Tornos, herramienta de torneado y torneado superficial cilindrico
Resumen: Tomando el torno horizontal CA6140 como ejemplo para presentar el propósito y movimiento del torno, tipo y estructura, rango de proceso y ruta de transmisión. Proporcionar una referencia para la elección razonable de la estructura de la herramienta de torneado externa y el método de sujeción, así como el esquema de giro y sujeción de la superficie exterior del círculo.
Palabras clave: torno, giro, giro de la superficie circunferencial exterior
Torno
1.1 El uso de tornos
Los tornos se utilizan principalmente para mecanizar varias superficies giratorias de piezas. Tal como la superficie cilíndrica interna y externa, las superficies cónicas internas y externas, la superficie rotatoria que forma y la superficie final del cuerpo giratorio, algunos tornos pueden girar la superficie roscada. Dado que la mayoría de las partes de la máquina tienen una superficie giratoria y la mayoría requieren mecanizado en un torno, el torno es el tipo más utilizado de máquina herramienta en una fábrica de máquinas en general, representando entre 35% y 50% del número total de máquinas herramienta . En el torno, además del uso de herramientas de torneado, también es posible utilizar una variedad de herramientas para hacer orificios (como taladros, escariadores, herramientas de perforación, etc.) para el mecanizado de orificios. O utilizando una herramienta roscada (rosca, tornillo) para roscas internas y externas.
1.2 El movimiento del torno
1.2.1 Movimiento de rotación de la pieza de trabajo:
Es el movimiento principal del torno, sus características son mayor velocidad, mayor consumo de energía.
1.2.2 Movimiento lineal de la herramienta:
El movimiento de alimentación del torno es hacer que la nueva capa de metal del blanco se corte continuamente para cortar toda la superficie de mecanizado. El movimiento mencionado anteriormente es un movimiento de formación de superficie requerido para que el torno forme la forma de la superficie de mecanizado. Al girar el hilo en el torno, el movimiento de rotación de la pieza de trabajo y el movimiento lineal de la herramienta forman un movimiento en espiral, que es un movimiento de formación compuesto.
1.3 Clasificación de tornos
Para adaptarse a los diferentes requisitos de procesamiento, los tornos se dividen en muchos tipos. De acuerdo con su estructura y uso,
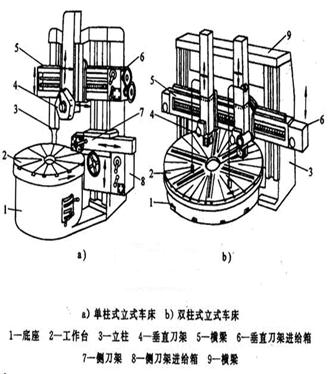
Se puede dividir en: tornos horizontales (figura 2), tornos verticales (figura 1), tornos de torreta, tornos de retroceso, tornos de piso, perfilado hidráulico y tornos multihojas automáticos y semiautomáticos, varios tornos especiales (como tornos de cigüeñal, tornos de levas, etc.), tornos CNC y centros de torneado.
 1 - pata de cama, 2 - caja de alimentación, caja de 3 ejes, silla de 4 camas, 5 - patineta mediana, armazón de 6 cuchillas, 7 - disco rotatorio, 8 - patineta pequeña, 9 - armazón de cola, 10 - armazón de cama 12 - barra óptica, 13 - tornillo, 14 - caja deslizante
1 - pata de cama, 2 - caja de alimentación, caja de 3 ejes, silla de 4 camas, 5 - patineta mediana, armazón de 6 cuchillas, 7 - disco rotatorio, 8 - patineta pequeña, 9 - armazón de cola, 10 - armazón de cama 12 - barra óptica, 13 - tornillo, 14 - caja deslizante
1.4 Alcance tecnológico y composición del torno horizontal CA6140
La versatilidad del torno horizontal CA6140 es fuerte, pero la estructura de la máquina herramienta es compleja y su grado de automatización es bajo. El tiempo auxiliar es más largo en el proceso, adecuado para talleres de reparación y producción de lotes pequeños y de una sola pieza.
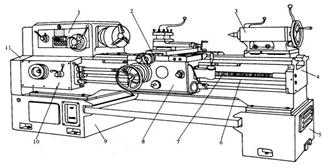
El diseño y la composición del torno horizontal CA6140 se muestran en la Figura 2.
La versatilidad del torno horizontal CA6140 es fuerte, pero la máquina herramienta tiene una estructura compleja y un bajo grado de automatización. El proceso auxiliar lleva mucho tiempo en el proceso y es adecuado para talleres de producción y reparación de una sola pieza y lotes pequeños. El diseño y la composición del torno horizontal CA6140 se muestran en la Figura 2.
El torno horizontal CA6140 tiene una amplia gama de procesos y se puede aplicar al mecanizado de varias superficies giratorias, como el torneado de superficies cilíndricas internas y externas, superficies cónicas, ranuras anulares y superficies de torneado formadas; girando superficies de los extremos y varios hilos comunes; También puede realizar taladrado, escariado, bisagras, fresado, roscado y roscado. La superficie típica para el procesamiento se muestra en la Figura 3.
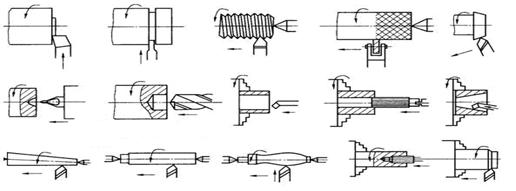
Figura 3 Torno horizontal CA6140 Superficie típica mecanizada
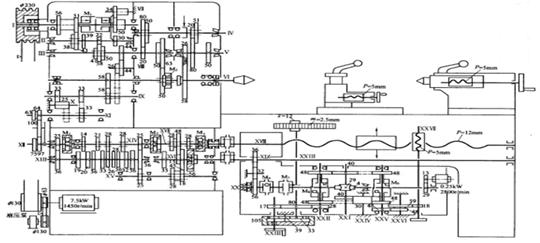
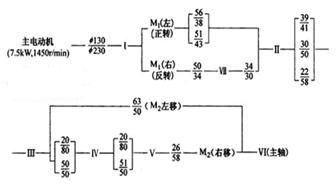
Figura 4 Diagrama del sistema de transmisión del torno horizontal CA6140
 El movimiento se transmite desde el motor principal a través del accionamiento de la correa trapezoidal Ф130mm / Ф230mm al eje I en la caja del husillo. El eje I está equipado con un embrague de fricción multidisco de dos vías M1 para girar el eje hacia adelante, hacia atrás o detenerse. La expresión de la ruta de transmisión de la cadena de accionamiento de movimiento principal se muestra en la figura de la izquierda. Se puede ver a partir de la expresión de la línea de transmisión que el eje principal solo puede obtener 2 × 3 × [(2 × 2-1) +1] = 24 velocidades de rotación positivas.
El movimiento se transmite desde el motor principal a través del accionamiento de la correa trapezoidal Ф130mm / Ф230mm al eje I en la caja del husillo. El eje I está equipado con un embrague de fricción multidisco de dos vías M1 para girar el eje hacia adelante, hacia atrás o detenerse. La expresión de la ruta de transmisión de la cadena de accionamiento de movimiento principal se muestra en la figura de la izquierda. Se puede ver a partir de la expresión de la línea de transmisión que el eje principal solo puede obtener 2 × 3 × [(2 × 2-1) +1] = 24 velocidades de rotación positivas.
El eje puede obtener 3 × [(2 × 2-1) +1] = 12 velocidades de rotación inversa.
1.5.2 Cadena de transmisión de la rosca
El torno CA6140 puede convertir cuatro hilos estándar métricos, imperiales, modulares y radiales. También puede convertir grandes hilos de plomo, no estándar y más precisos. Estos hilos pueden ser zurdos o dextrales. La función de girar la cadena de transmisión de hilo es obtener el avance de varios hilos. La conversión de los parámetros se muestra en la Tabla 1.
Tabla 1 Parámetros de tono de varios hilos estándar Y su Relación de conversión de tono y guía
La alimentación de maniobra longitudinal del torno CA6140 es de 64 etapas. En el que, cuando el movimiento de alimentación se realiza por el eje principal a través de la ruta de transmisión del tornillo del sistema métrico de inclinación normal, se puede obtener una cantidad de alimentación normal de 0,08 a 1,22 mm / r 32; Cuando el movimiento de alimentación es desde el husillo a través de la línea de impulsión de paso de paso normal y pulgada, se puede obtener una velocidad de alimentación mayor de 0,86 a 1,59 mm / r 8; si el mecanismo de paso ampliado está activado y la línea de accionamiento del hilo métrico seleccionado, y número u = 1/8, 0.028-0.054mm / r8 nivel de avance fino para obtener un giro de precisión de alta velocidad. Conectando el mecanismo de paso ampliado y adoptando la línea de transmisión de hilo en pulgadas y ajustando apropiadamente el mecanismo doblador, se puede obtener una mayor cantidad de alimentación para el rango de 1.71 a 6.33 mm / r 16 para corte pesado o acabado de borde ancho.
Del análisis se desprende que cuando las trayectorias de transmisión en el cabezal y en la caja de alimentación son iguales, la magnitud de maniobra horizontal resultante es la misma que la dirección longitudinal, y la alimentación horizontal f horizontal = 1 / 2f vertical.
Esto se debe a que la alimentación se usa a menudo para ranurado o corte.
1.5.4 Portaherramientas Mueve rápidamente la cadena de transmisión
El movimiento rápido del portaherramientas es impulsado por un motor rápido (0.25kw, 2800r / min) montado en una caja deslizante. Después de presionar el botón de movimiento rápido para arrancar el motor rápido, los embragues bidireccionales M8 y M9 en la caja deslizante controlan sus movimientos rápidos verticales y horizontales en ambas direcciones.
Cuando el portaherramientas se mueve rápidamente, no es necesario desacoplar la cadena de alimentación. Se proporciona un embrague de sobrerrevolucionado M6 entre el engranaje 56 y el eje XX para asegurar que la barra de alimentación y el motor rápido transmitan simultáneamente al eje XX sin interferir entre sí.
2. La estructura de la herramienta de torneado
De acuerdo con la estructura, las herramientas de torneado se pueden dividir en tipo integral, tipo de soldadura, tipo de rectificación de sujeción de la máquina y tipo de transposición de sujeción de la máquina.
La herramienta de torneado integral es la parte de corte de la herramienta de torneado, y la parte de sujeción está hecha del mismo material, como la herramienta de torneado de acero de alta velocidad con un tamaño pequeño.
La herramienta de torneado soldada se basa en la forma y el tamaño de la cuchilla en el eje de acero al carbono (usualmente de acero 45), después de fresar el corte, el inserto de metal duro soldado se suelda en la ranura y luego se agudizan los parámetros geométricos requeridos. La herramienta de torneado de soldadura tiene las ventajas de estructura simple, compacidad, buena rigidez y flexibilidad, y puede afilar fácilmente el ángulo requerido de acuerdo con los requisitos de corte, por lo que es ampliamente utilizado. Sin embargo, los insertos de carburo soldado a alta temperatura son propensos a tensiones y grietas, y el rendimiento de corte se reduce. Los cenadores no pueden ser reutilizados y el desperdicio es grande.
Las cuchillas y los ejes de la herramienta Rectificado son dos componentes separados y separados. Los elementos de sujeción se utilizan para unirlos durante el corte, lo que puede mejorar el rendimiento de corte de la herramienta debido a la prevención de defectos causados por la soldadura, y la barra de herramientas se puede usar varias veces.
Abrazaderas Las herramientas de torneado indexables son cuchillas poligonales que se presionarán con parámetros geométricos razonables, rompevirutas y varios filos de corte.
Una estructura de herramienta que se sujeta en una espiga estándar para lograr el corte con un método mecánico de sujeción. Cuando uno de los bordes de corte de la cuchilla es romo, el elemento de sujeción se libera y la cuchilla se indexa para obtener otro borde de corte nuevo y se puede volver a utilizar. En comparación con la herramienta de soldadura, la herramienta de torneado indexable tiene las ventajas de alta eficiencia de corte, larga vida de la cuchilla y bajo consumo de herramientas. El eje de una herramienta de torneado indexable se puede reutilizar, ahorrando el material de la caña. Los paneles e insertos se pueden estandarizar y serializar, con el uso de la administración de herramientas. La Figura 5 muestra la estructura de una herramienta de torneado común.
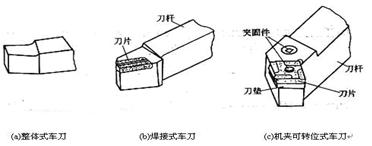
Figura 5 Diagrama esquemático de una herramienta de torneado común
3. Selección y sujeción del cortador circular exterior
Las herramientas de torneado cilíndricas deben seleccionarse de acuerdo con el plan de mecanizado de superficies cilíndricas. El círculo externo de desbaste requiere una alta resistencia de la herramienta de torneado exterior, que puede mantener firme la cabeza de corte en el caso de una gran profundidad de corte o una velocidad de corte rápida. Terminar el giro El círculo exterior requiere que la cuchilla externa del cortador esté afilada y lisa. Como se muestra en la Figura 6, Ángulo de deflexión principal Кr = 75 ° Cabezal de herramienta de torneado externo de alta resistencia, a menudo utilizado en producción para la herramienta de torneado exterior; Ángulo de avance Кr = 45 ° herramienta de giro del codo, fácil de usar, pero también la cara del automóvil y el chaflán, pero debido a su ángulo de declinación К'r gran aspereza de la superficie de la pieza de trabajo, no es adecuado para el acabado; La herramienta de torneado externa con un ángulo primario de Кr = 90 ° se puede usar con un giro de desbaste o acabado, y también se puede girar con un círculo exterior y un eje alargado con escalones verticales.
La altura de montaje de la herramienta de torneado en el portaherramientas generalmente debe ser tal que la altura de la punta de la herramienta y el eje de rotación de la pieza de trabajo sean iguales, y la parte superior del armazón de cola se pueda usar como estándar cuando se instale. O una marca en el extremo de la pieza de trabajo, puede conocer la ubicación del eje, el ajuste y la instalación de la herramienta de torneado.
La posición de la herramienta de torneado en el portaherramientas debería ser generalmente perpendicular al eje de rotación de la pieza de trabajo, de lo contrario provocará el cambio del ángulo primario Кr. También puede hacer que la punta de la herramienta penetre en la superficie maquinada de la pieza de trabajo o afecte la calidad de la rugosidad de la superficie.
4. Torneado de la superficie circunferencial exterior
El giro del círculo es uno de los métodos de giro más comunes y básicos. Su forma principal se muestra en la Figura 6. El giro del círculo exterior se puede dividir generalmente en autos ásperos, ásperos, semifinales, finos y finos. La precisión de mecanizado y la rugosidad de la superficie que se pueden lograr mediante varios programas de torneado no son las mismas, y deben seleccionarse razonablemente. Ver la Tabla 2 para más detalles.
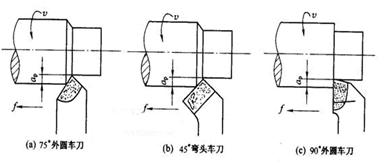
Figura 6 La formación del giro del círculo exterior
5. El método de sujeción de la pieza de trabajo en el círculo exterior girando
El método de sujeción de artículos más común en torneado cilíndrico se muestra en la Tabla 3.
Tabla 3 El método de sujeción por giro más común
Palabras clave: torno, giro, giro de la superficie circunferencial exterior
Torno
1.1 El uso de tornos
Los tornos se utilizan principalmente para mecanizar varias superficies giratorias de piezas. Tal como la superficie cilíndrica interna y externa, las superficies cónicas internas y externas, la superficie rotatoria que forma y la superficie final del cuerpo giratorio, algunos tornos pueden girar la superficie roscada. Dado que la mayoría de las partes de la máquina tienen una superficie giratoria y la mayoría requieren mecanizado en un torno, el torno es el tipo más utilizado de máquina herramienta en una fábrica de máquinas en general, representando entre 35% y 50% del número total de máquinas herramienta . En el torno, además del uso de herramientas de torneado, también es posible utilizar una variedad de herramientas para hacer orificios (como taladros, escariadores, herramientas de perforación, etc.) para el mecanizado de orificios. O utilizando una herramienta roscada (rosca, tornillo) para roscas internas y externas.
1.2 El movimiento del torno
1.2.1 Movimiento de rotación de la pieza de trabajo:
Es el movimiento principal del torno, sus características son mayor velocidad, mayor consumo de energía.
1.2.2 Movimiento lineal de la herramienta:
El movimiento de alimentación del torno es hacer que la nueva capa de metal del blanco se corte continuamente para cortar toda la superficie de mecanizado. El movimiento mencionado anteriormente es un movimiento de formación de superficie requerido para que el torno forme la forma de la superficie de mecanizado. Al girar el hilo en el torno, el movimiento de rotación de la pieza de trabajo y el movimiento lineal de la herramienta forman un movimiento en espiral, que es un movimiento de formación compuesto.
1.3 Clasificación de tornos
Para adaptarse a los diferentes requisitos de procesamiento, los tornos se dividen en muchos tipos. De acuerdo con su estructura y uso,
Se puede dividir en: tornos horizontales (figura 2), tornos verticales (figura 1), tornos de torreta, tornos de retroceso, tornos de piso, perfilado hidráulico y tornos multihojas automáticos y semiautomáticos, varios tornos especiales (como tornos de cigüeñal, tornos de levas, etc.), tornos CNC y centros de torneado.
1.4 Alcance tecnológico y composición del torno horizontal CA6140
La versatilidad del torno horizontal CA6140 es fuerte, pero la estructura de la máquina herramienta es compleja y su grado de automatización es bajo. El tiempo auxiliar es más largo en el proceso, adecuado para talleres de reparación y producción de lotes pequeños y de una sola pieza.
El diseño y la composición del torno horizontal CA6140 se muestran en la Figura 2.
La versatilidad del torno horizontal CA6140 es fuerte, pero la máquina herramienta tiene una estructura compleja y un bajo grado de automatización. El proceso auxiliar lleva mucho tiempo en el proceso y es adecuado para talleres de producción y reparación de una sola pieza y lotes pequeños. El diseño y la composición del torno horizontal CA6140 se muestran en la Figura 2.
El torno horizontal CA6140 tiene una amplia gama de procesos y se puede aplicar al mecanizado de varias superficies giratorias, como el torneado de superficies cilíndricas internas y externas, superficies cónicas, ranuras anulares y superficies de torneado formadas; girando superficies de los extremos y varios hilos comunes; También puede realizar taladrado, escariado, bisagras, fresado, roscado y roscado. La superficie típica para el procesamiento se muestra en la Figura 3.
Figura 3 Torno horizontal CA6140 Superficie típica mecanizada
1.5 Sistema de accionamiento de la máquina herramienta
La Figura 4 muestra el sistema de accionamiento del torno horizontal CA6140. El cuadro superior izquierdo en la figura indica la caja del eje de la máquina herramienta, y la caja es la cadena de transmisión de movimiento principal desde el motor principal al eje del torno. El mecanismo de cambio de engranaje deslizante en la cadena de transmisión puede hacer que el husillo obtenga diferentes velocidades de rotación; El mecanismo de inversión del embrague de fricción del tipo de placa permite que el husillo obtenga velocidades positivas y negativas. El cuadro inferior izquierdo indica el cuadro de alimentación, y el cuadro inferior derecho indica el cuadro deslizante. Desde la mitad inferior de la transmisión en la caja del husillo hasta el mecanismo de la rueda exterior izquierda, el elemento de transmisión en la caja de alimentación, el tornillo o la barra de alimentación y el elemento de transmisión en la caja deslizante constituyen la cadena de alimentación desde el husillo hasta el portaherramientas. El mecanismo de inversión de alimentación está ubicado en la parte inferior del cabezal y se usa para cortar roscas para zurdos o diestros, y se usa un mecanismo de cambio en la rueda colgante o en la caja de alimentación para decidir si se debe transmitir el movimiento al tornillo de avance o la barra de alimentación. Si se pasa al tornillo de avance, la tuerca de apertura del tornillo guía y la caja deslizante se utilizan para transmitir el movimiento al portaherramientas para lograr la cadena de transmisión del tornillo de corte. Si se transmite a la varilla de alimentación, se transmite al poste de la herramienta a través del mecanismo de conversión en la varilla de alimentación y la caja deslizante, y se forma una cadena de alimentación motorizada. El mecanismo de conversión en la caja deslizante se usa para determinar si se trata de una alimentación longitudinal o una alimentación horizontal.
Figura 4 Diagrama del sistema de transmisión del torno horizontal CA6140
1.5.1 cadena de accionamiento de movimiento primario
El movimiento se transmite desde el motor principal a través del accionamiento de la correa trapezoidal Ф130mm / Ф230mm al eje I en la caja del husillo. El eje I está equipado con un embrague de fricción multidisco de dos vías M1 para girar el eje hacia adelante, hacia atrás o detenerse. La expresión de la ruta de transmisión de la cadena de accionamiento de movimiento principal se muestra en la figura de la izquierda. Se puede ver a partir de la expresión de la línea de transmisión que el eje principal solo puede obtener 2 × 3 × [(2 × 2-1) +1] = 24 velocidades de rotación positivas.El eje puede obtener 3 × [(2 × 2-1) +1] = 12 velocidades de rotación inversa.
1.5.2 Cadena de transmisión de la rosca
El torno CA6140 puede convertir cuatro hilos estándar métricos, imperiales, modulares y radiales. También puede convertir grandes hilos de plomo, no estándar y más precisos. Estos hilos pueden ser zurdos o dextrales. La función de girar la cadena de transmisión de hilo es obtener el avance de varios hilos. La conversión de los parámetros se muestra en la Tabla 1.
Tabla 1 Parámetros de tono de varios hilos estándar Y su Relación de conversión de tono y guía
| Tipo de hilo | Parámetros de tono | Paso / mm | Plomo / mm |
| Sistema métrico | Paso P / mm | P=P | L=KP |
| Sistema de módulo | Módulo m / mm | Pm=πm | Lm=KPm=Kπm |
| Sistema británico | Número de dientes por pulgada a (dientes / in) | Pa=25.4/a | La=K Pa =25.4K/a |
| Abstinencia de diámetro | Diámetro DP (dentina / in) | PDP=25.4 π/DP | LDP=KPDP=25.4Kπ/DP |
1.5.3 Cadenas de accionamiento de maniobra longitudinal y lateral
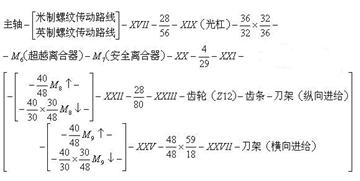
La alimentación longitudinal se usa generalmente para torneado cilíndrico, mientras que la alimentación transversal se usa para torneado de cara. Para reducir el desgaste del tornillo de avance y facilitar la manipulación, la alimentación del motor es conducida por la barra de alimentación a través de la caja deslizante, y la expresión de la ruta de transmisión es la que se muestra en la figura de la izquierda.La alimentación de maniobra longitudinal del torno CA6140 es de 64 etapas. En el que, cuando el movimiento de alimentación se realiza por el eje principal a través de la ruta de transmisión del tornillo del sistema métrico de inclinación normal, se puede obtener una cantidad de alimentación normal de 0,08 a 1,22 mm / r 32; Cuando el movimiento de alimentación es desde el husillo a través de la línea de impulsión de paso de paso normal y pulgada, se puede obtener una velocidad de alimentación mayor de 0,86 a 1,59 mm / r 8; si el mecanismo de paso ampliado está activado y la línea de accionamiento del hilo métrico seleccionado, y número u = 1/8, 0.028-0.054mm / r8 nivel de avance fino para obtener un giro de precisión de alta velocidad. Conectando el mecanismo de paso ampliado y adoptando la línea de transmisión de hilo en pulgadas y ajustando apropiadamente el mecanismo doblador, se puede obtener una mayor cantidad de alimentación para el rango de 1.71 a 6.33 mm / r 16 para corte pesado o acabado de borde ancho.
Del análisis se desprende que cuando las trayectorias de transmisión en el cabezal y en la caja de alimentación son iguales, la magnitud de maniobra horizontal resultante es la misma que la dirección longitudinal, y la alimentación horizontal f horizontal = 1 / 2f vertical.
Esto se debe a que la alimentación se usa a menudo para ranurado o corte.
1.5.4 Portaherramientas Mueve rápidamente la cadena de transmisión
El movimiento rápido del portaherramientas es impulsado por un motor rápido (0.25kw, 2800r / min) montado en una caja deslizante. Después de presionar el botón de movimiento rápido para arrancar el motor rápido, los embragues bidireccionales M8 y M9 en la caja deslizante controlan sus movimientos rápidos verticales y horizontales en ambas direcciones.
Cuando el portaherramientas se mueve rápidamente, no es necesario desacoplar la cadena de alimentación. Se proporciona un embrague de sobrerrevolucionado M6 entre el engranaje 56 y el eje XX para asegurar que la barra de alimentación y el motor rápido transmitan simultáneamente al eje XX sin interferir entre sí.
2. La estructura de la herramienta de torneado
De acuerdo con la estructura, las herramientas de torneado se pueden dividir en tipo integral, tipo de soldadura, tipo de rectificación de sujeción de la máquina y tipo de transposición de sujeción de la máquina.
La herramienta de torneado integral es la parte de corte de la herramienta de torneado, y la parte de sujeción está hecha del mismo material, como la herramienta de torneado de acero de alta velocidad con un tamaño pequeño.
La herramienta de torneado soldada se basa en la forma y el tamaño de la cuchilla en el eje de acero al carbono (usualmente de acero 45), después de fresar el corte, el inserto de metal duro soldado se suelda en la ranura y luego se agudizan los parámetros geométricos requeridos. La herramienta de torneado de soldadura tiene las ventajas de estructura simple, compacidad, buena rigidez y flexibilidad, y puede afilar fácilmente el ángulo requerido de acuerdo con los requisitos de corte, por lo que es ampliamente utilizado. Sin embargo, los insertos de carburo soldado a alta temperatura son propensos a tensiones y grietas, y el rendimiento de corte se reduce. Los cenadores no pueden ser reutilizados y el desperdicio es grande.
Las cuchillas y los ejes de la herramienta Rectificado son dos componentes separados y separados. Los elementos de sujeción se utilizan para unirlos durante el corte, lo que puede mejorar el rendimiento de corte de la herramienta debido a la prevención de defectos causados por la soldadura, y la barra de herramientas se puede usar varias veces.
Abrazaderas Las herramientas de torneado indexables son cuchillas poligonales que se presionarán con parámetros geométricos razonables, rompevirutas y varios filos de corte.
Una estructura de herramienta que se sujeta en una espiga estándar para lograr el corte con un método mecánico de sujeción. Cuando uno de los bordes de corte de la cuchilla es romo, el elemento de sujeción se libera y la cuchilla se indexa para obtener otro borde de corte nuevo y se puede volver a utilizar. En comparación con la herramienta de soldadura, la herramienta de torneado indexable tiene las ventajas de alta eficiencia de corte, larga vida de la cuchilla y bajo consumo de herramientas. El eje de una herramienta de torneado indexable se puede reutilizar, ahorrando el material de la caña. Los paneles e insertos se pueden estandarizar y serializar, con el uso de la administración de herramientas. La Figura 5 muestra la estructura de una herramienta de torneado común.
Figura 5 Diagrama esquemático de una herramienta de torneado común
3. Selección y sujeción del cortador circular exterior
Las herramientas de torneado cilíndricas deben seleccionarse de acuerdo con el plan de mecanizado de superficies cilíndricas. El círculo externo de desbaste requiere una alta resistencia de la herramienta de torneado exterior, que puede mantener firme la cabeza de corte en el caso de una gran profundidad de corte o una velocidad de corte rápida. Terminar el giro El círculo exterior requiere que la cuchilla externa del cortador esté afilada y lisa. Como se muestra en la Figura 6, Ángulo de deflexión principal Кr = 75 ° Cabezal de herramienta de torneado externo de alta resistencia, a menudo utilizado en producción para la herramienta de torneado exterior; Ángulo de avance Кr = 45 ° herramienta de giro del codo, fácil de usar, pero también la cara del automóvil y el chaflán, pero debido a su ángulo de declinación К'r gran aspereza de la superficie de la pieza de trabajo, no es adecuado para el acabado; La herramienta de torneado externa con un ángulo primario de Кr = 90 ° se puede usar con un giro de desbaste o acabado, y también se puede girar con un círculo exterior y un eje alargado con escalones verticales.
La altura de montaje de la herramienta de torneado en el portaherramientas generalmente debe ser tal que la altura de la punta de la herramienta y el eje de rotación de la pieza de trabajo sean iguales, y la parte superior del armazón de cola se pueda usar como estándar cuando se instale. O una marca en el extremo de la pieza de trabajo, puede conocer la ubicación del eje, el ajuste y la instalación de la herramienta de torneado.
La posición de la herramienta de torneado en el portaherramientas debería ser generalmente perpendicular al eje de rotación de la pieza de trabajo, de lo contrario provocará el cambio del ángulo primario Кr. También puede hacer que la punta de la herramienta penetre en la superficie maquinada de la pieza de trabajo o afecte la calidad de la rugosidad de la superficie.
4. Torneado de la superficie circunferencial exterior
El giro del círculo es uno de los métodos de giro más comunes y básicos. Su forma principal se muestra en la Figura 6. El giro del círculo exterior se puede dividir generalmente en autos ásperos, ásperos, semifinales, finos y finos. La precisión de mecanizado y la rugosidad de la superficie que se pueden lograr mediante varios programas de torneado no son las mismas, y deben seleccionarse razonablemente. Ver la Tabla 2 para más detalles.
Figura 6 La formación del giro del círculo exterior
Tabla 2 La precisión de mecanizado y la rugosidad de la superficie lograda por varias soluciones de torneado
| No. | Método de procesamiento | Precisión económica (grado de tolerancia) | Dureza económica Ra value / μm | Rango de uso |
| 1 | giro brusco | IT13~IT11 | 50~12.5 | Adecuado para varios metales distintos de acero endurecido |
| 2 | giro brusco: medio giro terminado | IT10~IT8 | 6.3~3.2 | |
| 3 | giro brusco: medio acabado giro giratorio | IT8~IT7 | 1.6~0.8 | |
| 4 | giro brusco: mitad terminado, giro terminado, giro fino (giro de diamante) | IT7~IT6 | 0.4~0.025 | Utilizado principalmente para metales no ferrosos de alta demanda |
El método de sujeción de artículos más común en torneado cilíndrico se muestra en la Tabla 3.
Tabla 3 El método de sujeción por giro más común
| Nombre | Diagrama de recorte | Características de sujeción | solicitud |
|
Garra de tres garras |
 |
Las tres garras se pueden mover al mismo tiempo, centrado automático, sujeción rápida y conveniente. | La relación de longitud a diámetro es menor que 4, la sección transversal es redonda, el procesamiento de partes medias y pequeñas del cuerpo hexagonal |
| Mandril de cuatro garras |
 |
Las cuatro mandíbulas se pueden mover por separado y la pieza de trabajo debe corregirse. | La relación de aspecto es inferior a 4, piezas de trabajo más grandes y pesadas con secciones cuadradas y ovales |
| Disco de flores |
 |
Hay múltiples ranuras y ranuras T en el disco, que se sujetan con tornillos y placa. | Procesamiento de forma irregular de la pieza de trabajo, y el orificio de posicionamiento o pieza de trabajo cilíndrica perpendicular a la superficie de la base |
| Doble punta superior |
 |
Precisión de centrado, estabilidad de sujeción | Una relación de aspecto de 4 a 15, un procesamiento de piezas de eje sólido |
| Marco central superior doble |
 |
Garras de soporte ajustables, aumentan la rigidez de la pieza de trabajo | Desbaste de la pieza del eje delgado con una relación de aspecto mayor que 15 |
| Un clip con un marco de cuchillo |
 |
Las garras se mueven con el cortador sin una marca de herramienta | Semi-acabado y acabado de ejes delgados con una relación longitud-diámetro mayor que 15 |
| Ánima |
 |
Para garantizar la precisión de la posición del círculo exterior y el extremo orientado hacia el orificio interior | El mecanizado de conjuntos de piezas con agujeros como referencia |




