Bearbeitungszentrum Fraesen kombinierte Bearbeitung Titanlegierung Teile verarbeiten
Analyse der Fräsprozesseigenschaften von Titanlegierungen
Aufgrund der langsamen Wärmeabfuhr im Mahlbereich kommt es dem Wärmehaushalt nicht zugute. Während des Schneidvorgangs sind die Wärmeabgabe- und Kühleffekte sehr gering und es bilden sich leicht hohe Temperaturen im Schneidbereich. Die große Verformung und Rückfederung des bearbeiteten Teils führt zu einer Erhöhung des Drehmoments des Schneidwerkzeugs, einem schnellen Verschleiß der Schneidkante und einer Verringerung der Haltbarkeit. Zweitens erschwert die geringe Wärmeleitfähigkeit der Titanlegierung die Abgabe der in einem kleinen Bereich in der Nähe des Schneidwerkzeugs angesammelten Schneidwärme. Die Reibungskraft auf die Spanfläche wird erhöht, die Spanabfuhr ist nicht einfach, die Schnittwärme wird nicht einfach abgegeben und der Werkzeugverschleiß wird beschleunigt. Titanlegierungen weisen eine hohe chemische Aktivität auf und reagieren bei hohen Temperaturen leicht mit Werkzeugmaterialien unter Bildung von Auflösung und Diffusion, was zu Adhäsion, Brennen und Rissbildung führt.
Was ist eine Titanlegierung?
Titanlegierungen umfassen Legierungselemente in industriellem Reintitan, um die Festigkeit von Titan zu erhöhen.
Titanlegierungen können in drei Typen eingeteilt werden: Titanlegierungen, b Titanlegierungen und + b Titanlegierungen. Die Titanlegierung a + b setzt sich aus einer Phase A und einer Phase B zusammen. Die Legierung hat eine stabile Struktur, eine gute Verformungsleistung bei hohen Temperaturen, eine gute Zähigkeit und eine gute Plastizität. Es kann abgeschreckt und gealtert werden, um die Legierung zu stärken.
Die Leistungseigenschaften von Titanlegierungen spiegeln sich hauptsächlich wider in:
1) Hohe Hitzebeständigkeit. Titanlegierung hat eine gute Wärmestabilität und ist bei 300-500 ° C etwa zehnmal fester als Aluminiumlegierungen.
2) Große chemische Aktivität. Titan reagiert stark mit Sauerstoff, Stickstoff, Kohlenmonoxid, Wasserdampf und anderen Substanzen in der Luft, um eine gehärtete Schicht aus TiC und TiN auf der Oberfläche zu bilden.
3) Schlechte Wärmeleitfähigkeit. Titanlegierungen haben eine schlechte Wärmeleitfähigkeit. TC4-Titanlegierung hat eine Wärmeleitfähigkeit von 16,8 W / m · ° C bei 200 ° C und eine Wärmeleitfähigkeit von 0,036 cal / cm · s · ° C.
Fallstudie zum Fräsen von Titanlegierungen im Bearbeitungszentrum
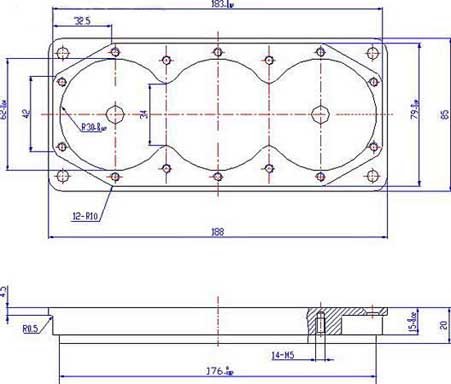
Die Bauform des Teils ist in Abbildung 1 dargestellt.
• Die Funktionen dieses Abschnitts lauten wie folgt:
• Komplexe Form und hohe Präzision.
• Während der Verarbeitung müssen mehrere Prozesse ausgeführt werden.
• Der Toleranzbereich des Teils muss streng kontrolliert werden.
• Hoher Preis und hohe Bearbeitungskosten.
Die Auswahl des Werkzeugmaterials sollte die folgenden Anforderungen erfüllen:
• Ausreichende Härte. Die Härte des Werkzeugs muss viel größer sein als die Härte der Titanlegierung.
• Ausreichende Festigkeit und Zähigkeit. Da das Werkzeug beim Schneiden der Titanlegierung einem hohen Drehmoment und einer hohen Schneidkraft ausgesetzt ist, muss es eine ausreichende Festigkeit und Zähigkeit aufweisen.
• Ausreichende Verschleißfestigkeit. Aufgrund der guten Zähigkeit der Titanlegierung und der Schärfe der Schneide während der Bearbeitung muss das Werkzeugmaterial eine ausreichende Verschleißfestigkeit aufweisen, um die Kaltverfestigung zu verringern. Dies ist ein wichtiger Parameter für die Auswahl von Werkzeugen aus Titanlegierungen.
• Das Werkzeugmaterial hat eine schlechte Affinität zur Titanlegierung. Da Titanlegierungen eine hohe chemische Aktivität aufweisen, ist es notwendig, ein Legieren durch Schmelzen und Diffusion des Werkzeugmaterials und der Titanlegierung zu vermeiden, was zu Adhäsion und Brennen führt.
Tests mit gängigen Werkzeugmaterialien und fremden Werkzeugmaterialien in China zeigen, dass die Verwendung von Werkzeugen mit hohem Kobaltgehalt eine ideale Wahl ist. Die Hauptfunktion von Kobalt besteht darin, den sekundären Härtungseffekt zu verbessern, die Härte der roten Härte und die Wärmebehandlung zu verbessern und gleichzeitig eine hohe Zähigkeit, Verschleißfestigkeit und gute Wärmeableitung zu haben.
Auswahl der Schnittparameter
Bei der Bearbeitung von Titanlegierungen sollte eine niedrigere Schnittgeschwindigkeit, ein angemessen hoher Vorschub, eine angemessene Schnitttiefe und Endbearbeitung gewählt werden. Die Kühlung sollte ausreichen.
• Schnittgeschwindigkeit Vc Vc = 30 ~ 50 m / min
• Der Vorschub f wird mit einem großen Vorschub aufgeraut und mit einem mäßigen Vorschub zum Schlichten und Halbschlichten fertiggestellt.
• Schnitttiefe ca. Ap = 1 / 3d ist angemessen. Die Affinität der Titanlegierung ist gut, die Späne sind schwer zu entfernen und die Schnitttiefe ist zu groß, was dazu führt, dass der Fräser am Messer klebt, das Messer verbrennt und bricht.
• Die oberflächengehärtete Schicht aus Titanlegierung mit mäßiger αC-Nachbearbeitung beträgt ca. 0,1-0,15 mm. Wenn die Schneide in die gehärtete Schicht geschnitten wird, verschleißt das Werkzeug leicht. Die ausgehärtete Schicht sollte vermieden werden, aber die Schnittzugabe sollte nicht zu groß sein.
Kühlmittel
Bei der Bearbeitung von Titanlegierungen werden keine chlorhaltigen Kühlmittel verwendet, um toxische Substanzen zu vermeiden und Wasserstoffversprödung zu verursachen. Außerdem wird das Hochtemperatur-Spannungsrisskorrosion bei Titanlegierungen verhindert.
Eine synthetische wasserlösliche Emulsion kann verwendet werden, und ein Kühlmittel kann ebenfalls verwendet werden.
Das Kühlmittel sollte während des Schneidvorgangs ausreichen. Die Umwälzgeschwindigkeit des Kühlmittels sollte hoch sein, die Durchflussmenge und der Druck der Schneidflüssigkeit sollten groß sein, und das Bearbeitungszentrum ist mit einer speziellen Kühldüse ausgestattet, die den gewünschten Effekt erzielen kann, solange sie eingestellt ist.
Durch die Analyse der Eigenschaften von Titanlegierungen werden die Probleme bei der Verarbeitung von Titanlegierungen gelöst: Durch die Zusammenstellung korrekter und wissenschaftlicher Verarbeitungstechnologien können die Kosten gesenkt, die Produktionseffizienz verbessert und die folgenden Schlussfolgerungen gezogen werden:
• Verwenden Sie Bearbeitungszentren zum Schlichten von Titanlegierungen, um die komplexen und hochpräzisen Anforderungen von Teilen zu erfüllen, und bearbeiten Sie gleichzeitig mehrere Teile, um die Produktivität zu steigern.
• Hochkobalthaltige Werkzeugmaterialien sind ideal für Titanlegierungen.
• Wählen Sie eine angemessene Werkzeuggeometrie, Schneidparameter und Kühlmittel, um die Lebensdauer des Werkzeugs zu verlängern und die Produktivität zu steigern.
• Ein fundiertes und wissenschaftliches Verfahren ist der beste Weg, um die Effizienz zu steigern und Kosten zu sparen.
Aufgrund der langsamen Wärmeabfuhr im Mahlbereich kommt es dem Wärmehaushalt nicht zugute. Während des Schneidvorgangs sind die Wärmeabgabe- und Kühleffekte sehr gering und es bilden sich leicht hohe Temperaturen im Schneidbereich. Die große Verformung und Rückfederung des bearbeiteten Teils führt zu einer Erhöhung des Drehmoments des Schneidwerkzeugs, einem schnellen Verschleiß der Schneidkante und einer Verringerung der Haltbarkeit. Zweitens erschwert die geringe Wärmeleitfähigkeit der Titanlegierung die Abgabe der in einem kleinen Bereich in der Nähe des Schneidwerkzeugs angesammelten Schneidwärme. Die Reibungskraft auf die Spanfläche wird erhöht, die Spanabfuhr ist nicht einfach, die Schnittwärme wird nicht einfach abgegeben und der Werkzeugverschleiß wird beschleunigt. Titanlegierungen weisen eine hohe chemische Aktivität auf und reagieren bei hohen Temperaturen leicht mit Werkzeugmaterialien unter Bildung von Auflösung und Diffusion, was zu Adhäsion, Brennen und Rissbildung führt.
Was ist eine Titanlegierung?
Titanlegierungen umfassen Legierungselemente in industriellem Reintitan, um die Festigkeit von Titan zu erhöhen.
Titanlegierungen können in drei Typen eingeteilt werden: Titanlegierungen, b Titanlegierungen und + b Titanlegierungen. Die Titanlegierung a + b setzt sich aus einer Phase A und einer Phase B zusammen. Die Legierung hat eine stabile Struktur, eine gute Verformungsleistung bei hohen Temperaturen, eine gute Zähigkeit und eine gute Plastizität. Es kann abgeschreckt und gealtert werden, um die Legierung zu stärken.
Die Leistungseigenschaften von Titanlegierungen spiegeln sich hauptsächlich wider in:
1) Hohe Hitzebeständigkeit. Titanlegierung hat eine gute Wärmestabilität und ist bei 300-500 ° C etwa zehnmal fester als Aluminiumlegierungen.
2) Große chemische Aktivität. Titan reagiert stark mit Sauerstoff, Stickstoff, Kohlenmonoxid, Wasserdampf und anderen Substanzen in der Luft, um eine gehärtete Schicht aus TiC und TiN auf der Oberfläche zu bilden.
3) Schlechte Wärmeleitfähigkeit. Titanlegierungen haben eine schlechte Wärmeleitfähigkeit. TC4-Titanlegierung hat eine Wärmeleitfähigkeit von 16,8 W / m · ° C bei 200 ° C und eine Wärmeleitfähigkeit von 0,036 cal / cm · s · ° C.
Fallstudie zum Fräsen von Titanlegierungen im Bearbeitungszentrum
Die Bauform des Teils ist in Abbildung 1 dargestellt.
Abbildung 1. Form und Größe des Teils
• Die Funktionen dieses Abschnitts lauten wie folgt:
• Komplexe Form und hohe Präzision.
• Während der Verarbeitung müssen mehrere Prozesse ausgeführt werden.
• Der Toleranzbereich des Teils muss streng kontrolliert werden.
• Hoher Preis und hohe Bearbeitungskosten.
Bearbeitungszentrum Titanlegierung Verarbeitungseigenschaften
Auswahl des WerkzeugmaterialsDie Auswahl des Werkzeugmaterials sollte die folgenden Anforderungen erfüllen:
• Ausreichende Härte. Die Härte des Werkzeugs muss viel größer sein als die Härte der Titanlegierung.
• Ausreichende Festigkeit und Zähigkeit. Da das Werkzeug beim Schneiden der Titanlegierung einem hohen Drehmoment und einer hohen Schneidkraft ausgesetzt ist, muss es eine ausreichende Festigkeit und Zähigkeit aufweisen.
• Ausreichende Verschleißfestigkeit. Aufgrund der guten Zähigkeit der Titanlegierung und der Schärfe der Schneide während der Bearbeitung muss das Werkzeugmaterial eine ausreichende Verschleißfestigkeit aufweisen, um die Kaltverfestigung zu verringern. Dies ist ein wichtiger Parameter für die Auswahl von Werkzeugen aus Titanlegierungen.
• Das Werkzeugmaterial hat eine schlechte Affinität zur Titanlegierung. Da Titanlegierungen eine hohe chemische Aktivität aufweisen, ist es notwendig, ein Legieren durch Schmelzen und Diffusion des Werkzeugmaterials und der Titanlegierung zu vermeiden, was zu Adhäsion und Brennen führt.
Tests mit gängigen Werkzeugmaterialien und fremden Werkzeugmaterialien in China zeigen, dass die Verwendung von Werkzeugen mit hohem Kobaltgehalt eine ideale Wahl ist. Die Hauptfunktion von Kobalt besteht darin, den sekundären Härtungseffekt zu verbessern, die Härte der roten Härte und die Wärmebehandlung zu verbessern und gleichzeitig eine hohe Zähigkeit, Verschleißfestigkeit und gute Wärmeableitung zu haben.
Auswahl der Schnittparameter
Bei der Bearbeitung von Titanlegierungen sollte eine niedrigere Schnittgeschwindigkeit, ein angemessen hoher Vorschub, eine angemessene Schnitttiefe und Endbearbeitung gewählt werden. Die Kühlung sollte ausreichen.
• Schnittgeschwindigkeit Vc Vc = 30 ~ 50 m / min
• Der Vorschub f wird mit einem großen Vorschub aufgeraut und mit einem mäßigen Vorschub zum Schlichten und Halbschlichten fertiggestellt.
• Schnitttiefe ca. Ap = 1 / 3d ist angemessen. Die Affinität der Titanlegierung ist gut, die Späne sind schwer zu entfernen und die Schnitttiefe ist zu groß, was dazu führt, dass der Fräser am Messer klebt, das Messer verbrennt und bricht.
• Die oberflächengehärtete Schicht aus Titanlegierung mit mäßiger αC-Nachbearbeitung beträgt ca. 0,1-0,15 mm. Wenn die Schneide in die gehärtete Schicht geschnitten wird, verschleißt das Werkzeug leicht. Die ausgehärtete Schicht sollte vermieden werden, aber die Schnittzugabe sollte nicht zu groß sein.
Kühlmittel
Bei der Bearbeitung von Titanlegierungen werden keine chlorhaltigen Kühlmittel verwendet, um toxische Substanzen zu vermeiden und Wasserstoffversprödung zu verursachen. Außerdem wird das Hochtemperatur-Spannungsrisskorrosion bei Titanlegierungen verhindert.
Eine synthetische wasserlösliche Emulsion kann verwendet werden, und ein Kühlmittel kann ebenfalls verwendet werden.
Das Kühlmittel sollte während des Schneidvorgangs ausreichen. Die Umwälzgeschwindigkeit des Kühlmittels sollte hoch sein, die Durchflussmenge und der Druck der Schneidflüssigkeit sollten groß sein, und das Bearbeitungszentrum ist mit einer speziellen Kühldüse ausgestattet, die den gewünschten Effekt erzielen kann, solange sie eingestellt ist.
Durch die Analyse der Eigenschaften von Titanlegierungen werden die Probleme bei der Verarbeitung von Titanlegierungen gelöst: Durch die Zusammenstellung korrekter und wissenschaftlicher Verarbeitungstechnologien können die Kosten gesenkt, die Produktionseffizienz verbessert und die folgenden Schlussfolgerungen gezogen werden:
• Verwenden Sie Bearbeitungszentren zum Schlichten von Titanlegierungen, um die komplexen und hochpräzisen Anforderungen von Teilen zu erfüllen, und bearbeiten Sie gleichzeitig mehrere Teile, um die Produktivität zu steigern.
• Hochkobalthaltige Werkzeugmaterialien sind ideal für Titanlegierungen.
• Wählen Sie eine angemessene Werkzeuggeometrie, Schneidparameter und Kühlmittel, um die Lebensdauer des Werkzeugs zu verlängern und die Produktivität zu steigern.
• Ein fundiertes und wissenschaftliches Verfahren ist der beste Weg, um die Effizienz zu steigern und Kosten zu sparen.




