckstation in Tiefenrichtung des Produkts, Re-Stretching in der Tiefenrichtung. Breite Flanschverlängerungen, gestreckt auf den erforderlichen Flanschdurchmesser beim vorherigen Dehnen. Wenn es wieder gestreckt wird, bleibt der Flanschdurchmesser unverändert.

12. Oberflächenformung: Bildung einer gekrümmten Oberfläche Der äußere Flanschabschnitt des flachen Metallrohlings wird reduziert, und der innere Flanschabschnitt wird verlängert. Ein Stanzverfahren für ein hohlförmiges Produkt mit einer nicht geraden Wandung / nicht-ebenen Unterseite.

13, Schritt-Zeichnung: Das linke anfänglich gestreckte Produkt wird erneut gestreckt, um auf der rechten Seite einen abgestuften Boden zu bilden. Der tiefere Teil wird im Anfangsstadium des Streckformens verformt und der flachere Teil wird im späteren Streckungsstadium verformt. Die Seitenwand des abgestuften Abschnitts ist anfällig für eine Verformung, die durch Scherbeanspruchung induziert wird.

14, Reverse Drawing: Das im vorherigen Prozess gestreckte Werkstück wird revers gestreckt und ist eine Art Re-Recken. Das Reverse-Stretching-Verfahren kann die radiale Zugspannung erhöhen und kann bessere Ergebnisse bei der Verhinderung von Faltenbildung erhalten. Es ist auch möglich, die Dehnungskoeffizienten zu verbessern.

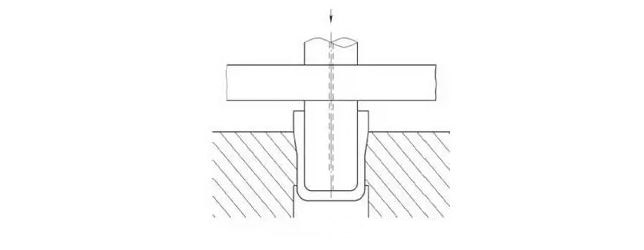
15, Bügeln: Anders als beim normalen Stretching verändert das Bügeln hauptsächlich die Dicke der Wand des Stretchteils während des Stretchings. Der Abstand zwischen konvexen und konkaven Formen ist kleiner als die Dicke des Rohlings. Der geradwandige Teil des Rohlings unterliegt beim Passieren des Spaltes einer großen gleichmäßigen Druckspannung, und die Wanddicke wird während des Streckvorgangs gedünnt. Beseitigen Sie die Abweichung der Dicke der Behälterwand, erhöhen Sie die Glätte der Behälteroberfläche, verbessern Sie die Genauigkeit und Festigkeit.
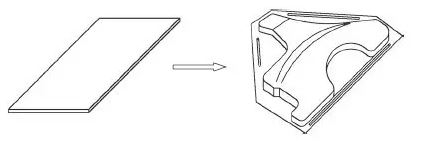
16, Panelzeichnung: Panelprodukte sind Blechstanzteile mit komplexen Oberflächenformen. Beim Streckvorgang wird der Rohling in einer komplizierten Weise verformt, und seine Formgebungseigenschaft ist keine einfache Verstreckungsformung, sondern eine Verbundverformung, bei der gleichzeitig gezogen und gequollen wird.
3, rechteckige Zeichnung: einstufige Streckformung, niedrige rechteckige Stücke. Wenn sie gedehnt wird, ist der Dehnungswiderstand an der Ecke der Flanschverformungszone größer als der Dehnungswiderstand an der geraden Kante, und die Verformung an der abgerundeten Ecke ist größer als die Verformung an der geraden Kante.
4, Hill Zeichnung: Wenn die Seitenwand des Stanzteils geneigt ist, ist die Seitenwand während des Prägeprozesses frei und ist nicht sterben-angebracht. Die Form wird erst am Ende des Umformens angebracht. Die Verformungseigenschaften der verschiedenen Teile der Seitenwände sind nicht genau gleich.
5. Hill Zeichnung: Die Verformung des Rohlings beim Umformprozess des kuppelförmigen Deckelelements ist keine einfache Zugverformung, sondern eine kombinierte Umformung, bei der gleichzeitig Verstreckung und Wölbung auftreten. Die Verformung des Rohlings auf der Pressfläche ist eine Zugverformung (Zugspannung in radialer Richtung und Druckspannung in tangentialer Richtung), während die Verformung des Rohlings innerhalb der Kontur (insbesondere im mittleren Bereich) eine Aufwölbung (sowohl radial als auch und tangential für Zugspannung).
6, mit Flansch-Halbkugel-Zeichnung: Wenn der Ball gestreckt wird, ist der Rohling in teilweisem Kontakt mit der kugelförmigen Oberseite des Stempels, und der Großteil des Rests befindet sich in einem freien, unbeschränkten, freien Zustand. Daher sind die Hauptprozessprobleme solcher kugelförmiger Teile: Es liegt an der starken Verdünnung des lokalen Kontaktabschnitts oder der Faltenbildung des gekrümmten Oberflächenabschnitts.
7, Flanschzeichnung: Das gestreckte Produkt des Flanschabschnitts, der flache Ziehprozess. Seine Belastungs- und Beanspruchungsbedingungen sind ähnlich denen von Kompressionsflanschen. Aufgrund der tangentialen Druckspannung treten wahrscheinlich Falten auf, so dass die Formgrenze hauptsächlich durch die Kompressionsfalten begrenzt ist.
8, Flanschzeichnung: Führen Sie für die Flansche des vorgestreckten Produkts eine Winkelverlängerung durch. Diese Art der Verarbeitung erfordert eine gute Plastizität des Materials.
9, Tiefziehen: Extrudierte Produkte, die die Dehngrenze überschreiten, müssen nach zwei oder mehr Dehnungen fertiggestellt sein. Nach der ersten Streckstation in Tiefenrichtung des Produkts, Re-Stretching in der Tiefenrichtung. Breite Flanschverlängerungen, gestreckt auf den erforderlichen Flanschdurchmesser beim vorherigen Dehnen. Wenn es wieder gestreckt wird, bleibt der Flanschdurchmesser unverändert.
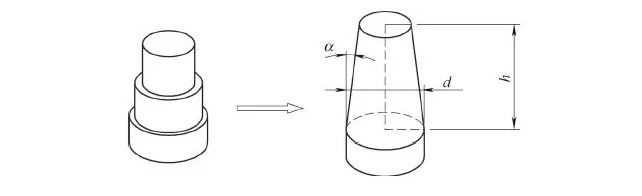
10, Kegeldehnung: Bei tiefen Kegeln mit h / d> 0,8 und α = 10 ° bis 30 ° ist die Verformung des Rohlings aufgrund der größeren Tiefe größer. Die Abhängigkeit von dem lokalen Bereich des Knüppels, der in Kontakt mit dem Stanzer ist, um die Umformkraft zu übertragen, kann leicht zu einer lokalen übermßigen Ausdünnung und Rißbildung des Knüppels führen, wodurch mehrere Übergänge zur allmählichen Bildung erforderlich werden. Das Schrittstreckverfahren besteht darin, zuerst den Rohling zu einem Stufenübergangsstück zu strecken, seine gestufte Form tangiert die innere Form des verjüngten Teils und wölbt sich später, um eine Verjüngung zu bilden. Die Anzahl der Dehnungsschritte, Prozesse usw. des Stufenübergangsstücks sind die gleichen wie die des Stufenzylinderstücks.
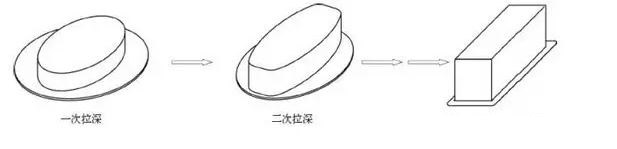
11, Rechteckiges Nachziehen: Mehrfache Streckformen, hohe rechteckige Stücke, die Verformung unterscheidet sich nicht nur von der Streckung des tiefen zylindrischen Teils, sondern auch sehr von der Verformung des unteren Schachtelelements. Mehrstationen-Automaten für die Bearbeitung von hohen rechteckigen Kästen Beim Mehrfachziehen ändern sich Form und Größe des Teils mit der Höhe der Streckung.
12. Oberflächenformung: Bildung einer gekrümmten Oberfläche Der äußere Flanschabschnitt des flachen Metallrohlings wird reduziert, und der innere Flanschabschnitt wird verlängert. Ein Stanzverfahren für ein hohlförmiges Produkt mit einer nicht geraden Wandung / nicht-ebenen Unterseite.
13, Schritt-Zeichnung: Das linke anfänglich gestreckte Produkt wird erneut gestreckt, um auf der rechten Seite einen abgestuften Boden zu bilden. Der tiefere Teil wird im Anfangsstadium des Streckformens verformt und der flachere Teil wird im späteren Streckungsstadium verformt. Die Seitenwand des abgestuften Abschnitts ist anfällig für eine Verformung, die durch Scherbeanspruchung induziert wird.
14, Reverse Drawing: Das im vorherigen Prozess gestreckte Werkstück wird revers gestreckt und ist eine Art Re-Recken. Das Reverse-Stretching-Verfahren kann die radiale Zugspannung erhöhen und kann bessere Ergebnisse bei der Verhinderung von Faltenbildung erhalten. Es ist auch möglich, die Dehnungskoeffizienten zu verbessern.
15, Bügeln: Anders als beim normalen Stretching verändert das Bügeln hauptsächlich die Dicke der Wand des Stretchteils während des Stretchings. Der Abstand zwischen konvexen und konkaven Formen ist kleiner als die Dicke des Rohlings. Der geradwandige Teil des Rohlings unterliegt beim Passieren des Spaltes einer großen gleichmäßigen Druckspannung, und die Wanddicke wird während des Streckvorgangs gedünnt. Beseitigen Sie die Abweichung der Dicke der Behälterwand, erhöhen Sie die Glätte der Behälteroberfläche, verbessern Sie die Genauigkeit und Festigkeit.
16, Panelzeichnung: Panelprodukte sind Blechstanzteile mit komplexen Oberflächenformen. Beim Streckvorgang wird der Rohling in einer komplizierten Weise verformt, und seine Formgebungseigenschaft ist keine einfache Verstreckungsformung, sondern eine Verbundverformung, bei der gleichzeitig gezogen und gequollen wird.




