Manueller WIG-Schweisstest von Prazisions Teile aus Titan legierungen und Titan rohren
Titan und Titanlegierungen werden meist durch Wolfram-Argon-Lichtbogenschweißen geschweißt. Vakuum-Argonschweißen ist ebenfalls weit verbreitet. Unter dem Schutz und der Kühlung des Argonstroms wird der Lichtbogen konzentriert, die Stromdichte ist hoch, die Wärmeeinflusszone ist klein und die Schweißqualität ist hoch.
1. Beim Schweißen von Titan und Titanlegierungen können bei Temperaturen über 500 ° C bis 700 ° C leicht Luft, Wasserstoff und Stickstoff absorbiert werden, die die Schweißqualität erheblich beeinträchtigen. Daher ist es beim Schweißen von Titan und Titanlegierungen erforderlich, die Schweißzone des Schmelzbades und die hohe Temperatur (400 ° C ~ 650 ° C oder höher) streng zu schützen. Daher müssen beim Schweißen von Titan und Titanlegierungen besondere Schutzmaßnahmen getroffen werden, dh mit einem Schweißbrenner mit größerer Sprühgröße wird die Gasschutzzone vergrößert. Eine mit Argon geschützte Schleppkappe sollte installiert werden, wenn die Düse nicht ausreicht, um das Hochtemperaturmetall in der Schweißnaht und in der Nähe der Schweißzone zu schützen. Die Farbe der Schweißnaht und der Nahtbereich sind die Ziele der Schutzwirkung. Silberweiß zeigt optimalen Schutz an und Gelb ist leicht oxidiert und im Allgemeinen akzeptabel.
Die Oberflächenfarbe sollte den Anforderungen der Tabelle (1) entsprechen.
In Anbetracht der Praktikabilität und Effizienz des Projekts haben wir zunächst eine einfache Anhängerabdeckung vorbereitet. Wie in Abbildung (a) gezeigt
Argon tritt vom Einlass in das Verteilerrohr ein und gelangt direkt durch das Verteilerrohrloch in die Schutzzone. Bei dieser Art von Traktionsabdeckung ist die Schweißschutzwirkung nicht sehr gut und die Schweißnaht ist dunkelblau. Der Luftstrom gelangt laut Analyse direkt aus dem Verteilerrohr in die Schutzzone. Der Gasfluss ist nicht sehr gleichmäßig und stabil, was die Hochtemperaturschweißnähte nicht gut vor Oxidation schützt. Deshalb haben wir den Aufbau der Traktionshaube weiter verbessert.
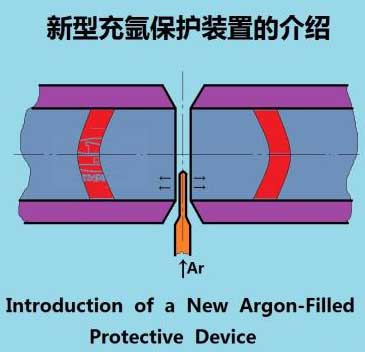
Abbildung (b)
Argon tritt vom Sauganschluss in das Verteilerrohr ein und kehrt durch die Oberseite der Traktorabdeckung nach unten zurück. Durch die Lochplatte spielt die Lochplatte hauptsächlich die Rolle der Gassiebung und -verteilung, so dass der Argongasfluss stabiler ist, die Schweißschutzwirkung besser ist und die Schweißraupe silber oder gelb ist. Die lange Abdeckung L der Widerstandsabdeckung ist 40 ~ 100 mm und das Material ist Messing.
Beim Argon-Lichtbogenschweißen von Titan und Titanlegierungen ist auch auf den Nordseitenschutz der Schweißnaht zu achten. In Anbetracht der Schweißverformung verwenden wir eine geschlitzte und feste Kupferunterlage, um das Argon zu schützen. Um die Rückseite der Schweißnaht vollständig zu schützen, wird der Krätze ein poröses Kupferrohr hinzugefügt, damit Argongas gleichmäßig durch das Kupferrohrloch in die Schutzzone gelangen kann. Die Schutzwirkung ist gut und die Rückseite der Schweißnaht ist silberweiß.
Manuelle Wolfram-Lichtbogenschweißung und Parameterauswahl:

(1) Vorbereitung vor dem Schweißen:
Die Qualität des Schweißgutes und die Oberfläche des Drahtes haben großen Einfluss auf die mechanischen Eigenschaften der Schweißverbindung und müssen unbedingt gereinigt werden. Eisen- und Titandrähte können durch mechanische und chemische Reinigung gereinigt werden.
1) Mechanisch sauberes Stumpfschweißen erfordert keine hohen Qualitätsanforderungen oder Beizen. Es kann mit einem feinen Schleifpapier oder einer Drahtbürste aus rostfreiem Stahl abgewischt werden, aber es ist am besten, die Titanplatte mit einer harten gelben Legierung abzukratzen, um den Oxidfilm zu entfernen.
2) Chemische Reinigung:
Das Teststück und der Draht können vor dem Schweißen gebeizt werden, und die Beizlösung kann eine HF 5% HNO 335% Wasserschmelze sein. Nach dem Beizen sofort nach dem Trocknen mit Wasser abspülen und einlöten. Oder verwenden Sie Aceton, Ethanol, Tetrachlorkohlenstoff, Methanol usw., um die Titanplatte und die Rillen auf beiden Seiten (jeweils innerhalb von 50 mm), die Drahtoberfläche, die Befestigung und die Kontaktfläche der Titanplatte abzuwischen.
(2) Auswahl der Schweißausrüstung:
Titan und Titanlegierung Gold Wolfram Wolfram Argon Lichtbogenschweißen sollte DC Argon Lichtbogenschweißen Stromversorgung verwenden, um externe Eigenschaften und Hochfrequenzzündung zu reduzieren, die Nachfüllzeit von nicht weniger als 15 Sekunden verzögern, um Oxidation und Verschmutzung zu vermeiden.
(3) Auswahl der Schweißmaterialien:
Die Reinheit von Argon sollte mindestens 99,99% betragen, der Taupunkt sollte unter -40 ° C liegen und der Gesamtmassenanteil an Verunreinigungen sollte unter -40 ° C liegen. LT: 0,001%. Wenn der Druck im Argonzylinder auf 0,981 MPa abfällt, sollte er gestoppt werden, um die Qualität der Schweißverbindung nicht zu beeinträchtigen. Im Prinzip sollten Titandrähte mit der gleichen Grundmetallzusammensetzung ausgewählt werden, und manchmal kann ein Draht mit einer etwas geringeren Festigkeit als die des Grundmetalls verwendet werden, um das Schweißmetall des Schweißmetalls einzuschließen. Grundsätzlich sollte ein Titandraht mit der gleichen Zusammensetzung wie das Grundmetall gewählt werden. Um die Metallplastizität einer hohen Schweißnaht zu erfassen, kann manchmal ein Draht mit einer etwas geringeren Festigkeit als die des Grundmetalls ausgewählt werden.
(4) Auswahl der Rillenform
Das Prinzip ist, die Anzahl der Schweißschichten und des Schweißgutes zu minimieren. Mit zunehmender Anzahl der Schweißschichten steigt der kumulative Sog der Schweißnaht, was sich auf die Leistung der Schweißverbindung auswirkt. Da die Größe des Schweißbades beim Schweißen von Titan und Titanlegierung groß ist, wird zusätzlich eine V-förmige 70-80 ° -Nut in dem Teststück gebildet.
(5) Teststückanpassung und Positionierungsschweißen:
Um die Schweißverformung zu reduzieren, wird das Positionierungsschweißen vor dem Schweißen durchgeführt. Der allgemeine Positionierungsschweißabstand beträgt 100 ~ 150 mm und die Länge 10 ~ 15 mm. Der Schweißdraht des Heftschweißens, die Schweißprozessparameter und die Gasschutzbedingungen sollten mit der Schweißverbindung übereinstimmen. Die Lücke beträgt 0 ~ 2 mm und die stumpfe Kante beträgt 0 ~ 1,0 mm.
(6) Auswahl der Schweißparameter
Wir haben die entsprechenden Schweißanweisungen untersucht, indem wir die Leistung von Schweißverbindungen unter verschiedenen Prozessen verglichen haben.

Technologie (1):
Der Schweißstrom beträgt 150A, 170A, 180A. Nach diesem Parameter ist die Oberfläche der Schweißnaht dunkelblau und goldfarben, was darauf hinweist, dass die Schweißnaht stark oxidiert ist und die technischen Anforderungen nicht erfüllt. Dieser Vorgang ist nicht ratsam.
Technologie (2):
Der Schweißstrom wird auf 120A, 150A und 160A reduziert. Nach diesem Parameter ist die Oberfläche der Schweißnaht goldgelb und dunkelgelb, und die Röntgenprüfung weist keine Mängel auf, die Biegeprüfung der mechanischen Eigenschaften ist jedoch uneingeschränkt. Die Ergebnisse zeigen, dass die Plastizität der Schweißverbindung erheblich reduziert ist und die technischen Anforderungen nicht erfüllen kann, was ebenfalls unerwünscht ist.
Technologie (3)
Der Schweißstrom beträgt 95A, 115A und 120A. Gemäß diesem Parameter ist die Schweißfläche silberweiß und hellgelb, und es liegt kein Fehler bei der Röntgenprüfung vor. Die Biegeprüfung der mechanischen Eigenschaften ist jedoch qualifiziert, die Zugfestigkeit entspricht ebenfalls den Anforderungen, und die Leistung der Schweißverbindungen entspricht den technischen Anforderungen. Dieser Prozess ist angemessener.
Beim Schweißen von Titan und Titanlegierungen besteht die Tendenz zu groben Partikeln, die sich direkt auf die mechanischen Eigenschaften der Schweißverbindung auswirken. Daher sollte bei der Auswahl der Schweißparameter nicht nur die Oxidation des Schweißgutes und die Bildung von Poren berücksichtigt werden, sondern auch die Faktoren der Kornvergröberung, so dass ein möglichst geringerer Schweißwärmeeintrag verwendet werden sollte. Bei den Verfahren (1), (2) ist die Oxidation der Verbindungsstelle aufgrund der größeren Schweißnahtgröße schwerwiegender als bei Verfahren (3). Die Ergebnisse von mikroskopischen metallographischen Experimenten zeigen, dass die Korngrobheit der Fuge auch ernster ist als die des Verfahrens (3). Daher sind die mechanischen Eigenschaften der Schweißverbindung schlecht.
Die Wahl des Gasdurchflusses basiert auf einem guten Schutz. Bei übermäßigen Flussraten ist es weniger wahrscheinlich, dass sich eine stabile laminare Strömung bildet, und die Abkühlungsrate der Schweißnaht steigt an, sodass die Alpha-Phase der Schweißoberflächenschicht eher Mikrorisse verursacht. Wenn der Argonfluss in der Traktionshaube unzureichend ist, weist die Schweißnaht eine andere oxidierte Farbe auf. Wenn die Durchflussrate zu hoch ist, stört sie den Luftstrom der Hauptdüse. Die Durchflussmenge von Argongas auf der Rückseite der Schweißnaht sollte nicht zu groß sein, da sonst die Gasschutzwirkung der ersten Schweißschicht auf der Vorderseite beeinträchtigt wird.
(7) Handhabung des manuellen Wolfram-Argon-Lichtbogenschweißens von Titan und Titanlegierung
1) Beim manuellen Argon-Lichtbogenschweißen sollte der Mindestwinkel (10-15 °) zwischen Schweißdraht und Schweißgut eingehalten werden. Der Schweißdraht wird gleichmäßig und gleichmäßig entlang des vorderen Endes des Schmelzbades in das Schmelzbad geleitet, und das Ende des Schweißdrahtes darf nicht aus der Argonschutzzone entfernt werden.
2) Beim Schweißen schwingt der Schweißbrenner grundsätzlich nicht seitlich. Wenn ein Schwingen erforderlich ist, sollte die Frequenz niedrig und das Schwingen nicht zu groß sein, um zu verhindern, dass Argon geschützt wird.
3) Wenn der Lichtbogen bricht und das Schweißen abgeschlossen ist, sollte der Argongasschutz fortgesetzt werden, bis das Metall in der Schweiß- und Wärmeeinflusszone unter 350 ° C abgekühlt ist.
(8) Qualitätsprüfung 1) Die Aussehensprüfung entspricht GB / T13149-91. 2) Die Beschädigung der Strahlungstiefe entspricht JB4730-94. 3) Der mechanische Leistungstest entspricht GB / T13149-91.
1. Beim Schweißen von Titan und Titanlegierungen können bei Temperaturen über 500 ° C bis 700 ° C leicht Luft, Wasserstoff und Stickstoff absorbiert werden, die die Schweißqualität erheblich beeinträchtigen. Daher ist es beim Schweißen von Titan und Titanlegierungen erforderlich, die Schweißzone des Schmelzbades und die hohe Temperatur (400 ° C ~ 650 ° C oder höher) streng zu schützen. Daher müssen beim Schweißen von Titan und Titanlegierungen besondere Schutzmaßnahmen getroffen werden, dh mit einem Schweißbrenner mit größerer Sprühgröße wird die Gasschutzzone vergrößert. Eine mit Argon geschützte Schleppkappe sollte installiert werden, wenn die Düse nicht ausreicht, um das Hochtemperaturmetall in der Schweißnaht und in der Nähe der Schweißzone zu schützen. Die Farbe der Schweißnaht und der Nahtbereich sind die Ziele der Schutzwirkung. Silberweiß zeigt optimalen Schutz an und Gelb ist leicht oxidiert und im Allgemeinen akzeptabel.
Die Oberflächenfarbe sollte den Anforderungen der Tabelle (1) entsprechen.
In Anbetracht der Praktikabilität und Effizienz des Projekts haben wir zunächst eine einfache Anhängerabdeckung vorbereitet. Wie in Abbildung (a) gezeigt
Argon tritt vom Einlass in das Verteilerrohr ein und gelangt direkt durch das Verteilerrohrloch in die Schutzzone. Bei dieser Art von Traktionsabdeckung ist die Schweißschutzwirkung nicht sehr gut und die Schweißnaht ist dunkelblau. Der Luftstrom gelangt laut Analyse direkt aus dem Verteilerrohr in die Schutzzone. Der Gasfluss ist nicht sehr gleichmäßig und stabil, was die Hochtemperaturschweißnähte nicht gut vor Oxidation schützt. Deshalb haben wir den Aufbau der Traktionshaube weiter verbessert.
Abbildung (b)
Argon tritt vom Sauganschluss in das Verteilerrohr ein und kehrt durch die Oberseite der Traktorabdeckung nach unten zurück. Durch die Lochplatte spielt die Lochplatte hauptsächlich die Rolle der Gassiebung und -verteilung, so dass der Argongasfluss stabiler ist, die Schweißschutzwirkung besser ist und die Schweißraupe silber oder gelb ist. Die lange Abdeckung L der Widerstandsabdeckung ist 40 ~ 100 mm und das Material ist Messing.
Beim Argon-Lichtbogenschweißen von Titan und Titanlegierungen ist auch auf den Nordseitenschutz der Schweißnaht zu achten. In Anbetracht der Schweißverformung verwenden wir eine geschlitzte und feste Kupferunterlage, um das Argon zu schützen. Um die Rückseite der Schweißnaht vollständig zu schützen, wird der Krätze ein poröses Kupferrohr hinzugefügt, damit Argongas gleichmäßig durch das Kupferrohrloch in die Schutzzone gelangen kann. Die Schutzwirkung ist gut und die Rückseite der Schweißnaht ist silberweiß.
Manuelle Wolfram-Lichtbogenschweißung und Parameterauswahl:
(1) Vorbereitung vor dem Schweißen:
Die Qualität des Schweißgutes und die Oberfläche des Drahtes haben großen Einfluss auf die mechanischen Eigenschaften der Schweißverbindung und müssen unbedingt gereinigt werden. Eisen- und Titandrähte können durch mechanische und chemische Reinigung gereinigt werden.
1) Mechanisch sauberes Stumpfschweißen erfordert keine hohen Qualitätsanforderungen oder Beizen. Es kann mit einem feinen Schleifpapier oder einer Drahtbürste aus rostfreiem Stahl abgewischt werden, aber es ist am besten, die Titanplatte mit einer harten gelben Legierung abzukratzen, um den Oxidfilm zu entfernen.
2) Chemische Reinigung:
Das Teststück und der Draht können vor dem Schweißen gebeizt werden, und die Beizlösung kann eine HF 5% HNO 335% Wasserschmelze sein. Nach dem Beizen sofort nach dem Trocknen mit Wasser abspülen und einlöten. Oder verwenden Sie Aceton, Ethanol, Tetrachlorkohlenstoff, Methanol usw., um die Titanplatte und die Rillen auf beiden Seiten (jeweils innerhalb von 50 mm), die Drahtoberfläche, die Befestigung und die Kontaktfläche der Titanplatte abzuwischen.
(2) Auswahl der Schweißausrüstung:
Titan und Titanlegierung Gold Wolfram Wolfram Argon Lichtbogenschweißen sollte DC Argon Lichtbogenschweißen Stromversorgung verwenden, um externe Eigenschaften und Hochfrequenzzündung zu reduzieren, die Nachfüllzeit von nicht weniger als 15 Sekunden verzögern, um Oxidation und Verschmutzung zu vermeiden.
(3) Auswahl der Schweißmaterialien:
Die Reinheit von Argon sollte mindestens 99,99% betragen, der Taupunkt sollte unter -40 ° C liegen und der Gesamtmassenanteil an Verunreinigungen sollte unter -40 ° C liegen. LT: 0,001%. Wenn der Druck im Argonzylinder auf 0,981 MPa abfällt, sollte er gestoppt werden, um die Qualität der Schweißverbindung nicht zu beeinträchtigen. Im Prinzip sollten Titandrähte mit der gleichen Grundmetallzusammensetzung ausgewählt werden, und manchmal kann ein Draht mit einer etwas geringeren Festigkeit als die des Grundmetalls verwendet werden, um das Schweißmetall des Schweißmetalls einzuschließen. Grundsätzlich sollte ein Titandraht mit der gleichen Zusammensetzung wie das Grundmetall gewählt werden. Um die Metallplastizität einer hohen Schweißnaht zu erfassen, kann manchmal ein Draht mit einer etwas geringeren Festigkeit als die des Grundmetalls ausgewählt werden.
(4) Auswahl der Rillenform
Das Prinzip ist, die Anzahl der Schweißschichten und des Schweißgutes zu minimieren. Mit zunehmender Anzahl der Schweißschichten steigt der kumulative Sog der Schweißnaht, was sich auf die Leistung der Schweißverbindung auswirkt. Da die Größe des Schweißbades beim Schweißen von Titan und Titanlegierung groß ist, wird zusätzlich eine V-förmige 70-80 ° -Nut in dem Teststück gebildet.
(5) Teststückanpassung und Positionierungsschweißen:
Um die Schweißverformung zu reduzieren, wird das Positionierungsschweißen vor dem Schweißen durchgeführt. Der allgemeine Positionierungsschweißabstand beträgt 100 ~ 150 mm und die Länge 10 ~ 15 mm. Der Schweißdraht des Heftschweißens, die Schweißprozessparameter und die Gasschutzbedingungen sollten mit der Schweißverbindung übereinstimmen. Die Lücke beträgt 0 ~ 2 mm und die stumpfe Kante beträgt 0 ~ 1,0 mm.
(6) Auswahl der Schweißparameter
Wir haben die entsprechenden Schweißanweisungen untersucht, indem wir die Leistung von Schweißverbindungen unter verschiedenen Prozessen verglichen haben.
Technologie (1):
Der Schweißstrom beträgt 150A, 170A, 180A. Nach diesem Parameter ist die Oberfläche der Schweißnaht dunkelblau und goldfarben, was darauf hinweist, dass die Schweißnaht stark oxidiert ist und die technischen Anforderungen nicht erfüllt. Dieser Vorgang ist nicht ratsam.
Technologie (2):
Der Schweißstrom wird auf 120A, 150A und 160A reduziert. Nach diesem Parameter ist die Oberfläche der Schweißnaht goldgelb und dunkelgelb, und die Röntgenprüfung weist keine Mängel auf, die Biegeprüfung der mechanischen Eigenschaften ist jedoch uneingeschränkt. Die Ergebnisse zeigen, dass die Plastizität der Schweißverbindung erheblich reduziert ist und die technischen Anforderungen nicht erfüllen kann, was ebenfalls unerwünscht ist.
Technologie (3)
Der Schweißstrom beträgt 95A, 115A und 120A. Gemäß diesem Parameter ist die Schweißfläche silberweiß und hellgelb, und es liegt kein Fehler bei der Röntgenprüfung vor. Die Biegeprüfung der mechanischen Eigenschaften ist jedoch qualifiziert, die Zugfestigkeit entspricht ebenfalls den Anforderungen, und die Leistung der Schweißverbindungen entspricht den technischen Anforderungen. Dieser Prozess ist angemessener.
Beim Schweißen von Titan und Titanlegierungen besteht die Tendenz zu groben Partikeln, die sich direkt auf die mechanischen Eigenschaften der Schweißverbindung auswirken. Daher sollte bei der Auswahl der Schweißparameter nicht nur die Oxidation des Schweißgutes und die Bildung von Poren berücksichtigt werden, sondern auch die Faktoren der Kornvergröberung, so dass ein möglichst geringerer Schweißwärmeeintrag verwendet werden sollte. Bei den Verfahren (1), (2) ist die Oxidation der Verbindungsstelle aufgrund der größeren Schweißnahtgröße schwerwiegender als bei Verfahren (3). Die Ergebnisse von mikroskopischen metallographischen Experimenten zeigen, dass die Korngrobheit der Fuge auch ernster ist als die des Verfahrens (3). Daher sind die mechanischen Eigenschaften der Schweißverbindung schlecht.
Die Wahl des Gasdurchflusses basiert auf einem guten Schutz. Bei übermäßigen Flussraten ist es weniger wahrscheinlich, dass sich eine stabile laminare Strömung bildet, und die Abkühlungsrate der Schweißnaht steigt an, sodass die Alpha-Phase der Schweißoberflächenschicht eher Mikrorisse verursacht. Wenn der Argonfluss in der Traktionshaube unzureichend ist, weist die Schweißnaht eine andere oxidierte Farbe auf. Wenn die Durchflussrate zu hoch ist, stört sie den Luftstrom der Hauptdüse. Die Durchflussmenge von Argongas auf der Rückseite der Schweißnaht sollte nicht zu groß sein, da sonst die Gasschutzwirkung der ersten Schweißschicht auf der Vorderseite beeinträchtigt wird.
(7) Handhabung des manuellen Wolfram-Argon-Lichtbogenschweißens von Titan und Titanlegierung
1) Beim manuellen Argon-Lichtbogenschweißen sollte der Mindestwinkel (10-15 °) zwischen Schweißdraht und Schweißgut eingehalten werden. Der Schweißdraht wird gleichmäßig und gleichmäßig entlang des vorderen Endes des Schmelzbades in das Schmelzbad geleitet, und das Ende des Schweißdrahtes darf nicht aus der Argonschutzzone entfernt werden.
2) Beim Schweißen schwingt der Schweißbrenner grundsätzlich nicht seitlich. Wenn ein Schwingen erforderlich ist, sollte die Frequenz niedrig und das Schwingen nicht zu groß sein, um zu verhindern, dass Argon geschützt wird.
3) Wenn der Lichtbogen bricht und das Schweißen abgeschlossen ist, sollte der Argongasschutz fortgesetzt werden, bis das Metall in der Schweiß- und Wärmeeinflusszone unter 350 ° C abgekühlt ist.
(8) Qualitätsprüfung 1) Die Aussehensprüfung entspricht GB / T13149-91. 2) Die Beschädigung der Strahlungstiefe entspricht JB4730-94. 3) Der mechanische Leistungstest entspricht GB / T13149-91.




