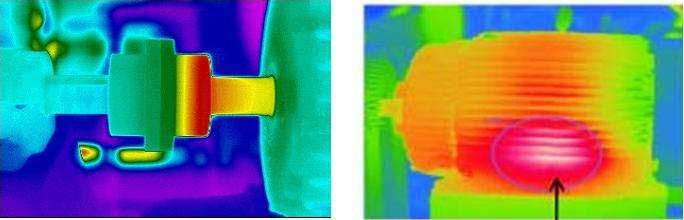
exactitud de procesado y montaje causa el problema motor temperatura del rodamiento
Dado que los rodamientos se usan ampliamente en motores asíncronos trifásicos, no hay muchas fallas en los motores asíncronos trifásicos causados por los rodamientos. La falla del rodamiento del motor es causada principalmente por el sobrecalentamiento del rodamiento. Exploremos cómo discriminar los cojinetes del motor del sobrecalentamiento y el mal funcionamiento y las soluciones.
Primero, sobrecalentamiento del rodamiento del motor
En la actualidad, la temperatura de los cojinetes del fabricante del motor antes de que el motor salga de fábrica es un elemento que debe verificarse. Además de la alta temperatura que no excede el límite de 95 ° C, no existe un estándar uniforme para la alta temperatura del rodamiento por debajo de la alta temperatura durante la operación. Según el hábito general, después de que el motor funciona durante 1.5-2 horas, la temperatura del rodamiento es estable y la temperatura aumenta ≤35K, lo que puede considerarse normal. Sin embargo, cuando el rodamiento funciona por un corto tiempo (como 15 minutos) y sube a 65 ° C o funciona por más de 1.5 h, todavía no tiene tendencia a la baja, y menos de 1.5 h, pero la temperatura estable del rodamiento excede los 75 ° C. Ambas pueden considerarse temperaturas elevadas de los rodamientos (65 ° C, 75 ° C en verano, 55 ° C, 65 ° C en invierno frío).
Segundo, el fenómeno de falla y la solución.
1. El rodamiento se aprieta
Las bolas o los rodillos se pueden girar fácilmente en la pista de rodadura debido al juego entre ellos y la camisa interior del rodamiento. Si se aprieta el anillo interior o exterior del manguito del rodamiento, se reduce el espacio libre. Debido a que el valor de la holgura del rodamiento es pequeño, es sensible a los cambios en la holgura. El espacio libre se hace más pequeño, y el cuerpo rodante del rodamiento y la férula generan una gran tensión de contacto, lo que aumenta la fricción y el calor del rodamiento.
Las contramedidas contra la extrusión son las siguientes:
(1) Cuando el rodamiento está en estado caliente, el anillo interno se expande enormemente, lo que puede causar un juego negativo. Una pequeña cantidad de holgura negativa es beneficiosa para la operación normal del rodamiento, pero la mayor holgura negativa es desfavorable para la operación del rodamiento, la temperatura es más alta y el grado de holgura negativa se reduce por la expansión del anillo exterior. Además, cuando el rodamiento está funcionando, el anillo exterior del rodamiento y el manguito del rodamiento también deben tener una interferencia, y el elemento rodante se aprieta, causando que el rodamiento se dañe prematuramente debido a la generación de calor.
(2) Para evitar que la carcasa del rodamiento se deslice circunferencialmente en la cámara del rodamiento, la tolerancia acumulativa de la tapa del extremo (o el casquillo del rodamiento) y las profundidades de la cubierta interna y externa del rodamiento en la dirección axial es "+". Y se acumula en la superficie de la junta plana de las cubiertas interna y externa para garantizar que las cubiertas interna y externa sujeten la carcasa del rodamiento. Para motores a prueba de fuego, este espacio libre no debe ser mayor a 0.2 mm. Esta tolerancia puede ser garantizada por máquinas CNC o pantallas digitales.
2. La precisión de mecanizado insuficiente de las piezas y el montaje incorrecto del motor conducen a la generación de calor del rodamiento
Hay dos puntos en el proceso de rodamiento que hacen que el rodamiento se caliente:
(1) Los extremos de la base del motor no son concéntricos, lo que hace que las líneas centrales de las tapas de los extremos o los manguitos de los dos extremos de la cubierta o el manguito no se superpongan. Afecta los anillos internos y externos del rodamiento no son paralelos y los rodamientos en ambos extremos no son concéntricos, causando desgaste y calor adicionales.
(2) La tapa del extremo o el manguito del rodamiento se procesa excéntricamente, lo que hace que las tapas del extremo o los manguitos del rodamiento en ambos extremos se distraigan para hacer que el rodamiento se caliente. En particular, deben señalarse las partes del manguito del cojinete. Desde la perspectiva de garantizar la coaxialidad, si el manguito del cojinete puede omitirse, no es necesario. Debido a que hay un manguito de rodamiento, el rodamiento se carga primero en el manguito de rodamiento, y el manguito de rodamiento se carga luego en la cubierta del extremo, y un error de cadena dimensional de coincidencia radial más. Para garantizar la coaxialidad, obviamente es mejor cargar el rodamiento directamente en la tapa del extremo. Los dos puntos anteriores requieren que el operador mecánico garantice la coaxialidad en estricta conformidad con la tecnología de procesamiento al procesar las piezas.
Hay dos puntos en el ensamblaje incorrecto del motor que hacen que el rodamiento se caliente:
(1) La cubierta final no está ensamblada correctamente con la base. Si la pintura no se limpia al final, los pernos de la tapa del extremo están cargados de manera desigual, y las tapas de los extremos están sesgadas para calentar el rodamiento.
(2) La tapa del rodamiento, especialmente la cubierta interna del rodamiento, se carga de manera desigual cuando se instala el rodamiento, de modo que la tapa del rodamiento y el eje giratorio se frotan para calentar el rodamiento. Para garantizar la calidad del ensamblaje, primero limpie bien el aceite en la superficie de acoplamiento antes del ensamblaje. Los tornillos deben apretarse simétricamente para que cada tornillo esté sometido a una tensión uniforme y el rotor sea flexible, de lo contrario, los tornillos deben reajustarse y apretarse. Además, es mejor usar el método de manga caliente al ensamblar el rodamiento, porque el anillo interno o externo del rodamiento es golpeado por la manga de cobre con la cabeza de perforación (algunos ensambladores incluso golpean el rodamiento directamente con la azada), el rodamiento estará estresado de manera desigual y el rodamiento se dañará. El método de calentamiento debe calentarse en un horno o en un calentador de cojinete de núcleo de inducción, y no debe calentarse con aceite. Debido a que el aceite penetrará en el rodamiento y se mezclará con la grasa cuando se cocina, la grasa se deteriorará. La temperatura se controla dentro de los 100 ° C cuando se calienta, porque la grasa no debe exceder los 100 ° C, de lo contrario saldrá. Además, a altas temperaturas (como más de 200 ° C), la transformación de austenita retenida en martensita en el acero del rodamiento hará que aumente la longitud circunferencial de los anillos interior y exterior del rodamiento y causará vibración y calor. Además, una temperatura tan alta es equivalente al recocido del rodamiento para reducir la dureza del rodamiento.
3. Lubricación de rodamientos.
Primero, el grado de grasa del rodamiento debe seleccionarse correctamente. Al ensamblar la grasa del rodamiento, asegúrese de insertar la grasa en la pista de rodadura del rodamiento con la pistola de aceite, y la cantidad de grasa debe estar empacada. Porque la grasa que se exprime es la fuente de la película de aceite producida cuando el rodamiento está funcionando. El segundo es la cantidad de aceite agregado, la prueba refleja que demasiado o muy poco aceite no es adecuado. Demasiado hará que el rodamiento se caliente, muy poco, el rodamiento sonará, no se lubricará y también se calentará, por lo que solo puede ser correcto. Generalmente, cuando la cantidad de grasa es 2P, es la mitad de la cámara del rodamiento, y cuando es 4P o más, es 2/3. La grasa debe mantenerse limpia y libre de deterioro o contaminación.
Primero, sobrecalentamiento del rodamiento del motor
En la actualidad, la temperatura de los cojinetes del fabricante del motor antes de que el motor salga de fábrica es un elemento que debe verificarse. Además de la alta temperatura que no excede el límite de 95 ° C, no existe un estándar uniforme para la alta temperatura del rodamiento por debajo de la alta temperatura durante la operación. Según el hábito general, después de que el motor funciona durante 1.5-2 horas, la temperatura del rodamiento es estable y la temperatura aumenta ≤35K, lo que puede considerarse normal. Sin embargo, cuando el rodamiento funciona por un corto tiempo (como 15 minutos) y sube a 65 ° C o funciona por más de 1.5 h, todavía no tiene tendencia a la baja, y menos de 1.5 h, pero la temperatura estable del rodamiento excede los 75 ° C. Ambas pueden considerarse temperaturas elevadas de los rodamientos (65 ° C, 75 ° C en verano, 55 ° C, 65 ° C en invierno frío).
Segundo, el fenómeno de falla y la solución.
1. El rodamiento se aprieta
Las bolas o los rodillos se pueden girar fácilmente en la pista de rodadura debido al juego entre ellos y la camisa interior del rodamiento. Si se aprieta el anillo interior o exterior del manguito del rodamiento, se reduce el espacio libre. Debido a que el valor de la holgura del rodamiento es pequeño, es sensible a los cambios en la holgura. El espacio libre se hace más pequeño, y el cuerpo rodante del rodamiento y la férula generan una gran tensión de contacto, lo que aumenta la fricción y el calor del rodamiento.
Las contramedidas contra la extrusión son las siguientes:
(1) Cuando el rodamiento está en estado caliente, el anillo interno se expande enormemente, lo que puede causar un juego negativo. Una pequeña cantidad de holgura negativa es beneficiosa para la operación normal del rodamiento, pero la mayor holgura negativa es desfavorable para la operación del rodamiento, la temperatura es más alta y el grado de holgura negativa se reduce por la expansión del anillo exterior. Además, cuando el rodamiento está funcionando, el anillo exterior del rodamiento y el manguito del rodamiento también deben tener una interferencia, y el elemento rodante se aprieta, causando que el rodamiento se dañe prematuramente debido a la generación de calor.
(2) Para evitar que la carcasa del rodamiento se deslice circunferencialmente en la cámara del rodamiento, la tolerancia acumulativa de la tapa del extremo (o el casquillo del rodamiento) y las profundidades de la cubierta interna y externa del rodamiento en la dirección axial es "+". Y se acumula en la superficie de la junta plana de las cubiertas interna y externa para garantizar que las cubiertas interna y externa sujeten la carcasa del rodamiento. Para motores a prueba de fuego, este espacio libre no debe ser mayor a 0.2 mm. Esta tolerancia puede ser garantizada por máquinas CNC o pantallas digitales.
2. La precisión de mecanizado insuficiente de las piezas y el montaje incorrecto del motor conducen a la generación de calor del rodamiento
Hay dos puntos en el proceso de rodamiento que hacen que el rodamiento se caliente:
(1) Los extremos de la base del motor no son concéntricos, lo que hace que las líneas centrales de las tapas de los extremos o los manguitos de los dos extremos de la cubierta o el manguito no se superpongan. Afecta los anillos internos y externos del rodamiento no son paralelos y los rodamientos en ambos extremos no son concéntricos, causando desgaste y calor adicionales.
(2) La tapa del extremo o el manguito del rodamiento se procesa excéntricamente, lo que hace que las tapas del extremo o los manguitos del rodamiento en ambos extremos se distraigan para hacer que el rodamiento se caliente. En particular, deben señalarse las partes del manguito del cojinete. Desde la perspectiva de garantizar la coaxialidad, si el manguito del cojinete puede omitirse, no es necesario. Debido a que hay un manguito de rodamiento, el rodamiento se carga primero en el manguito de rodamiento, y el manguito de rodamiento se carga luego en la cubierta del extremo, y un error de cadena dimensional de coincidencia radial más. Para garantizar la coaxialidad, obviamente es mejor cargar el rodamiento directamente en la tapa del extremo. Los dos puntos anteriores requieren que el operador mecánico garantice la coaxialidad en estricta conformidad con la tecnología de procesamiento al procesar las piezas.
Hay dos puntos en el ensamblaje incorrecto del motor que hacen que el rodamiento se caliente:
(1) La cubierta final no está ensamblada correctamente con la base. Si la pintura no se limpia al final, los pernos de la tapa del extremo están cargados de manera desigual, y las tapas de los extremos están sesgadas para calentar el rodamiento.
(2) La tapa del rodamiento, especialmente la cubierta interna del rodamiento, se carga de manera desigual cuando se instala el rodamiento, de modo que la tapa del rodamiento y el eje giratorio se frotan para calentar el rodamiento. Para garantizar la calidad del ensamblaje, primero limpie bien el aceite en la superficie de acoplamiento antes del ensamblaje. Los tornillos deben apretarse simétricamente para que cada tornillo esté sometido a una tensión uniforme y el rotor sea flexible, de lo contrario, los tornillos deben reajustarse y apretarse. Además, es mejor usar el método de manga caliente al ensamblar el rodamiento, porque el anillo interno o externo del rodamiento es golpeado por la manga de cobre con la cabeza de perforación (algunos ensambladores incluso golpean el rodamiento directamente con la azada), el rodamiento estará estresado de manera desigual y el rodamiento se dañará. El método de calentamiento debe calentarse en un horno o en un calentador de cojinete de núcleo de inducción, y no debe calentarse con aceite. Debido a que el aceite penetrará en el rodamiento y se mezclará con la grasa cuando se cocina, la grasa se deteriorará. La temperatura se controla dentro de los 100 ° C cuando se calienta, porque la grasa no debe exceder los 100 ° C, de lo contrario saldrá. Además, a altas temperaturas (como más de 200 ° C), la transformación de austenita retenida en martensita en el acero del rodamiento hará que aumente la longitud circunferencial de los anillos interior y exterior del rodamiento y causará vibración y calor. Además, una temperatura tan alta es equivalente al recocido del rodamiento para reducir la dureza del rodamiento.
3. Lubricación de rodamientos.
Primero, el grado de grasa del rodamiento debe seleccionarse correctamente. Al ensamblar la grasa del rodamiento, asegúrese de insertar la grasa en la pista de rodadura del rodamiento con la pistola de aceite, y la cantidad de grasa debe estar empacada. Porque la grasa que se exprime es la fuente de la película de aceite producida cuando el rodamiento está funcionando. El segundo es la cantidad de aceite agregado, la prueba refleja que demasiado o muy poco aceite no es adecuado. Demasiado hará que el rodamiento se caliente, muy poco, el rodamiento sonará, no se lubricará y también se calentará, por lo que solo puede ser correcto. Generalmente, cuando la cantidad de grasa es 2P, es la mitad de la cámara del rodamiento, y cuando es 4P o más, es 2/3. La grasa debe mantenerse limpia y libre de deterioro o contaminación.




