Experimentelle Studie uber vorgespannte Schleifband Schleif Prazision Titan legierung Teil Integritat der Oberflache
Schlüsselwörter: Titanlegierung Oberflächenbehandlung, Schleifen von Titanlegierungen, Vorgespanntes Schleifband, Vorgespanntes Schleifbandschleifprinzip, Schleifbandschleifen Titanlegierung
Um die Ermüdungs- und Korrosionsbeständigkeit der Titanlegierungs-Bearbeitungsoberfläche auf der Grundlage des Schleifprinzips für vorgespannte Schleifbänder zu verbessern, wurde das Titanlegierungsband unter verschiedenen Vorspannungsbedingungen (0 MPa, 100 MPa und 200 MPa) geschliffen. Die Oberflächenintegrität des Werkstücks wird durch Schleifen unter verschiedenen Vorspannungsbedingungen erfasst und analysiert. Anhand des Schleifbandmodells wird der Mechanismus des Schleifens der Restspannung und der Oberflächentopographie des vorgespannten Schleifbandes aufgezeigt. Anhand des Schleifkornmodells wird der Mechanismus der Eigenspannung und der Oberflächenmorphologie beim vorgespannten Schleifbandschleifen aufgezeigt.
Die Ergebnisse zeigen, dass:Vorspannung und Schleifen im elastischen Bereich des Materials können den Druckeigenspannungszustand der Werkstückoberfläche wirksam verstärken. Mit zunehmender Vorspannung steigt die Druckeigenspannung allmählich an, das vorgespannte Schleifbandschleifen hat nur geringen Einfluss auf die Oberflächenhärte und ändert sich mit der Vorspannung innerhalb eines bestimmten Bereichs nicht. Das Schleifen mit einem vorgespannten Schleifband sorgt für eine bessere Oberflächentopographie, erhöht jedoch geringfügig die Rauheit.
Titanlegierungen haben hervorragende Eigenschaften wie geringe Dichte, hohe spezifische Festigkeit, starke Korrosionsbeständigkeit und gute Wärmebeständigkeit. Es wurde schnell beworben und in Branchen wie der Luftfahrt, dem Schiffbau, der Kernenergie und der Medizintechnik eingesetzt. Trotzdem sind Titanlegierungen ein typischer schwer zerspanbarer Werkstoff. Während des Schleifvorgangs treten häufig eine Reihe von Problemen auf, z. B. Verbrennungen an der Oberfläche des Werkstücks, Mikrorisse und starker Verschleiß des Schleifwerkzeugs.
Da die Restspannung auf der Oberfläche des Werkstücks die mechanischen und physikalischen Eigenschaften des Werkstücks nach dem Schleifen direkt beeinflusst, wird sie häufig als wichtiger Bewertungsindex für die Oberflächenqualität des Werkstücks herangezogen. Die Restzugspannung wird häufig auf der Oberfläche des Werkstücks nach dem Schleifen der herkömmlichen Schleifscheibe gebildet, was der Verbesserung der Ermüdungsfestigkeit und der Korrosionsbeständigkeit des Werkstücks nicht förderlich ist. Das Bandschleifen ist jedoch eine aufstrebende Präzisionsbearbeitungstechnologie. Aufgrund seiner niedrigen Mahltemperatur, geringen Verarbeitungskosten und starken Anpassungsfähigkeit wird es als "kaltelastisches Schleifen" bezeichnet. Nach dem Schleifen befindet sich die Oberfläche des Werkstücks häufig in einem Zustand der Druckspannung, insbesondere im Hinblick auf hohe Zuverlässigkeitsanforderungen (wie z. B. Flügel für Flugmotoren, Generatorwellen).
Da die Restspannung auf der Oberfläche des Werkstücks die mechanischen und physikalischen Eigenschaften des Werkstücks nach dem Schleifen direkt beeinflusst, wird sie häufig als wichtiger Bewertungsindex für die Oberflächenqualität des Werkstücks herangezogen. Die Restzugspannung wird häufig auf der Oberfläche des Werkstücks nach dem Schleifen der herkömmlichen Schleifscheibe gebildet, was der Verbesserung der Ermüdungsfestigkeit und der Korrosionsbeständigkeit des Werkstücks nicht förderlich ist. Das Bandschleifen ist jedoch eine aufstrebende Präzisionsbearbeitungstechnologie. Aufgrund seiner niedrigen Mahltemperatur, geringen Verarbeitungskosten und starken Anpassungsfähigkeit wird es als "kaltelastisches Schleifen" bezeichnet. Nach dem Schleifen befindet sich die Oberfläche des Werkstücks häufig in einem Zustand der Druckspannung, insbesondere im Hinblick auf hohe Zuverlässigkeitsanforderungen (wie z. B. Flügel für Flugmotoren, Generatorwellen).
Obwohl sich nach dem Schleifen eine Restdruckspannung auf der Oberfläche des Werkstücks bildet, ist es immer noch schwierig, die Bearbeitungsanforderungen einiger Hochleistungsteile zu erfüllen. Die vorgespannte Bearbeitung ist eine Methode zur Bearbeitung von Eigenspannungen. Verwandte Studien haben gezeigt, dass das Vorspannungsbearbeitungsverfahren die verbleibende Druckspannung auf der Oberfläche des Werkstücks nach der Bearbeitung erhalten und die Dauerfestigkeit des Werkstücks verbessern kann. Es gibt jedoch relativ wenige Studien zum Schleifen von vorgespannten Schleifbändern, so dass dieses Papier eine Kombination aus Schleifen von Schleifbändern und Vorspannung verwendet. An Werkstücken aus der Titanlegierung Ti-6Al-4V (TC4) wurden Schleifversuche durchgeführt und die Auswirkungen unterschiedlicher Vorspannungen auf die Oberflächenintegrität des Werkstücks untersucht.
1. Prinzip des vorgespannten Schleifbandschleifens
Schleifbandschleifen ist ein typischer elastischer Schleifprozess und der Bearbeitungsprozess ist sehr kompliziert, so dass es viele Gründe für die Restspannung während des Schleifprozesses gibt. Derzeit glauben die meisten Wissenschaftler, dass die Restspannung auf der Oberfläche des Werkstücks nach dem Schleifen die plastische Verformung ist, die durch die mechanische Spannung der Schleifkörner verursacht wird. Das Ergebnis der kombinierten Auswirkungen von Volumenänderungen durch thermoplastische Verformung und metallografischen Änderungen durch Schleifwärme. Die plastische Verformung, die durch die mechanische Wirkung der Schleifkörner verursacht wird, erzeugt eine Restdruckspannung, und die Schleifwärme bewirkt, dass eine thermoplastische Verformung eine Restzugspannung bildet. Die durch metallographische Veränderungen verursachte Restspannung hängt von der Art der Phasenänderung ab.
Das Vorspannverfahren kann die Oberflächeneigenspannung des Werkstücks nach der Bearbeitung durch mechanische Beanspruchung der vorgespannten Schleifpartikel verbessern.
Das Prinzip ist: Vor dem Schleifen wird eine Zugspannung im elastischen Bereich auf das Werkstück ausgeübt, um es elastisch zu verformen und einen Zugspannungszustand zum Schleifen beizubehalten. Während des Schleifvorgangs wird die Oberflächenschicht des Werkstücks durch plastische Verformung der mechanischen Spannung der Schleifkörner geschnitten, wodurch die Zugspannung, die die elastische Verformung verursacht, aufgehoben wird. Das innere Werkstück befindet sich noch in einem elastisch gedehnten Zustand. Nach dem Schleifen wird die angelegte Vorspannung entfernt und die innere Schicht des Werkstücks wird elastisch zusammengezogen, wobei die Vorspannung entfernt wird, wodurch eine Restdruckspannung auf der bearbeiteten Oberfläche erzeugt wird. Dadurch werden die Dauerfestigkeit und die Korrosionsbeständigkeit des Werkstücks verbessert. Die nach der Bearbeitung entstehende Restdruckspannung wird durch das Ausmaß des Schrumpfens der Innenschicht des Werkstücks bestimmt. Daher ist es möglich, das Ausmaß der Schrumpfung der inneren Schicht durch Einstellen der Größe der Vorspannung zu steuern, wodurch die Restspannung auf der Oberfläche des Werkstücks gesteuert wird.
2. Testbedingungen und -methoden
2.1 Testmaterialien
Das Testmaterial war eine Ti-6Al-4V (TC4) -Legierung mit einer Größe von ~ 10 × 90 mm, die chemische Zusammensetzung und die mechanischen Eigenschaften der Proben sind in den Tabellen 1 bzw. 2 gezeigt.
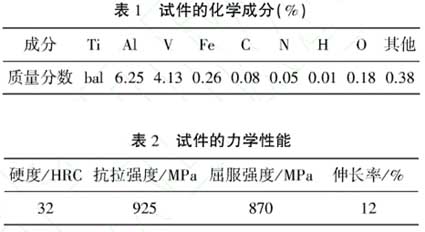
Tabelle 1 Chemische Zusammensetzung und mechanische Eigenschaften der Ti-6Al-4V (TC4) -Legierung

2M5005 Konstantdrucktyp-Bandschleifmaschine
Schleifbandschleifen Titanlegierung
Abbildung 2 zeigt das vorgespannte Bandschleiftestgerät. Der Test wurde durchgeführt, indem das TC4-Stabteststück mit einer selbst hergestellten Spannvorrichtung fixiert wurde. Ein Drehmomentschlüssel wird verwendet, um die aufgebrachte Kraftmutter zum Vorspannen des Werkstücks zu verdrehen. Der Wert der Vorspannkraft überschreitet üblicherweise 60% der Streckspannung σs des Werkstückmaterials nicht. Jeder Test wurde fünfmal wiederholt und die Testergebnisse wurden gemittelt, um den Testfehler zu verringern.

Wenn der Wert der Vorspannung 0 MPa beträgt, zeigt die Oberfläche des Werkstücks einen Zustand der Restdruckspannung. Dies ist auf den großen negativen Spanwinkel der Schleifkörner beim Schleifen, den kleinen Rückwinkel und das kaltelastische Schleifverhalten zurückzuführen, so dass die Schleifkörner auf beiden Seiten des Metalls eine starke Presswirkung ausüben. Die durch die Schleifwärme erzeugte Restzugspannung ist jedoch gering, so dass ein Restdruckspannungszustand auf der Oberfläche des Werkstücks erzeugt wird.
Wenn die Vorspannung auf 100 MPa erhöht wird, wird das Werkstück aufgrund der Vorspannung elastisch verformt. Während des Schleifprozesses wird das Oberflächenwerkstück entfernt und der Einfluss der Vorspannung auf es wird aufgehoben, während die elastische Verformung der inneren Schicht noch vorhanden ist. Dann wird die angelegte Vorspannung entfernt und die Zugverformung der inneren Schicht wird wiederhergestellt, um einen zusammengezogenen Zustand anzunehmen. Gleichzeitig entsteht durch die Begrenzung der Oberflächenschicht eine Druckeigenspannung auf der Oberfläche des Werkstücks, außerdem erzeugt das Schleifen des Schleifbandes selbst eine Druckeigenspannung auf der Oberfläche des Werkstücks, wodurch die Druckeigenspannung auf der Oberfläche des Werkstücks zunimmt.
Wenn die Vorspannung auf 200 MPa erhöht wird, erhöht sich die Restdruckspannung auf der Oberfläche des Werkstücks signifikanter. Dies liegt daran, dass mit zunehmender Vorspannung auch die elastische Verformung der inneren Lage des Werkstücks zunimmt. Nachdem die Vorspannung beseitigt ist, ist der Effekt der Wiederherstellung des Schrumpfens stärker ausgeprägt, was zu einer stärkeren Restdruckspannung auf dem Boden führt.
Wenn die Vorspannung von 0 MPa auf 100 MPa ansteigt, ist der Anstieg der Vorspannung ausgehend vom Änderungsgradienten der Eigenspannung gering, und wenn die Vorspannung von 100 MPa auf 200 MPa ansteigt, steigt die Eigenspannung merklich an. Dies liegt daran, dass bei einer angelegten Vorspannung von 100 MPa das Ausmaß des Schrumpfens der inneren Schicht nach dem Entfernen der Vorspannung nicht ausreicht, um eine signifikante Änderung der Restspannung zu verursachen.
3.2 Die Oberflächenrauheit
Die Oberflächenrauheit ist ein wichtiger Parameter für die Beurteilung der Qualität von präzisionsbearbeiteten Oberflächen. Der Rauheitswert wirkt sich direkt auf die Bearbeitungsgenauigkeit, das Passverhalten, die Kontaktsteifigkeit, die Verschleißfestigkeit und die Korrosionsbeständigkeit des Teils aus. Diese Eigenschaften wirken sich stärker auf Titanlegierungen aus, die in der Luft- und Raumfahrtindustrie weit verbreitet sind. Daher muss auf die Kontrolle der Oberflächenrauheit geachtet werden.
Die Beziehung zwischen Vorspannung und Oberflächenrauheit ist in Abbildung 4 dargestellt. Wie aus Fig. 4 ersichtlich ist, wird bei einer Vorspannung von 0 MPa die Rauheit des Werkstücks mit den Vorspannungsschemata von 100 MPa und 200 MPa verglichen. Die Oberflächenrauheit nimmt mit zunehmender Vorspannung zu. Der Hauptgrund ist, dass das Titanlegierungswerkstück aufgrund der elastischen Rückstellung nach dem Entlasten in axialer Richtung schrumpft. Wodurch eine Oberfläche des Nut sink Vorsprünge Vorsprungs, was zu einer Niederdrücktiefe und Höhe erhöht, um die Rauigkeit zu erhöhen; größere Vorspannung ist, desto stärker ist die Wirkung der elastischen Schrumpfung, tiefe Täler der Werkstückoberfläche und desto größer ist die Peakhöhe.
3.3 Oberflächenhärte
Während des Schleifvorgangs verursachen die Schleifwärme und die Schleifkraft normalerweise plastische Spannungen auf der Oberfläche des Werkstücks, was zu einer Aushärtung des Werkstücks führt. Tabelle 4 zeigt die Oberflächenhärte des bearbeiteten Werkstücks unter verschiedenen Vorspannungsbedingungen. Die Ergebnisse zeigen, dass unter verschiedenen Vorspannbedingungen die Oberfläche des Werkstücks durch Arbeit ausgehärtet wird und die Vorspannung im Vergleich zur vorgespannten 0MPa-Lösung zu einer leichten Erhöhung der Oberflächenhärte des Werkstücks führt. Die Zunahme der Vorspannung erhöht diese Tendenz jedoch nicht, was bedeutet, dass das Verfahren des vorgespannten Bandschleifens einen geringen Einfluss auf die Kaltverfestigung hat.

3.4 Oberflächenmorphologie
Um die Oberflächenmorphologie des unter verschiedenen Vorspannungsbedingungen erhaltenen Schleifens zu untersuchen, wurde die Schleifoberfläche des Titanlegierungswerkstücks mit einem Rasterelektronenmikroskop beobachtet. Bild 5 zeigt die Oberflächentopographie eines Werkstücks mit einer Vorspannung von 0 MPa. Es ist ersichtlich, dass bei einer Vorspannung von 0 MPa viele Löcher und Risse auf der Oberfläche des Werkstücks mit einem geringen Maß an Haftung auftreten, die Oberfläche des Werkstücks 3000-fach vergrößert wird, um die Oberflächenhaftung zu beobachten, und die Energiespektrumanalyse wird durchgeführt, wie in 6 gezeigt. Show. Es ist ersichtlich, dass die Hauptkomponenten des Bindemittels Aluminium und Sauerstoff sind und Spuren von Titan und Vanadium enthalten. Ausgehend vom Atomprozentsatz beträgt die Adhäsion Al 2 O 3, das der Hauptbestandteil der Schleifkörner ist. Dies liegt daran, dass die Titanlegierung während des Schleifvorgangs kontinuierlich an der Oberfläche des Schleifbandes haftet, wodurch der Schleifabfallraum verstopft wird. Die Schleifpartikel behalten ihre ursprüngliche Form nicht mehr bei und die Schleifkraft nimmt zu, wodurch die Schleifpartikel brechen und die Oberfläche des Werkstücks bedecken. Gleichzeitig ändert sich auch die Tiefe des Werkstücks nach dem Schleifen in unterschiedlichem Maße, was zu weiteren Fehlern auf der Oberfläche des Werkstücks nach dem Schleifen führt.
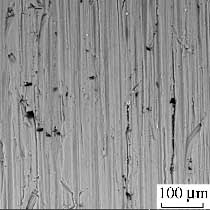
Wenn die Vorspannung auf 100 MPa und 200 MPa erhöht wird, ist dies aus den Abbildungen 7 und 8 ersichtlich: Im Vergleich zu Abb. 5 sind die Oberflächenfehler des Werkstücks nach dem Schleifen deutlich reduziert, die Schleiflinien sind klar und regelmäßig, aber auf beiden Seiten der Verschleißspuren treten deutliche Dellen und leichte Wellkanten auf. Der Hauptgrund ist, dass die Oberfläche des Werkstücks vorgespannt ist und sich beim Schneiden aufgrund der elastischen Kontraktion in die Richtung zurückstellt, in die die Vorspannung angelegt wird. Der Widerstand der Schleifpartikel wird während des Schneidvorgangs verringert, wodurch die Haftung des Schleifbandes an der Titanlegierung verringert wird; Gleichzeitig schrumpft das Werkstück, nachdem die Vorspannung beseitigt wurde, was zu einer leichten Faltenbildung führt.
4. Resumen
Este papel presenta un método de rectificado de la banda abrasiva pretensada. En comparación con el rectificado ordinario de la correa, el rectificado pretensado de la correa puede obtener un esfuerzo de compresión residual más significativo sobre la base del rectificado de la correa pretensado; Dentro del rango elástico del material, cuanto mayor sea la tensión previa aplicada antes del esmerilado, mayor será el esfuerzo de compresión residual en la superficie de la pieza de trabajo; El método de rectificado de la banda abrasiva pretensada puede mejorar ligeramente la dureza de la superficie de la pieza, pero el efecto es pequeño y, dentro de un cierto rango, no aumenta con el aumento de la tensión previa; La superficie de la pieza de trabajo obtenida por el rectificado de la banda abrasiva pretensada es buena, las líneas pulidas son claras y regulares, pero la rugosidad de la superficie aumenta ligeramente.
Um die Ermüdungs- und Korrosionsbeständigkeit der Titanlegierungs-Bearbeitungsoberfläche auf der Grundlage des Schleifprinzips für vorgespannte Schleifbänder zu verbessern, wurde das Titanlegierungsband unter verschiedenen Vorspannungsbedingungen (0 MPa, 100 MPa und 200 MPa) geschliffen. Die Oberflächenintegrität des Werkstücks wird durch Schleifen unter verschiedenen Vorspannungsbedingungen erfasst und analysiert. Anhand des Schleifbandmodells wird der Mechanismus des Schleifens der Restspannung und der Oberflächentopographie des vorgespannten Schleifbandes aufgezeigt. Anhand des Schleifkornmodells wird der Mechanismus der Eigenspannung und der Oberflächenmorphologie beim vorgespannten Schleifbandschleifen aufgezeigt.
Die Ergebnisse zeigen, dass:Vorspannung und Schleifen im elastischen Bereich des Materials können den Druckeigenspannungszustand der Werkstückoberfläche wirksam verstärken. Mit zunehmender Vorspannung steigt die Druckeigenspannung allmählich an, das vorgespannte Schleifbandschleifen hat nur geringen Einfluss auf die Oberflächenhärte und ändert sich mit der Vorspannung innerhalb eines bestimmten Bereichs nicht. Das Schleifen mit einem vorgespannten Schleifband sorgt für eine bessere Oberflächentopographie, erhöht jedoch geringfügig die Rauheit.
Titanlegierungen haben hervorragende Eigenschaften wie geringe Dichte, hohe spezifische Festigkeit, starke Korrosionsbeständigkeit und gute Wärmebeständigkeit. Es wurde schnell beworben und in Branchen wie der Luftfahrt, dem Schiffbau, der Kernenergie und der Medizintechnik eingesetzt. Trotzdem sind Titanlegierungen ein typischer schwer zerspanbarer Werkstoff. Während des Schleifvorgangs treten häufig eine Reihe von Problemen auf, z. B. Verbrennungen an der Oberfläche des Werkstücks, Mikrorisse und starker Verschleiß des Schleifwerkzeugs.
Da die Restspannung auf der Oberfläche des Werkstücks die mechanischen und physikalischen Eigenschaften des Werkstücks nach dem Schleifen direkt beeinflusst, wird sie häufig als wichtiger Bewertungsindex für die Oberflächenqualität des Werkstücks herangezogen. Die Restzugspannung wird häufig auf der Oberfläche des Werkstücks nach dem Schleifen der herkömmlichen Schleifscheibe gebildet, was der Verbesserung der Ermüdungsfestigkeit und der Korrosionsbeständigkeit des Werkstücks nicht förderlich ist. Das Bandschleifen ist jedoch eine aufstrebende Präzisionsbearbeitungstechnologie. Aufgrund seiner niedrigen Mahltemperatur, geringen Verarbeitungskosten und starken Anpassungsfähigkeit wird es als "kaltelastisches Schleifen" bezeichnet. Nach dem Schleifen befindet sich die Oberfläche des Werkstücks häufig in einem Zustand der Druckspannung, insbesondere im Hinblick auf hohe Zuverlässigkeitsanforderungen (wie z. B. Flügel für Flugmotoren, Generatorwellen).
Da die Restspannung auf der Oberfläche des Werkstücks die mechanischen und physikalischen Eigenschaften des Werkstücks nach dem Schleifen direkt beeinflusst, wird sie häufig als wichtiger Bewertungsindex für die Oberflächenqualität des Werkstücks herangezogen. Die Restzugspannung wird häufig auf der Oberfläche des Werkstücks nach dem Schleifen der herkömmlichen Schleifscheibe gebildet, was der Verbesserung der Ermüdungsfestigkeit und der Korrosionsbeständigkeit des Werkstücks nicht förderlich ist. Das Bandschleifen ist jedoch eine aufstrebende Präzisionsbearbeitungstechnologie. Aufgrund seiner niedrigen Mahltemperatur, geringen Verarbeitungskosten und starken Anpassungsfähigkeit wird es als "kaltelastisches Schleifen" bezeichnet. Nach dem Schleifen befindet sich die Oberfläche des Werkstücks häufig in einem Zustand der Druckspannung, insbesondere im Hinblick auf hohe Zuverlässigkeitsanforderungen (wie z. B. Flügel für Flugmotoren, Generatorwellen).
Obwohl sich nach dem Schleifen eine Restdruckspannung auf der Oberfläche des Werkstücks bildet, ist es immer noch schwierig, die Bearbeitungsanforderungen einiger Hochleistungsteile zu erfüllen. Die vorgespannte Bearbeitung ist eine Methode zur Bearbeitung von Eigenspannungen. Verwandte Studien haben gezeigt, dass das Vorspannungsbearbeitungsverfahren die verbleibende Druckspannung auf der Oberfläche des Werkstücks nach der Bearbeitung erhalten und die Dauerfestigkeit des Werkstücks verbessern kann. Es gibt jedoch relativ wenige Studien zum Schleifen von vorgespannten Schleifbändern, so dass dieses Papier eine Kombination aus Schleifen von Schleifbändern und Vorspannung verwendet. An Werkstücken aus der Titanlegierung Ti-6Al-4V (TC4) wurden Schleifversuche durchgeführt und die Auswirkungen unterschiedlicher Vorspannungen auf die Oberflächenintegrität des Werkstücks untersucht.
1. Prinzip des vorgespannten Schleifbandschleifens
Schleifbandschleifen ist ein typischer elastischer Schleifprozess und der Bearbeitungsprozess ist sehr kompliziert, so dass es viele Gründe für die Restspannung während des Schleifprozesses gibt. Derzeit glauben die meisten Wissenschaftler, dass die Restspannung auf der Oberfläche des Werkstücks nach dem Schleifen die plastische Verformung ist, die durch die mechanische Spannung der Schleifkörner verursacht wird. Das Ergebnis der kombinierten Auswirkungen von Volumenänderungen durch thermoplastische Verformung und metallografischen Änderungen durch Schleifwärme. Die plastische Verformung, die durch die mechanische Wirkung der Schleifkörner verursacht wird, erzeugt eine Restdruckspannung, und die Schleifwärme bewirkt, dass eine thermoplastische Verformung eine Restzugspannung bildet. Die durch metallographische Veränderungen verursachte Restspannung hängt von der Art der Phasenänderung ab.
Das Vorspannverfahren kann die Oberflächeneigenspannung des Werkstücks nach der Bearbeitung durch mechanische Beanspruchung der vorgespannten Schleifpartikel verbessern.
Das Prinzip ist: Vor dem Schleifen wird eine Zugspannung im elastischen Bereich auf das Werkstück ausgeübt, um es elastisch zu verformen und einen Zugspannungszustand zum Schleifen beizubehalten. Während des Schleifvorgangs wird die Oberflächenschicht des Werkstücks durch plastische Verformung der mechanischen Spannung der Schleifkörner geschnitten, wodurch die Zugspannung, die die elastische Verformung verursacht, aufgehoben wird. Das innere Werkstück befindet sich noch in einem elastisch gedehnten Zustand. Nach dem Schleifen wird die angelegte Vorspannung entfernt und die innere Schicht des Werkstücks wird elastisch zusammengezogen, wobei die Vorspannung entfernt wird, wodurch eine Restdruckspannung auf der bearbeiteten Oberfläche erzeugt wird. Dadurch werden die Dauerfestigkeit und die Korrosionsbeständigkeit des Werkstücks verbessert. Die nach der Bearbeitung entstehende Restdruckspannung wird durch das Ausmaß des Schrumpfens der Innenschicht des Werkstücks bestimmt. Daher ist es möglich, das Ausmaß der Schrumpfung der inneren Schicht durch Einstellen der Größe der Vorspannung zu steuern, wodurch die Restspannung auf der Oberfläche des Werkstücks gesteuert wird.
2. Testbedingungen und -methoden
2.1 Testmaterialien
Das Testmaterial war eine Ti-6Al-4V (TC4) -Legierung mit einer Größe von ~ 10 × 90 mm, die chemische Zusammensetzung und die mechanischen Eigenschaften der Proben sind in den Tabellen 1 bzw. 2 gezeigt.
Tabelle 1 Chemische Zusammensetzung und mechanische Eigenschaften der Ti-6Al-4V (TC4) -Legierung
2.2 Prüfmittel
Der Versuch wurde auf einer selbst entwickelten 2M5005-Konstantdruck-Rundbandschleifmaschine durchgeführt. Wie in Abbildung 1 dargestellt, besteht die Werkzeugmaschine aus einem Bandschleifkopf, einer Antriebseinheit, einem Werkzeug und einem elektrischen Steuersystem.
2M5005 Konstantdrucktyp-Bandschleifmaschine
Die Oberflächenrestspannung des Werkstücks wurde unter Verwendung eines Empyrean-Röntgendiffraktometers, hergestellt von PANaltical, Niederlande, analysiert. Die Oberflächenrauheit des Werkstücks wurde mit einem Rauheitsmessgerät TR200 gemessen, das Härtemessgerät war ein Rockwell-Härteprüfgerät vom Typ 600 MRA · L, und die Oberflächentopographie des Werkstücks wurde unter Verwendung eines Rasterelektronenmikroskops untersucht.
2.3 Testbedingungen
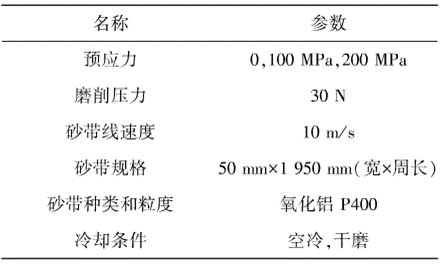
In dieser Arbeit wird das Schleifverfahren von Titanlegierungs-Schleifbändern unter verschiedenen Vorspannungsbedingungen durch ein glattes Schleifverfahren untersucht. Die spezifischen Testbedingungen sind in Tabelle 3 gezeigt.
2.3 Testbedingungen
In dieser Arbeit wird das Schleifverfahren von Titanlegierungs-Schleifbändern unter verschiedenen Vorspannungsbedingungen durch ein glattes Schleifverfahren untersucht. Die spezifischen Testbedingungen sind in Tabelle 3 gezeigt.
Schleifbandschleifen Titanlegierung
Abbildung 2 zeigt das vorgespannte Bandschleiftestgerät. Der Test wurde durchgeführt, indem das TC4-Stabteststück mit einer selbst hergestellten Spannvorrichtung fixiert wurde. Ein Drehmomentschlüssel wird verwendet, um die aufgebrachte Kraftmutter zum Vorspannen des Werkstücks zu verdrehen. Der Wert der Vorspannkraft überschreitet üblicherweise 60% der Streckspannung σs des Werkstückmaterials nicht. Jeder Test wurde fünfmal wiederholt und die Testergebnisse wurden gemittelt, um den Testfehler zu verringern.
3. Testergebnisse und Analyse
3.1 Eigenspannung
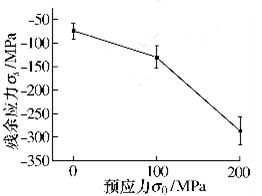
Abbildung 3 zeigt die unter verschiedenen Vorspannungsbedingungen gemessenen Eigenspannungswerte des Werkstücks. Es ist zu erkennen, dass mit zunehmendem Vorspannungswert auch die Restdruckspannung auf der Oberfläche des Werkstücks zunimmt.
3.1 Eigenspannung
Abbildung 3 zeigt die unter verschiedenen Vorspannungsbedingungen gemessenen Eigenspannungswerte des Werkstücks. Es ist zu erkennen, dass mit zunehmendem Vorspannungswert auch die Restdruckspannung auf der Oberfläche des Werkstücks zunimmt.
Wenn der Wert der Vorspannung 0 MPa beträgt, zeigt die Oberfläche des Werkstücks einen Zustand der Restdruckspannung. Dies ist auf den großen negativen Spanwinkel der Schleifkörner beim Schleifen, den kleinen Rückwinkel und das kaltelastische Schleifverhalten zurückzuführen, so dass die Schleifkörner auf beiden Seiten des Metalls eine starke Presswirkung ausüben. Die durch die Schleifwärme erzeugte Restzugspannung ist jedoch gering, so dass ein Restdruckspannungszustand auf der Oberfläche des Werkstücks erzeugt wird.
Wenn die Vorspannung auf 100 MPa erhöht wird, wird das Werkstück aufgrund der Vorspannung elastisch verformt. Während des Schleifprozesses wird das Oberflächenwerkstück entfernt und der Einfluss der Vorspannung auf es wird aufgehoben, während die elastische Verformung der inneren Schicht noch vorhanden ist. Dann wird die angelegte Vorspannung entfernt und die Zugverformung der inneren Schicht wird wiederhergestellt, um einen zusammengezogenen Zustand anzunehmen. Gleichzeitig entsteht durch die Begrenzung der Oberflächenschicht eine Druckeigenspannung auf der Oberfläche des Werkstücks, außerdem erzeugt das Schleifen des Schleifbandes selbst eine Druckeigenspannung auf der Oberfläche des Werkstücks, wodurch die Druckeigenspannung auf der Oberfläche des Werkstücks zunimmt.
Wenn die Vorspannung auf 200 MPa erhöht wird, erhöht sich die Restdruckspannung auf der Oberfläche des Werkstücks signifikanter. Dies liegt daran, dass mit zunehmender Vorspannung auch die elastische Verformung der inneren Lage des Werkstücks zunimmt. Nachdem die Vorspannung beseitigt ist, ist der Effekt der Wiederherstellung des Schrumpfens stärker ausgeprägt, was zu einer stärkeren Restdruckspannung auf dem Boden führt.
Wenn die Vorspannung von 0 MPa auf 100 MPa ansteigt, ist der Anstieg der Vorspannung ausgehend vom Änderungsgradienten der Eigenspannung gering, und wenn die Vorspannung von 100 MPa auf 200 MPa ansteigt, steigt die Eigenspannung merklich an. Dies liegt daran, dass bei einer angelegten Vorspannung von 100 MPa das Ausmaß des Schrumpfens der inneren Schicht nach dem Entfernen der Vorspannung nicht ausreicht, um eine signifikante Änderung der Restspannung zu verursachen.
3.2 Die Oberflächenrauheit
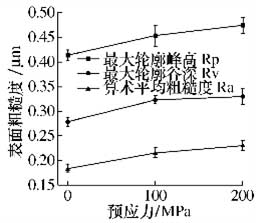
Die Oberflächenrauheit ist ein wichtiger Parameter für die Beurteilung der Qualität von präzisionsbearbeiteten Oberflächen. Der Rauheitswert wirkt sich direkt auf die Bearbeitungsgenauigkeit, das Passverhalten, die Kontaktsteifigkeit, die Verschleißfestigkeit und die Korrosionsbeständigkeit des Teils aus. Diese Eigenschaften wirken sich stärker auf Titanlegierungen aus, die in der Luft- und Raumfahrtindustrie weit verbreitet sind. Daher muss auf die Kontrolle der Oberflächenrauheit geachtet werden.
Die Beziehung zwischen Vorspannung und Oberflächenrauheit ist in Abbildung 4 dargestellt. Wie aus Fig. 4 ersichtlich ist, wird bei einer Vorspannung von 0 MPa die Rauheit des Werkstücks mit den Vorspannungsschemata von 100 MPa und 200 MPa verglichen. Die Oberflächenrauheit nimmt mit zunehmender Vorspannung zu. Der Hauptgrund ist, dass das Titanlegierungswerkstück aufgrund der elastischen Rückstellung nach dem Entlasten in axialer Richtung schrumpft. Wodurch eine Oberfläche des Nut sink Vorsprünge Vorsprungs, was zu einer Niederdrücktiefe und Höhe erhöht, um die Rauigkeit zu erhöhen; größere Vorspannung ist, desto stärker ist die Wirkung der elastischen Schrumpfung, tiefe Täler der Werkstückoberfläche und desto größer ist die Peakhöhe.
3.3 Oberflächenhärte
Während des Schleifvorgangs verursachen die Schleifwärme und die Schleifkraft normalerweise plastische Spannungen auf der Oberfläche des Werkstücks, was zu einer Aushärtung des Werkstücks führt. Tabelle 4 zeigt die Oberflächenhärte des bearbeiteten Werkstücks unter verschiedenen Vorspannungsbedingungen. Die Ergebnisse zeigen, dass unter verschiedenen Vorspannbedingungen die Oberfläche des Werkstücks durch Arbeit ausgehärtet wird und die Vorspannung im Vergleich zur vorgespannten 0MPa-Lösung zu einer leichten Erhöhung der Oberflächenhärte des Werkstücks führt. Die Zunahme der Vorspannung erhöht diese Tendenz jedoch nicht, was bedeutet, dass das Verfahren des vorgespannten Bandschleifens einen geringen Einfluss auf die Kaltverfestigung hat.
3.4 Oberflächenmorphologie
Um die Oberflächenmorphologie des unter verschiedenen Vorspannungsbedingungen erhaltenen Schleifens zu untersuchen, wurde die Schleifoberfläche des Titanlegierungswerkstücks mit einem Rasterelektronenmikroskop beobachtet. Bild 5 zeigt die Oberflächentopographie eines Werkstücks mit einer Vorspannung von 0 MPa. Es ist ersichtlich, dass bei einer Vorspannung von 0 MPa viele Löcher und Risse auf der Oberfläche des Werkstücks mit einem geringen Maß an Haftung auftreten, die Oberfläche des Werkstücks 3000-fach vergrößert wird, um die Oberflächenhaftung zu beobachten, und die Energiespektrumanalyse wird durchgeführt, wie in 6 gezeigt. Show. Es ist ersichtlich, dass die Hauptkomponenten des Bindemittels Aluminium und Sauerstoff sind und Spuren von Titan und Vanadium enthalten. Ausgehend vom Atomprozentsatz beträgt die Adhäsion Al 2 O 3, das der Hauptbestandteil der Schleifkörner ist. Dies liegt daran, dass die Titanlegierung während des Schleifvorgangs kontinuierlich an der Oberfläche des Schleifbandes haftet, wodurch der Schleifabfallraum verstopft wird. Die Schleifpartikel behalten ihre ursprüngliche Form nicht mehr bei und die Schleifkraft nimmt zu, wodurch die Schleifpartikel brechen und die Oberfläche des Werkstücks bedecken. Gleichzeitig ändert sich auch die Tiefe des Werkstücks nach dem Schleifen in unterschiedlichem Maße, was zu weiteren Fehlern auf der Oberfläche des Werkstücks nach dem Schleifen führt.
Wenn die Vorspannung auf 100 MPa und 200 MPa erhöht wird, ist dies aus den Abbildungen 7 und 8 ersichtlich: Im Vergleich zu Abb. 5 sind die Oberflächenfehler des Werkstücks nach dem Schleifen deutlich reduziert, die Schleiflinien sind klar und regelmäßig, aber auf beiden Seiten der Verschleißspuren treten deutliche Dellen und leichte Wellkanten auf. Der Hauptgrund ist, dass die Oberfläche des Werkstücks vorgespannt ist und sich beim Schneiden aufgrund der elastischen Kontraktion in die Richtung zurückstellt, in die die Vorspannung angelegt wird. Der Widerstand der Schleifpartikel wird während des Schneidvorgangs verringert, wodurch die Haftung des Schleifbandes an der Titanlegierung verringert wird; Gleichzeitig schrumpft das Werkstück, nachdem die Vorspannung beseitigt wurde, was zu einer leichten Faltenbildung führt.
4. Resumen
Este papel presenta un método de rectificado de la banda abrasiva pretensada. En comparación con el rectificado ordinario de la correa, el rectificado pretensado de la correa puede obtener un esfuerzo de compresión residual más significativo sobre la base del rectificado de la correa pretensado; Dentro del rango elástico del material, cuanto mayor sea la tensión previa aplicada antes del esmerilado, mayor será el esfuerzo de compresión residual en la superficie de la pieza de trabajo; El método de rectificado de la banda abrasiva pretensada puede mejorar ligeramente la dureza de la superficie de la pieza, pero el efecto es pequeño y, dentro de un cierto rango, no aumenta con el aumento de la tensión previa; La superficie de la pieza de trabajo obtenida por el rectificado de la banda abrasiva pretensada es buena, las líneas pulidas son claras y regulares, pero la rugosidad de la superficie aumenta ligeramente.




