Relación entre rompevirutas y mecanizado Forma de borde de corte
1, principio de rotura de viruta
Durante el corte de metal, si el astillado es fácil de romper está directamente relacionado con la deformación del astillado, por lo que el estudio del principio de astillado y rotura debe comenzar con el estudio de la ley de la deformación del astillado.
El astillado formado durante el proceso de corte tendrá una mayor dureza y una plasticidad y tenacidad significativamente menores debido a la deformación plástica relativamente grande. Este fenómeno se llama endurecimiento por trabajo en frío. Después del endurecimiento en frío, el astillado se vuelve duro y quebradizo, y se rompe fácilmente cuando se somete a cargas de impacto o flexión alternadas. Cuanto mayor es la deformación plástica experimentada por el astillado, más pronunciado es el fenómeno duro y quebradizo, y más fácil es romperlo. Al cortar materiales de alta resistencia, alta plasticidad y alta tenacidad que son difíciles de romper, es necesario tratar de aumentar la deformación del astillado para reducir su plasticidad y tenacidad, y para lograr el propósito de romper la viruta.
La deformación de astillado puede constar de dos partes:
La primera parte se forma durante el proceso de corte, que llamamos deformación básica. La deformación chipping mide cuando el cortador cara de desprendimiento plana se corta libremente es relativamente cerca del valor de la deformación básica. Los principales factores que afectan la deformación básica son el ángulo de inclinación de la herramienta, el achaflanado negativo y la velocidad de corte. Cuanto más pequeño es el ángulo de inclinación, mayor es el chaflán negativo y menor es la velocidad de corte, mayor es la deformación del astillado y más favorable es la rotura de la viruta. Por lo tanto, la reducción del ángulo de inclinación, la ampliación del chaflán negativo y la reducción de la velocidad de corte pueden usarse como medidas para promover la rotura de la viruta.
2, el impacto del rompevirutas en el astillado (rizado)
El rompevirutas no solo actúa como una deformación adicional para el astillado, sino que también tiene una influencia importante en la forma del astillado y la fractura del astillado. En el proceso de corte, las personas usan las diferentes formas y tamaños del rompevirutas y el ángulo de inclinación del rompevirutas y el filo principal para controlar el rizado y la rotura del astillado. Para comprender mejor y dominar estas leyes, analizamos específicamente la forma y el tamaño del rompevirutas y la influencia del ángulo de inclinación del rompevirutas y el filo principal en la forma y la fractura de viruta.
(1) La forma del rompevirutas
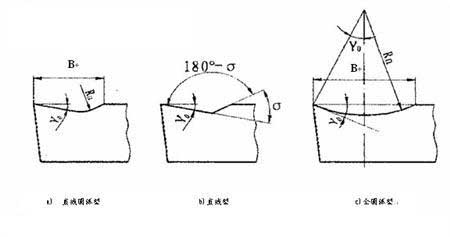
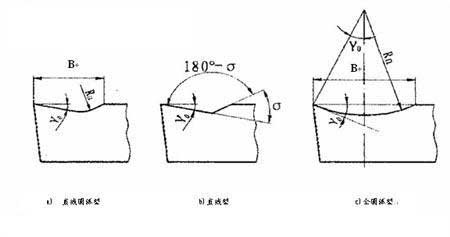
La forma del rompevirutas es de tipo de arco lineal, tipo lineal y tipo de arco completo (consulte la Figura 5).
Los dos rompevirutas de forma anterior son adecuados para procesar acero al carbono y acero estructural de aleación, y el ángulo frontal es generalmente γ. En el rango de 5-15 °.
3. El ancho de la ranura del parámetro principal B, el radio del arco inferior de la ranura Rn y el ángulo de inclinación γ del rompevirutas de tipo arco completo (ver Fig. 5c). La relación entre:
(Ver Figura 5C)
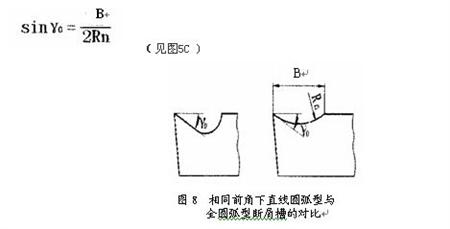
Cuando se cortan materiales muy plásticos como el cobre y el acero inoxidable, a menudo se usa un rompevirutas con forma de arco completo. Debido al material de alta plasticidad, el ángulo de inclinación de la herramienta se elige para que sea relativamente grande (γ0 = 25 ° -30 °). El mismo gran ángulo frontal, el cortador de virutas de corte de arco completo tiene un filo relativamente fuerte, y la ranura también es poco profunda, lo que es conveniente para el astillado, por lo que es más práctico (ver Figura 8).
(2) el ancho del rompevirutas
El ancho del rompevirutas B está relacionado con la velocidad de alimentación f y la profundidad de corte ap. Cuando se aumenta la cantidad de alimentación f, se aumenta el grosor de corte y el ancho del rompevirutas se debe ampliar en consecuencia; La profundidad de corte es grande y la ranura debe ensancharse adecuadamente.
Se corrigió el efecto del cambio en el ancho B del rompevirutas sobre el rizado y la deformación de la viruta. La figura 9a muestra que el ancho de la ranura y la cantidad de alimentación están básicamente adaptados, y las virutas se rizan y deforman para romperse en forma de C; La figura 9b es que la ranura no es lo suficientemente ancha, el chip tiene un radio de curvatura pequeño, deformación grande y se rompe en forma de C corta o una pieza astillada después de la colisión; En la Figura 9c, la ranura es demasiado estrecha y las virutas se comprimen en pequeños rollos. El bloqueo es difícil de fluir en la ranura, lo que hace que las virutas incluso dañen el filo; Figura 9d, e es que la ranura es demasiado ancha, el radio de curvatura de la viruta es demasiado grande, la deformación no es suficiente. No es fácil de romper. A veces ni siquiera fluye a través del fondo de la ranura para formar tiras formadas libremente.
Si el ancho del rompevirutas se selecciona inicialmente por la cantidad de alimentación, en términos generales, para cortar acero al carbono, la relación entre el ancho B y la cantidad de alimentación f es aproximadamente B = 10f; Al cortar acero aleado, para aumentar la deformación de la viruta, se puede tomar B = 7f.
El ancho B del rompevirutas también debe adaptarse a la profundidad de corte ap. Generalmente, el ancho de ranura B también se puede seleccionar aproximadamente de acuerdo con ap. Cuando ap es grande, B también debería ser más grande; Cuando ap es pequeño, entonces B debe reducirse adecuadamente. Porque cuando la profundidad de corte es grande y la ranura es demasiado estrecha, las virutas son anchas y no son fáciles de enrollar en la ranura, de modo que las virutas a menudo no fluyen hacia el fondo de la ranura y forman tiras por sí mismas; Cuando la profundidad de corte es pequeña y la ranura es demasiado ancha, las virutas son estrechas, el flujo es relativamente libre, la deformación es insuficiente y no es fácil de romper.
Durante el corte de metal, si el astillado es fácil de romper está directamente relacionado con la deformación del astillado, por lo que el estudio del principio de astillado y rotura debe comenzar con el estudio de la ley de la deformación del astillado.
El astillado formado durante el proceso de corte tendrá una mayor dureza y una plasticidad y tenacidad significativamente menores debido a la deformación plástica relativamente grande. Este fenómeno se llama endurecimiento por trabajo en frío. Después del endurecimiento en frío, el astillado se vuelve duro y quebradizo, y se rompe fácilmente cuando se somete a cargas de impacto o flexión alternadas. Cuanto mayor es la deformación plástica experimentada por el astillado, más pronunciado es el fenómeno duro y quebradizo, y más fácil es romperlo. Al cortar materiales de alta resistencia, alta plasticidad y alta tenacidad que son difíciles de romper, es necesario tratar de aumentar la deformación del astillado para reducir su plasticidad y tenacidad, y para lograr el propósito de romper la viruta.
La deformación de astillado puede constar de dos partes:
La primera parte se forma durante el proceso de corte, que llamamos deformación básica. La deformación chipping mide cuando el cortador cara de desprendimiento plana se corta libremente es relativamente cerca del valor de la deformación básica. Los principales factores que afectan la deformación básica son el ángulo de inclinación de la herramienta, el achaflanado negativo y la velocidad de corte. Cuanto más pequeño es el ángulo de inclinación, mayor es el chaflán negativo y menor es la velocidad de corte, mayor es la deformación del astillado y más favorable es la rotura de la viruta. Por lo tanto, la reducción del ángulo de inclinación, la ampliación del chaflán negativo y la reducción de la velocidad de corte pueden usarse como medidas para promover la rotura de la viruta.
2, el impacto del rompevirutas en el astillado (rizado)
El rompevirutas no solo actúa como una deformación adicional para el astillado, sino que también tiene una influencia importante en la forma del astillado y la fractura del astillado. En el proceso de corte, las personas usan las diferentes formas y tamaños del rompevirutas y el ángulo de inclinación del rompevirutas y el filo principal para controlar el rizado y la rotura del astillado. Para comprender mejor y dominar estas leyes, analizamos específicamente la forma y el tamaño del rompevirutas y la influencia del ángulo de inclinación del rompevirutas y el filo principal en la forma y la fractura de viruta.
(1) La forma del rompevirutas
La forma del rompevirutas es de tipo de arco lineal, tipo lineal y tipo de arco completo (consulte la Figura 5).
Figura 5 La forma del rompevirutas
(1) El rompevirutas en forma de arco recto (ver Figura 5a) está conectado por una línea recta y un arco circular. La porción recta constituye la cara de ataque del cortador, y el radio Rn del fondo de la ranura tiene cierta influencia en el rizado y la deformación del astillado. Cuando Rn es pequeño, el radio del rizo de astillado es pequeño y la deformación de astillado es grande; cuando Rn es grande, el radio del rizo de astillado es grande y la deformación de astillado es pequeña. (Ver Figura 6). Bajo profundidad de corte media (profundidad de corte ap = 2 ~ 6 mm), generalmente opcional
Rn = (0.4 a 0.7) B, B es el ancho del rompevirutas.
(2) El rompevirutas lineal (ver Figura 5b) está formado por la intersección de dos líneas rectas. El ángulo inferior de la ranura es 180 ° -σ (σ se llama ángulo de cuña de aglomerado), y el ángulo inferior de la ranura (180 ° -σ) reemplaza la acción del arco Rn. Cuando el ángulo inferior de la ranura es pequeño, el radio de curvatura del astillado es pequeño y la deformación del astillado es grande; cuando el ángulo inferior de la ranura es grande, el radio de curvatura del astillado es grande (véase la figura 7). En la profundidad de corte media, el ángulo de la cuña del aglomerado se selecciona generalmente de 60 ° a 70 °.
(1) El rompevirutas en forma de arco recto (ver Figura 5a) está conectado por una línea recta y un arco circular. La porción recta constituye la cara de ataque del cortador, y el radio Rn del fondo de la ranura tiene cierta influencia en el rizado y la deformación del astillado. Cuando Rn es pequeño, el radio del rizo de astillado es pequeño y la deformación de astillado es grande; cuando Rn es grande, el radio del rizo de astillado es grande y la deformación de astillado es pequeña. (Ver Figura 6). Bajo profundidad de corte media (profundidad de corte ap = 2 ~ 6 mm), generalmente opcional
Rn = (0.4 a 0.7) B, B es el ancho del rompevirutas.
(2) El rompevirutas lineal (ver Figura 5b) está formado por la intersección de dos líneas rectas. El ángulo inferior de la ranura es 180 ° -σ (σ se llama ángulo de cuña de aglomerado), y el ángulo inferior de la ranura (180 ° -σ) reemplaza la acción del arco Rn. Cuando el ángulo inferior de la ranura es pequeño, el radio de curvatura del astillado es pequeño y la deformación del astillado es grande; cuando el ángulo inferior de la ranura es grande, el radio de curvatura del astillado es grande (véase la figura 7). En la profundidad de corte media, el ángulo de la cuña del aglomerado se selecciona generalmente de 60 ° a 70 °.
Los dos rompevirutas de forma anterior son adecuados para procesar acero al carbono y acero estructural de aleación, y el ángulo frontal es generalmente γ. En el rango de 5-15 °.
3. El ancho de la ranura del parámetro principal B, el radio del arco inferior de la ranura Rn y el ángulo de inclinación γ del rompevirutas de tipo arco completo (ver Fig. 5c). La relación entre:
(Ver Figura 5C)
Cuando se cortan materiales muy plásticos como el cobre y el acero inoxidable, a menudo se usa un rompevirutas con forma de arco completo. Debido al material de alta plasticidad, el ángulo de inclinación de la herramienta se elige para que sea relativamente grande (γ0 = 25 ° -30 °). El mismo gran ángulo frontal, el cortador de virutas de corte de arco completo tiene un filo relativamente fuerte, y la ranura también es poco profunda, lo que es conveniente para el astillado, por lo que es más práctico (ver Figura 8).
(2) el ancho del rompevirutas
El ancho del rompevirutas B está relacionado con la velocidad de alimentación f y la profundidad de corte ap. Cuando se aumenta la cantidad de alimentación f, se aumenta el grosor de corte y el ancho del rompevirutas se debe ampliar en consecuencia; La profundidad de corte es grande y la ranura debe ensancharse adecuadamente.
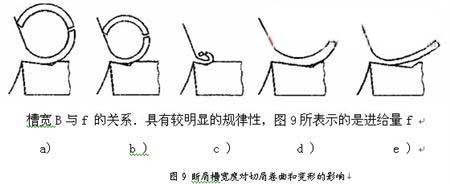
Se corrigió el efecto del cambio en el ancho B del rompevirutas sobre el rizado y la deformación de la viruta. La figura 9a muestra que el ancho de la ranura y la cantidad de alimentación están básicamente adaptados, y las virutas se rizan y deforman para romperse en forma de C; La figura 9b es que la ranura no es lo suficientemente ancha, el chip tiene un radio de curvatura pequeño, deformación grande y se rompe en forma de C corta o una pieza astillada después de la colisión; En la Figura 9c, la ranura es demasiado estrecha y las virutas se comprimen en pequeños rollos. El bloqueo es difícil de fluir en la ranura, lo que hace que las virutas incluso dañen el filo; Figura 9d, e es que la ranura es demasiado ancha, el radio de curvatura de la viruta es demasiado grande, la deformación no es suficiente. No es fácil de romper. A veces ni siquiera fluye a través del fondo de la ranura para formar tiras formadas libremente.
Si el ancho del rompevirutas se selecciona inicialmente por la cantidad de alimentación, en términos generales, para cortar acero al carbono, la relación entre el ancho B y la cantidad de alimentación f es aproximadamente B = 10f; Al cortar acero aleado, para aumentar la deformación de la viruta, se puede tomar B = 7f.
El ancho B del rompevirutas también debe adaptarse a la profundidad de corte ap. Generalmente, el ancho de ranura B también se puede seleccionar aproximadamente de acuerdo con ap. Cuando ap es grande, B también debería ser más grande; Cuando ap es pequeño, entonces B debe reducirse adecuadamente. Porque cuando la profundidad de corte es grande y la ranura es demasiado estrecha, las virutas son anchas y no son fáciles de enrollar en la ranura, de modo que las virutas a menudo no fluyen hacia el fondo de la ranura y forman tiras por sí mismas; Cuando la profundidad de corte es pequeña y la ranura es demasiado ancha, las virutas son estrechas, el flujo es relativamente libre, la deformación es insuficiente y no es fácil de romper.




