Verformung von Spaenen beim Fraesen von Titanlegierungen
I. Spanmorphologie beim Fräsen von Titanlegierungen unter verschiedenen Medien
Beim Fräsen von Titanlegierungen mit hoher Geschwindigkeit unter verschiedenen Medien sind aufgrund der unterschiedlichen Reibungs- und Wärmeableitungsbedingungen zwischen dem Werkzeug und dem Span auch die Form und der Oberflächenzustand des Spanes unterschiedlich. Wie in Abbildung 2 gezeigt. Verglichen mit dem Trockenfräsen ist die Reibung zwischen dem Werkzeug und dem Span größer, die Temperatur im Fräsbereich ist höher, die Verformung des Spanes nach dem Durchlaufen der Spanfläche ist größer, die Streifenfalten auf der Spanfläche sind größer und die Ebenheit ist schlecht.
II. Spanmorphologie von Titanlegierungen bei unterschiedlichen Fräsgeschwindigkeiten
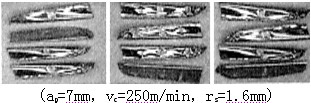
Beim Hochgeschwindigkeitsfrästest von Titanlegierungen ist die Analyse der bei unterschiedlichen Fräsgeschwindigkeiten erzeugten Spanmorphologie sehr unterschiedlich, weshalb die Fräsgeschwindigkeit einen größeren Einfluss auf die makroskopische Morphologie von Spänen hat. Abbildung 3 zeigt die Späne bei unterschiedlichen Fräsgeschwindigkeiten.
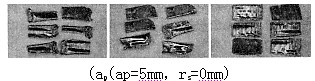
(ap (ap = 5 mm, rs = 0 mm)
Abb. 3 Spanmorphologie der Titanlegierung bei unterschiedlichen Mahlgeschwindigkeiten unter Luftölnebel
Aus der Analyse der obigen Figur kann geschlossen werden, dass die Spanform mit zunehmender Fräsgeschwindigkeit immer regelmäßiger wird. Insbesondere wenn die Fräsgeschwindigkeit nach Berechnung und Messung 300 m / min erreicht, liegen die Länge und Breite des Spans nahe am theoretischen Wert (der Verformungskoeffizient der Titanlegierung ist sehr klein und fast gleich 1 oder sogar kleiner als 1). Die Hauptursache für unregelmäßige Späne ist, dass je niedriger die Geschwindigkeit ist, desto länger die Kontaktzeit zwischen dem Span und dem Werkzeug ist, desto länger ist die Reibungszeit zwischen dem Span und dem Werkzeug, so dass die Verformung des Spanes bei niedrigerer Geschwindigkeit offensichtlicher ist. Je höher die Geschwindigkeit ist, desto kürzer ist die Zeit, in der der Span vom Werkzeug abgerieben wird, und desto weniger offensichtlich ist die Verformung des Spanes. Außerdem nimmt mit zunehmender Fräsgeschwindigkeit die Frästemperatur allmählich zu, der Reibungskoeffizient nimmt ab und die Reibungskraft auf die Späne nimmt ab. Je kleiner die Spanverformung ist.
III. Mikroanalyse der Spanverformung in Titanlegierungen
Aus 4 ist ersichtlich, dass die mikroskopische Morphologie der Chipoberfläche unter verschiedenen Medien unterschiedlich ist. Unter dem Stickstoff-Ölnebel-Medium gibt es einige Mikrorisse auf den Spänen (4 (c)), die hauptsächlich an den Kanten und Enden der Späne verteilt sind. Die meisten Mikrorisse verlaufen in der gleichen Richtung wie die Gleitrichtung der Späne entlang der Spanfläche (Bereich I in Fig. 5), und eine kleine Anzahl von Mikrorissen verläuft senkrecht zur Gleitrichtung der Titanlegierungsspäne (Bereich II in Fig. 5). Die Gründe für Mikrorisse in Spänen unter Stickstoffölnebelmedien können sein:
1. Stickstoffölnebel wird in den Schneidbereich gesprüht, wodurch sofort viel Wärme abgeführt wird, was zu thermischen Spannungen und thermischen Rissen in den Titanlegierungsspänen führt.
2. Stickstoff im Stickstoffölnebel reagiert chemisch mit Titan in den Titanlegierungsabschnitten, um ein sprödes Titannitrid zu bilden. Diese Titannitride sind auf der Oberfläche und im Inneren des Chips verteilt, wodurch der Chip unter starker Extrusion und Reibung anfällig für Sprödigkeit wird.

(ap = 7 mm, vc = 300 m / min, rs = 1,6 mm)
Abb. 4 REM-Aufnahme einer Teilfrontfläche von Titanlegierungsspänen unter verschiedenen Schneidmedien
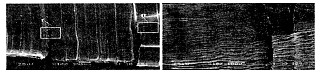
(ap (ap = 5 mm, vc = 300 m / min, rs = 1,6 mm)
Abb.5 REM-Aufnahme des Spanbruchbereichs einer Titanlegierung unter einem Stickstoffölnebelmedium
Weil Luft-Ölnebel auch beim Schneiden von Titanlegierungen viel Wärme abführt. Der Titanlegierungs-Chip weist jedoch keine Mikrorisse auf (4 (a)), so dass die erste Möglichkeit nicht zutrifft, sodass davon ausgegangen werden kann, dass die Mikrorisse durch das Vorhandensein von Stickstoff verursacht werden. Titanlegierungsspäne sind leicht spröde, was den Aufprall der Späne auf den Fräser verringert, wenn er durch die Spanfläche fließt, wodurch die Fräskraft bis zu einem gewissen Grad verringert wird.
IV. Metallographische Analyse von Titanlegierungsspänen
1. Vergleich von metallografischen Fotos
Während der Bildung von Titanlegierungsspänen ist die Plastizität des Materials größer. Durch die daraus resultierende Kaltverfestigung steigt die Beanspruchung der Scherschlupffläche des Chips und die Festigkeitsgrenze des Materials wird lokal erreicht. Zu diesem Zeitpunkt sind die Späne nur im oberen Teil gerissen und die unteren Teile sind noch verbunden, dh die Seite in der Nähe der Spanfläche ist glatt und die andere Seite ist sägezahnförmig und bildet einen konzentrierten Schergleitspan aus Titanlegierung.
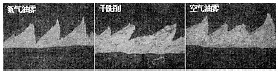
(ap (ap = 7 mm, vc = 300 m / min, rs = 1,6 mm)
Abb. 6 Metallografische Aufnahmen von Titanlegierungsspänen in verschiedenen Medien
6 zeigt, dass die Tendenz zur Knotung von Titanlegierungsspänen unter Stickstoffölnebel sehr offensichtlich ist, die Verbindung am Boden der Späne sehr selten geworden ist und manchmal die Chipknoten und -knoten fast getrennt sind. Die Tendenz zur Knotung von Titanlegierungsspänen unter Luftölnebel ist offensichtlicher als beim Trockenmahlen, aber nicht so gut wie bei Stickstoffölnebel.
Die Ursache für die Spanknotenbildung unter Stickstoff- und Luftnebel ist offensichtlicher als beim Trockenfräsen. Dies liegt daran, dass der Kühleffekt des Ölnebels die Plastizität der Titanlegierung auf der Schneid- und Gleitfläche des Chips verringert und der Chip leicht entlang der Gleitfläche abgeschert wird. Unter Stickstoffölnebel bildete sich aufgrund von Stickstoff und Titan sprödes TiN auf der Scherschlupfoberfläche. Bei hohen Geschwindigkeiten verstärkt die hohe Scherkraft den konzentrierten Scherschlupf der Späne, wodurch die Knoteneigenschaften der Späne hervorgehoben werden.
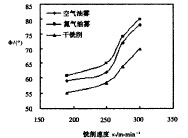
Abb. 7 Einfluss der Fräsgeschwindigkeit auf den Scherwinkel (r = 1,6)
2, Vergleich des Scherwinkels f
Fig. 7 ist eine graphische Darstellung des Scherwinkels f als Funktion der Geschwindigkeit. Die Figur zeigt, dass mit zunehmender Fräsgeschwindigkeit der Schneidwinkel von Titanlegierungsspänen in Luftölnebel, Stickstoffölnebel und Trockenfräsbedingungen eine zunehmende Tendenz aufweist, dh eine Tendenz zur Abnahme der Spanverformung. Dieser Trend verstärkt sich noch, wenn die Fräsgeschwindigkeit 275 m / min überschreitet. Es gibt zwei Hauptgründe für dieses Ergebnis, einer ist, dass die Verformungszeit der Titanlegierung verringert wird und die Verformung der Titanlegierung verringert wird; Andererseits hat die Spangeschwindigkeit einen Einfluss auf den mittleren Reibungskoeffizienten der Spanfläche: Beim Hochgeschwindigkeitsschneiden ist der mittlere Reibungskoeffizient der Spanfläche umso kleiner, je höher die Schnittgeschwindigkeit ist. Wenn die Schnittgeschwindigkeit aufgrund der hohen Schnitttemperatur sehr hoch ist, wird die untere Schicht des Chips erweicht und bildet eine dünne, leicht lösliche Schicht. In diesem Fall hat die Änderung der Schnittgeschwindigkeit nur einen geringen Einfluss auf die Spanverformung.
Außerdem ist bei gleicher Geschwindigkeit der Spanwinkel unter dem Stickstoff-Ölnebel größer als der des Luft-Ölnebels. Der Grund dafür ist, dass das Vorhandensein von Titannitrid auf der Scherschlupfoberfläche von Titansplittern unter einem Stickstoffmedium die Plastizität der Scherschlupfoberfläche verringert. Späne sind anfälliger für plastische Instabilität während des konzentrierten Scherschlupfes, so dass die Spanverformung verringert und der Scherwinkel f verringert wird.
Beim Fräsen von Titanlegierungen mit hoher Geschwindigkeit unter verschiedenen Medien sind aufgrund der unterschiedlichen Reibungs- und Wärmeableitungsbedingungen zwischen dem Werkzeug und dem Span auch die Form und der Oberflächenzustand des Spanes unterschiedlich. Wie in Abbildung 2 gezeigt. Verglichen mit dem Trockenfräsen ist die Reibung zwischen dem Werkzeug und dem Span größer, die Temperatur im Fräsbereich ist höher, die Verformung des Spanes nach dem Durchlaufen der Spanfläche ist größer, die Streifenfalten auf der Spanfläche sind größer und die Ebenheit ist schlecht.
(ap = 7 mm, vc = 250 m / min, rs = 1,6 mm)
Abb. 2 Chipstatus der Titanlegierung unter verschiedenen Medien
Abb. 2 Chipstatus der Titanlegierung unter verschiedenen Medien
II. Spanmorphologie von Titanlegierungen bei unterschiedlichen Fräsgeschwindigkeiten
Beim Hochgeschwindigkeitsfrästest von Titanlegierungen ist die Analyse der bei unterschiedlichen Fräsgeschwindigkeiten erzeugten Spanmorphologie sehr unterschiedlich, weshalb die Fräsgeschwindigkeit einen größeren Einfluss auf die makroskopische Morphologie von Spänen hat. Abbildung 3 zeigt die Späne bei unterschiedlichen Fräsgeschwindigkeiten.
(ap (ap = 5 mm, rs = 0 mm)
Abb. 3 Spanmorphologie der Titanlegierung bei unterschiedlichen Mahlgeschwindigkeiten unter Luftölnebel
Aus der Analyse der obigen Figur kann geschlossen werden, dass die Spanform mit zunehmender Fräsgeschwindigkeit immer regelmäßiger wird. Insbesondere wenn die Fräsgeschwindigkeit nach Berechnung und Messung 300 m / min erreicht, liegen die Länge und Breite des Spans nahe am theoretischen Wert (der Verformungskoeffizient der Titanlegierung ist sehr klein und fast gleich 1 oder sogar kleiner als 1). Die Hauptursache für unregelmäßige Späne ist, dass je niedriger die Geschwindigkeit ist, desto länger die Kontaktzeit zwischen dem Span und dem Werkzeug ist, desto länger ist die Reibungszeit zwischen dem Span und dem Werkzeug, so dass die Verformung des Spanes bei niedrigerer Geschwindigkeit offensichtlicher ist. Je höher die Geschwindigkeit ist, desto kürzer ist die Zeit, in der der Span vom Werkzeug abgerieben wird, und desto weniger offensichtlich ist die Verformung des Spanes. Außerdem nimmt mit zunehmender Fräsgeschwindigkeit die Frästemperatur allmählich zu, der Reibungskoeffizient nimmt ab und die Reibungskraft auf die Späne nimmt ab. Je kleiner die Spanverformung ist.
III. Mikroanalyse der Spanverformung in Titanlegierungen
Aus 4 ist ersichtlich, dass die mikroskopische Morphologie der Chipoberfläche unter verschiedenen Medien unterschiedlich ist. Unter dem Stickstoff-Ölnebel-Medium gibt es einige Mikrorisse auf den Spänen (4 (c)), die hauptsächlich an den Kanten und Enden der Späne verteilt sind. Die meisten Mikrorisse verlaufen in der gleichen Richtung wie die Gleitrichtung der Späne entlang der Spanfläche (Bereich I in Fig. 5), und eine kleine Anzahl von Mikrorissen verläuft senkrecht zur Gleitrichtung der Titanlegierungsspäne (Bereich II in Fig. 5). Die Gründe für Mikrorisse in Spänen unter Stickstoffölnebelmedien können sein:
1. Stickstoffölnebel wird in den Schneidbereich gesprüht, wodurch sofort viel Wärme abgeführt wird, was zu thermischen Spannungen und thermischen Rissen in den Titanlegierungsspänen führt.
2. Stickstoff im Stickstoffölnebel reagiert chemisch mit Titan in den Titanlegierungsabschnitten, um ein sprödes Titannitrid zu bilden. Diese Titannitride sind auf der Oberfläche und im Inneren des Chips verteilt, wodurch der Chip unter starker Extrusion und Reibung anfällig für Sprödigkeit wird.
(ap = 7 mm, vc = 300 m / min, rs = 1,6 mm)
Abb. 4 REM-Aufnahme einer Teilfrontfläche von Titanlegierungsspänen unter verschiedenen Schneidmedien
(ap (ap = 5 mm, vc = 300 m / min, rs = 1,6 mm)
Abb.5 REM-Aufnahme des Spanbruchbereichs einer Titanlegierung unter einem Stickstoffölnebelmedium
Weil Luft-Ölnebel auch beim Schneiden von Titanlegierungen viel Wärme abführt. Der Titanlegierungs-Chip weist jedoch keine Mikrorisse auf (4 (a)), so dass die erste Möglichkeit nicht zutrifft, sodass davon ausgegangen werden kann, dass die Mikrorisse durch das Vorhandensein von Stickstoff verursacht werden. Titanlegierungsspäne sind leicht spröde, was den Aufprall der Späne auf den Fräser verringert, wenn er durch die Spanfläche fließt, wodurch die Fräskraft bis zu einem gewissen Grad verringert wird.
IV. Metallographische Analyse von Titanlegierungsspänen
1. Vergleich von metallografischen Fotos
Während der Bildung von Titanlegierungsspänen ist die Plastizität des Materials größer. Durch die daraus resultierende Kaltverfestigung steigt die Beanspruchung der Scherschlupffläche des Chips und die Festigkeitsgrenze des Materials wird lokal erreicht. Zu diesem Zeitpunkt sind die Späne nur im oberen Teil gerissen und die unteren Teile sind noch verbunden, dh die Seite in der Nähe der Spanfläche ist glatt und die andere Seite ist sägezahnförmig und bildet einen konzentrierten Schergleitspan aus Titanlegierung.
(ap (ap = 7 mm, vc = 300 m / min, rs = 1,6 mm)
Abb. 6 Metallografische Aufnahmen von Titanlegierungsspänen in verschiedenen Medien
6 zeigt, dass die Tendenz zur Knotung von Titanlegierungsspänen unter Stickstoffölnebel sehr offensichtlich ist, die Verbindung am Boden der Späne sehr selten geworden ist und manchmal die Chipknoten und -knoten fast getrennt sind. Die Tendenz zur Knotung von Titanlegierungsspänen unter Luftölnebel ist offensichtlicher als beim Trockenmahlen, aber nicht so gut wie bei Stickstoffölnebel.
Die Ursache für die Spanknotenbildung unter Stickstoff- und Luftnebel ist offensichtlicher als beim Trockenfräsen. Dies liegt daran, dass der Kühleffekt des Ölnebels die Plastizität der Titanlegierung auf der Schneid- und Gleitfläche des Chips verringert und der Chip leicht entlang der Gleitfläche abgeschert wird. Unter Stickstoffölnebel bildete sich aufgrund von Stickstoff und Titan sprödes TiN auf der Scherschlupfoberfläche. Bei hohen Geschwindigkeiten verstärkt die hohe Scherkraft den konzentrierten Scherschlupf der Späne, wodurch die Knoteneigenschaften der Späne hervorgehoben werden.
Abb. 7 Einfluss der Fräsgeschwindigkeit auf den Scherwinkel (r = 1,6)
2, Vergleich des Scherwinkels f
Fig. 7 ist eine graphische Darstellung des Scherwinkels f als Funktion der Geschwindigkeit. Die Figur zeigt, dass mit zunehmender Fräsgeschwindigkeit der Schneidwinkel von Titanlegierungsspänen in Luftölnebel, Stickstoffölnebel und Trockenfräsbedingungen eine zunehmende Tendenz aufweist, dh eine Tendenz zur Abnahme der Spanverformung. Dieser Trend verstärkt sich noch, wenn die Fräsgeschwindigkeit 275 m / min überschreitet. Es gibt zwei Hauptgründe für dieses Ergebnis, einer ist, dass die Verformungszeit der Titanlegierung verringert wird und die Verformung der Titanlegierung verringert wird; Andererseits hat die Spangeschwindigkeit einen Einfluss auf den mittleren Reibungskoeffizienten der Spanfläche: Beim Hochgeschwindigkeitsschneiden ist der mittlere Reibungskoeffizient der Spanfläche umso kleiner, je höher die Schnittgeschwindigkeit ist. Wenn die Schnittgeschwindigkeit aufgrund der hohen Schnitttemperatur sehr hoch ist, wird die untere Schicht des Chips erweicht und bildet eine dünne, leicht lösliche Schicht. In diesem Fall hat die Änderung der Schnittgeschwindigkeit nur einen geringen Einfluss auf die Spanverformung.
Außerdem ist bei gleicher Geschwindigkeit der Spanwinkel unter dem Stickstoff-Ölnebel größer als der des Luft-Ölnebels. Der Grund dafür ist, dass das Vorhandensein von Titannitrid auf der Scherschlupfoberfläche von Titansplittern unter einem Stickstoffmedium die Plastizität der Scherschlupfoberfläche verringert. Späne sind anfälliger für plastische Instabilität während des konzentrierten Scherschlupfes, so dass die Spanverformung verringert und der Scherwinkel f verringert wird.




