Lieferant von CNC-Stanzteilen
Was sind Stanzteile? Konstruktions- und Umformprozess von Stanzteilen
Stanzteile sind Bearbeitungsverfahren, die auf Pressen und Matrizen angewiesen sind, um Platten, Bänder, Rohre und Profile mit Stanzdruck zu plastisch zu verformen oder zu trennen, um Werkstücke (Stanzteile) der erforderlichen Form und Größe zu erhalten. Stanzen und Schmieden sind beides plastische Verarbeitung (oder Druckverarbeitung), die zusammenfassend als Schmieden bezeichnet wird. Die zu stanzenden Platinen sind hauptsächlich warm- und kaltgewalzte Stahlbleche und -bänder.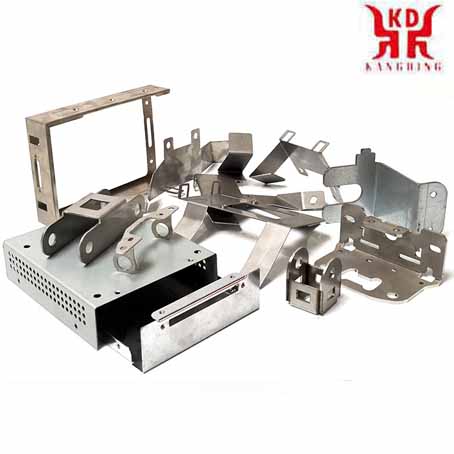
Einführung
Bei Stahl sind 60 bis 70 % Bleche, die meist zu Fertigteilen gestanzt werden. Karosserie, Chassis, Kraftstofftank, Kühlerlamellen, Kesseltrommeln, Containerhüllen, Motoren, Elektro eisenkern-Siliziumstahl bleche usw. werden gestanzt und bearbeitet. Auch in Produkten wie Instrumenten, Haushaltsgeräten, Fahrrädern, Büromaschinen und Wohnutensilien finden sich zahlreiche Stanzteile.Im Vergleich zu Guss- und Schmiedeteilen haben Stanzteile die Eigenschaften von Dünnheit, Gleichmäßigkeit, Leichtigkeit und starker Steifigkeit. Durch Stanzen können Werkstücke mit Versteifungen, Rippen, Wellen oder Flanschen hergestellt werden, die mit anderen Verfahren schwierig herzustellen sind, um ihre Steifigkeit zu verbessern. Durch die Verwendung von Präzisions formen kann die Genauigkeit des Werkstücks das Mikrometer-Niveau erreichen, und die Wiederholbarkeit ist hoch und die Spezifikationen sind konsistent. Löcher, Vorsprünge etc. können ausgestanzt werden.
Kaltumformteile werden in der Regel nicht mehr oder nur in geringem Umfang CNC-bearbeitet. Die Präzision und Oberflächenbeschaffenheit von Warmumform teilen sind geringer als bei Kaltumform teilen, aber immer noch besser als bei Guss- und Schmiedeteilen, und die Schnittmenge ist geringer.
Stanzen ist ein effizientes Produktion verfahren. Mit Verbund stanzwerkzeugen, insbesondere Durchlauf stanzwerkzeugen, können mehrere Stanzvorgänge auf einer Presse durchgeführt werden, um eine vollautomatische Produktion vom Bandabwickeln, Richten, Stanzen bis hin zur Umformung und Veredelung zu realisieren. Die Produktion effizienz ist hoch, die Arbeitsbedingungen sind gut und die Produktionskosten sind niedrig. Im Allgemeinen können Hunderte von Teilen pro Minute hergestellt werden.
Stanzteile werden hauptsächlich nach Verfahren klassifiziert, die in zwei Kategorien unterteilt werden können: Trennverfahren und Umformverfahren. Der Trennprozess wird auch Stanzen genannt und dient dazu, die Stanzteile entlang einer bestimmten Konturlinie vom Blech zu trennen und gleichzeitig die Qualitätsanforderungen des abgetrennten Abschnitts zu gewährleisten. Die Oberfläche und die inneren Eigenschaften des Stanzblechmaterials haben einen großen Einfluss auf die Qualität des Stanzprodukts, und die Dicke des Stanzmaterials muss genau und gleichmäßig sein; Die Oberfläche ist glatt, keine Flecken, keine Narben, keine Kratzer, keine Oberflächenrisse usw.; Die Streckgrenze ist ohne offensichtliche Direktionalität gleichmäßig, die gleichmäßige Dehnung ist hoch; Niedriges Biegefestigkeit verhältnis; Die Kaltverfestigung ist gering.

Hauptmerkmal
Stanzteile werden hauptsächlich durch Stanzen von Metall- oder Nicht Metallblech Materialien mit dem Druck einer Presse durch ein Stanzwerkzeug geformt. Es hat hauptsächlich folgende Eigenschaften:⑴ Stanzteile werden durch Stanzen unter der Prämisse eines geringen Material verbrauchs hergestellt. Die Teile sind leicht und steif, und nachdem das Blech plastisch verformt wurde, wird die innere Struktur des Metalls verbessert, was die Festigkeit der Stanzteile verbessert.
⑵ Die Stanzteile haben eine hohe Maßgenauigkeit, die gleiche Größe wie die Formteile und eine gute Austauschbarkeit. Es ist keine weitere Bearbeitung erforderlich, um die allgemeinen Montage- und Verwendungsanforderungen zu erfüllen.
⑶ Da die Oberfläche des Materials beim Stanzprozess nicht beschädigt wird, haben die Stanzteile eine gute Oberflächenqualität und ein glattes und schönes Aussehen. Dies bietet günstige Bedingungen für die Oberflächenlackierung, Galvanisierung, Phosphatierung und andere Oberflächenbehandlungen.
Konstruktionsprinzipien von Stanzteilen
⑴ Die konstruierten Stanzteile müssen dem Produkt gebrauch und der technischen Leistung entsprechen und leicht zu montieren und zu reparieren sein.⑵ Die konstruierten Stanzteile müssen dazu beitragen, den Nutzungsgrad von Metall werkstoffen zu verbessern, die Materialvielfalt und -spezifikationen zu reduzieren und den Materialverbrauch so weit wie möglich zu reduzieren. Verwenden Sie, wo zulässig, kostengünstige Materialien und machen Sie die Teile so abfallfrei und abfallarm wie möglich.
⑶ Die konstruierten Stanzteile müssen eine einfache Form und einen vernünftigen Aufbau aufweisen, um den Formaufbau zu vereinfachen und die Anzahl der Prozesse zu vereinfachen. Das heißt, die Bearbeitung des gesamten Teils wird mit dem geringsten und einfachsten Stanzprozess abgeschlossen, wodurch die Verwendung anderer Verfahren zur Bearbeitung reduziert wird und der Stanzvorgang förderlich ist, die Organisation der mechanisierten und automatisierten Produktion erleichtert und die Arbeitsproduktivität verbessert wird.
⑷ Entworfene Stanzteile unter der Bedingung, dass der normale Gebrauch gewährleistet ist, versuchen, die Maß genauigkeitsklasse und die Oberflächenrauheit klasse zu verringern. Und es fördert den Austausch von Produkten, reduziert Abfall und gewährleistet eine stabile Produktqualität.
⑸ Die konstruierten Stanzteile sollten die Verwendung vorhandener Ausrüstung, Prozessausrüstung und Prozessabläufe so weit wie möglich zu ihrer Verarbeitung förderlich sein und tragen zur Verlängerung der Lebensdauer des Werkzeugs bei.

Häufige Probleme beim Stanzen von Teilen
1. Haftung, Kratzer: Defekte an der Oberfläche des Teils oder der Form aufgrund der Reibung zwischen dem Material und der konvexen Form oder der konkaven Form;2, Grat von Stanzteilen: Tritt hauptsächlich im Stanz- und Stanzwerkzeug auf, ist der Spalt zwischen den Schneidkanten groß oder klein, was zu Graten führt;
3. Zeilenversatz: Wenn das Teil geformt wird, wird das Teil, das zuerst mit der Form in Kontakt steht, gequetscht und eine Linie wird gebildet;
4. Konkav und konvex: Eingemischte Fremdkörper (Eisenspäne, Gummi, Staub) in der Abwickellinie verursachen Unebenheiten;
5. Drehungen und Wendungen: Aufgrund ungleichmäßiger Belastung, schlechter Anpassung der Ziehsicken oder schlechter Kontrolle des Pressenschiebers werden Biegen und Belastungen an der r-Ecke oder dem Prägeteil des Teils verursacht;
6. Falten: Falten am Rand oder r-Bereich entstehen durch schlechte Einstellung des Pressenschiebers, geringe Pressengenauigkeit, unsachgemäße Einstellung des Luftpolsterdrucks, großen Stempel oder r-Teil.
7. Andere spezifische Probleme: In der täglichen Produktion gibt es Situationen, in denen die Stanzgröße zu groß oder zu klein ist (sie kann die Spezifikation anforderungen überschreiten) und die Größe der Stanzstempel ist ganz anders. Neben der Berücksichtigung von Faktoren wie Konstruktion abmessungen, Bearbeitungsgenauigkeit und Stanzspalt der sich bildenden konvexen und konkaven Formen sollten zur Lösung des Problems auch die folgenden Aspekte berücksichtigt werden.
⑴ Nachdem die Schneidkante des Stanzwerkzeugs abgenutzt ist, nimmt die Zugspannung des Materials zu und die Neigung des Stanzteils zum Überschlagen und Verdrehen wird größer. Beim Wenden des Materials wird die Größe des Stanzlochs kleiner.
⑵ Durch den starken Druck auf das Material wird das Material plastisch verformt, wodurch die Stanzlöcher größer werden. Wenn der starke Druck reduziert wird, wird die Stanzgröße kleiner.
⑶ Die Form der Kante des Stanzstempels. Wenn das Ende mit einer Fase oder einem Bogen beschnitten wird, kann die Stanzkraft nicht leicht umgedreht oder verdreht werden, da die Stanzkraft verlangsamt wird, so dass die Stanzgröße größer wird. Wenn das Ende des Stempels flach ist (keine Fase oder Bogen), ist die Stanzgröße relativ klein.
8. Methoden, um Stanzteile am Drehen und Verdrehen zu hindern
⑴ Angemessenes Formdesign. Im Folgeverbundwerkzeug kann die Anordnung der Stanzreihenfolge die Umformgenauigkeit der Stanzteile beeinflussen. Zum Stanzen kleiner Teile von Stanzteilen wird im Allgemeinen zuerst ein größerer Stanzbereich und dann ein kleinerer Stanzbereich angeordnet, um den Einfluss der Stanzkraft auf die Umformung des Stanzteils zu reduzieren.
⑵ Material fest andrücken. Überwinden Sie die traditionelle Formkonstruktion, öffnen Sie eine Materiallücke an der Austragsplatte: Das heißt, wenn die Form geschlossen ist, kann das Material komprimiert werden. Der den Schlüssel bildende Teil, die Entladeplatte, muss in einer blockartigen Struktur hergestellt werden, um die Lösung des Verschleiß-(Kompressions-)Verlustes des Pressteils der Entladeplatte, der durch langes Stanzen verursacht wird, zu erleichtern, und die Form kann das Material nicht komprimieren.
⑶ Formdruckfunktion hinzufügen. Das heißt, die Größe des Pressteils des Entladeeinsatzes (normale Dicke des Entladeeinsatzes H+0,03 mm) zu erhöhen, um den Druck auf das Material auf der Matrizenseite zu erhöhen, um ein Umdrehen und Verdrehen des Stanzteils während des Stanzens zu verhindern .
⑷ Die Stempelkante wird mit einer Fase oder einem Bogen besäumt. Dies ist ein effektiver Weg, um Dämpfung und Schnittleistung zu reduzieren. Durch Verringern der Pufferschneidkraft kann die Zugkraft auf das Material an der Seite der Matrize verringert werden, um den Effekt zu erzielen, das Drehen und Verdrehen der Stanzteile zu unterdrücken.
⑸ Bei der täglichen Formenherstellung ist darauf zu achten, dass die Schnittwölbung der Matrize und die Schärfe der Schneidkante der konkaven Matrize erhalten bleiben. Wenn die Stanzschneide abgenutzt ist, erhöht sich die Zugspannung des Materials und die Neigung des Stanzteils zum Überschlagen und Verdrehen wird größer.

Maßtoleranz der Stanzteile
"GB/T13914-2002 Maßtoleranz von Stanzteilen" spezifiziert die Maßtoleranzen von Stanzteilen. Die Maßtoleranzen sind jeweils für Flachstanzteile und Umformstanzteile angegeben. Der Maßtoleranzwert von Stanzteilen bezieht sich auf die beiden Dimensionen Stanzteilgröße und Blechdicke und andererseits auf das Genauigkeitsniveau.Maßtoleranz von Flachstanzteilen: unterteilt in 11 Güteklassen, gekennzeichnet durch ST1 bis ST11, wobei ST die Maßtoleranz von Flachstanzteilen bedeutet, und der Code der Toleranzstufen wird durch arabische Ziffern angegeben. Von ST1 bis ST11 nimmt die Genauigkeitsstufe der Reihe nach ab.
Maßtoleranz von Stanzteilen umformen: Umformungsstanzteile sind in 10 Genauigkeitsstufen unterteilt, die durch FT1 bis FT10 dargestellt werden, wobei FT die Maßtoleranz der Umformung stanzteile darstellt und die arabischen Ziffern die Toleranzstufen darstellen. Von FT1 bis FT10 nehmen die Genauigkeitsgrade der Reihe nach ab.
Grenzabweichung von Stanzteilen: Die Pressenabweichung der Lochgröße ist 0, die obere Abweichung ist die untere Abweichung zuzüglich der Größentoleranz; Die Wellengröße legt fest, dass die obere Abweichung die Grundabweichung ist, der Wert 0 ist und die untere Abweichung die obere Abweichung abzüglich der Maßtoleranz ist. Bei Lochmittenabstand, Lochrandabstand, Biegung, Ziehlänge, Höhe usw. wird die obere und untere Abweichung als halbe Maßtoleranz angegeben.




