Diseno del ángulo de inclinación del rompevirutas y del filo principal del torno
El método de corte del rompevirutas y el filo principal se usan comúnmente en los tipos oblicuos externos, los tipos paralelos y los tipos oblicuos internos (ver Figura 10).
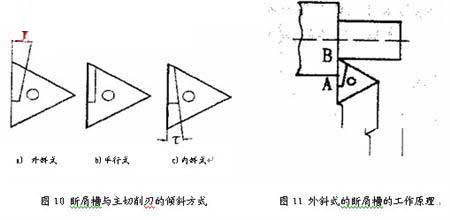
1. Tipo oblicuo externo Ver figura (10a), ranura de ruptura de viruta de tipo oblicuo externo, ancho frontal, posterior estrecho, frontal profundo y posterior poco profundo.
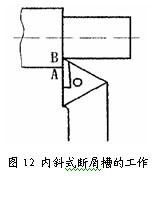
El rompevirutas inclinado externamente tiene una gran deformación de curvatura de viruta, como se muestra en la Figura 11, cerca de la superficie externa de la pieza de trabajo.
La velocidad de corte es la más alta y el surco es estrecho, la viruta primero se bloquea y se curva, y el radio de curvatura es pequeño y la deformación es grande; En la punta B, la velocidad de corte es baja y el ancho de la ranura es ancho, y las virutas finalmente se rizan con un radio de curvatura grande, lo que genera una fuerza. Las virutas se vuelcan sobre el flanco o la superficie a mecanizar, y se rompen después de la colisión para formar virutas en forma de C.
Esta forma de rompevirutas. En la profundidad de corte media, el rango de rotura de viruta es amplio, el efecto de rotura de viruta es estable y confiable, y es ampliamente utilizado en la producción. El valor del ángulo de inclinación τ está determinado principalmente por el material de la pieza de trabajo. Generalmente, al cortar acero al carbono, tome τ = 8 ° -10 °.
Al cortar acero aleado, para aumentar la deformación de la viruta, tome τ = 10 ° - 15 °.
Sin embargo, a grandes profundidades de corte, el chip se bloquea fácilmente debido a que el ancho del rompevirutas está demasiado cerca de la superficie externa A de la pieza de trabajo (ver Figura 11). Incluso la viruta dañará el filo de corte, por lo tanto, utilice en paralelo.
2, tipo paralelo (ver Figura 10b):
La deformación de la viruta del rompevirutas paralela no es tan grande como la del tipo de inclinación externa, y las virutas se rompen principalmente en la superficie mecanizada. Cuando se utiliza acero al carbono en el chip, el efecto de rotura del chip del rompevirutas paralelo es básicamente el mismo que el del tipo de inclinación externa, pero la cantidad de alimentación debe aumentarse ligeramente para aumentar la deformación de rizado adicional del chip.
 3. Oblicuo interno (ver Figura 10c):
3. Oblicuo interno (ver Figura 10c):
El rompevirutas inclinado interior (ver Figura 12) es el más ancho en la superficie exterior A de la pieza de trabajo. Es el más angosto en la punta B. Por lo tanto, las virutas a menudo se enrollan en rollos pequeños en B y se enrollan en rollos grandes en A. Cuando se considera que el ángulo de inclinación de la cuchilla del filo principal es de 3 ° a 5 °, el los chips pueden formar chips continuos largos y apretados. El ángulo de inclinación del rompevirutas inclinado interno y el filo de corte principal es generalmente τ = 8 ° -10 °. El rompevirutas inclinado interno forma un rango de corte muy estrecho para la formación de virutas largas y apretadas, por lo que no es tan popular en la producción. como el oblicuo exterior y el tipo paralelo, principalmente para automóviles finos o torneado de semiacabado.
1. Tipo oblicuo externo Ver figura (10a), ranura de ruptura de viruta de tipo oblicuo externo, ancho frontal, posterior estrecho, frontal profundo y posterior poco profundo.
El rompevirutas inclinado externamente tiene una gran deformación de curvatura de viruta, como se muestra en la Figura 11, cerca de la superficie externa de la pieza de trabajo.
La velocidad de corte es la más alta y el surco es estrecho, la viruta primero se bloquea y se curva, y el radio de curvatura es pequeño y la deformación es grande; En la punta B, la velocidad de corte es baja y el ancho de la ranura es ancho, y las virutas finalmente se rizan con un radio de curvatura grande, lo que genera una fuerza. Las virutas se vuelcan sobre el flanco o la superficie a mecanizar, y se rompen después de la colisión para formar virutas en forma de C.
Esta forma de rompevirutas. En la profundidad de corte media, el rango de rotura de viruta es amplio, el efecto de rotura de viruta es estable y confiable, y es ampliamente utilizado en la producción. El valor del ángulo de inclinación τ está determinado principalmente por el material de la pieza de trabajo. Generalmente, al cortar acero al carbono, tome τ = 8 ° -10 °.
Al cortar acero aleado, para aumentar la deformación de la viruta, tome τ = 10 ° - 15 °.
Sin embargo, a grandes profundidades de corte, el chip se bloquea fácilmente debido a que el ancho del rompevirutas está demasiado cerca de la superficie externa A de la pieza de trabajo (ver Figura 11). Incluso la viruta dañará el filo de corte, por lo tanto, utilice en paralelo.
2, tipo paralelo (ver Figura 10b):
La deformación de la viruta del rompevirutas paralela no es tan grande como la del tipo de inclinación externa, y las virutas se rompen principalmente en la superficie mecanizada. Cuando se utiliza acero al carbono en el chip, el efecto de rotura del chip del rompevirutas paralelo es básicamente el mismo que el del tipo de inclinación externa, pero la cantidad de alimentación debe aumentarse ligeramente para aumentar la deformación de rizado adicional del chip.
El rompevirutas inclinado interior (ver Figura 12) es el más ancho en la superficie exterior A de la pieza de trabajo. Es el más angosto en la punta B. Por lo tanto, las virutas a menudo se enrollan en rollos pequeños en B y se enrollan en rollos grandes en A. Cuando se considera que el ángulo de inclinación de la cuchilla del filo principal es de 3 ° a 5 °, el los chips pueden formar chips continuos largos y apretados. El ángulo de inclinación del rompevirutas inclinado interno y el filo de corte principal es generalmente τ = 8 ° -10 °. El rompevirutas inclinado interno forma un rango de corte muy estrecho para la formación de virutas largas y apretadas, por lo que no es tan popular en la producción. como el oblicuo exterior y el tipo paralelo, principalmente para automóviles finos o torneado de semiacabado.




