Piezas de torneado ranuradas
Establecer la ranura en la parte.
1, con el fin de facilitar el procesamiento posterior, como el corte del hilo de torneado, la ranura de desplazamiento excesivo, etc .;
2, para garantizar la precisión del posicionamiento axial de las piezas durante el montaje, como la ranura del hombro;
3, ranura en forma de T y ranura en cola de milano para libre movimiento o fijación;
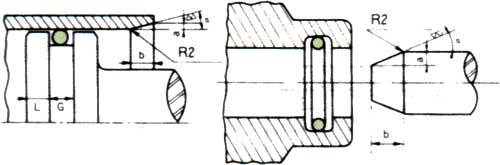
4. Coloque diferentes tipos de ranuras de lubricación en las superficies de contacto que se mueven entre sí, así como ranuras de sellado y ranuras de polvo para sellar o proteger contra el polvo.
La estructura de la ranura tiene una ranura rectangular, una ranura de formación, un tanque inclinado y una ranura extrema.
De acuerdo con la porción de ranura, se puede dividir en una ranura externa y una ranura interna.
Corte de ranuras rectangulares:
Al girar una ranura rectangular, la geometría y el método de instalación de la cuchilla ranuradora son generalmente similares a los de las cuchillas de corte. También tienen dos puntas de herramienta simétricas, declinación secundaria y ángulos de alivio secundarios, siendo el filo principal paralelo al eje de la pieza de trabajo.
El método básico para cortar una ranura rectangular es:
1) Al cortar una ranura rectangular estrecha, el ancho del borde de corte principal es igual al ancho de la ranura, la longitud del cabezal de corte es ligeramente mayor que la profundidad de la ranura, y la herramienta de torneado es recta hacia adentro y hacia afuera.
2) Girando una ranura rectangular ancha, puede usar una cuchilla ranuradora estrecha para dividir la herramienta de perforación varias veces, y dejar un margen en la parte inferior y los lados de la ranura.
Corte de la ranura de formación:
La ranura de formación incluye una ranura de arco circular, una ranura trapezoidal y similares.
1) La rainure en arc étroit ou trapézoïdale est utilisée pour rectifier la lame de jante dans la même forme et la même taille que la rainure de formage, et le véhicule est alimenté dans une direction horizontale.
2) La rigidité de l'outil de tournage limite la gorge de formage plus large et plus profonde, en particulier celle du trou intérieur.
Il y a deux façons de faire cela:
1> Couper en deux étapes. Généralement, la fraise à rainurer est utilisée pour chasser la rainure droite, puis elle est formée en tournant avec un couteau de formage.
2> Diète à gauche ou à droite ou oblique.
Lorsque le tour est extrêmement large et profond, la petite planche à roulettes peut être secouée pendant que la glissière du milieu est déplacée latéralement, de sorte que l'outil de rotation puisse être déplacé vers la gauche ou la droite pour former un outil de forage gauche et droit pour une coupe unilatérale;
Ou alors que la glissière du milieu est alimentée latéralement, la petite glissière est secouée pour que l'avance oblique unilatérale de l'outil de tournage dans une direction. Après la voiture brute, la balance est laissée, puis la voiture est habituée à la taille.
Découpe de la rainure oblique:
El surco oblicuo es un surco que sobresale para rectificar simultáneamente la superficie cilíndrica y la superficie final, y forma una cuchilla vacía tanto en la superficie cilíndrica como en la superficie final.
Las ranuras oblicuas son lineales y circulares, con una inclinación general de 45. El cortador de ranuras del torno tiene las características de la herramienta de torneado de agujeros internos y debe rectificarse en el ángulo de arco posterior correspondiente de acuerdo con el tamaño del arco de la ranura.
Al cortar, gire la pequeña diapositiva a 450 y córtela con una pequeña diapositiva.
Corte de la ranura de la cara:
La cuchilla ranuradora para cortar la ranura de la cara final tiene las características completas de la herramienta de torneado exterior y la herramienta de torneado de orificio interior. Dos filos de corte dentro y fuera, uno es equivalente a una herramienta de torneado exterior, y el otro es equivalente a una herramienta de torneado de agujero interior. Por lo tanto, los tornos deben basarse en sus respectivas características de corte. Afilar el cuchillo de ranura.
(1) La geometría de la fresa de ranura recta en la cara del extremo de la cara del vehículo. El borde exterior de la cortadora de torno. Es equivalente a girar el orificio interno, por lo que el lado posterior del par debe rectificarse de acuerdo con el tamaño del arco de la cara final, y el ángulo R posterior posterior en forma de arco correspondiente se rectifica para evitar que el lado posterior choque con la superficie de la ranura exterior.
(2) La ranura en T del camión con ranura en T, que se aplica en tres pasos con tres herramientas de torneado:
1) Use una ranura recta en la cara del extremo para cortar el cuchillo y alimentarlo longitudinalmente. Gire la ranura del extremo recto.
2) Use el cuchillo de ranura derecho del codo en lugar del orificio recto del automóvil. Gire la ranura exterior.
3) Gire el cortador de ranura a la ranura del lado izquierdo con el codo.
(3) Los pasos y métodos de la ranura de cola de milano de la ranura de cola de golondrina del automóvil son básicamente los mismos que el método de corte de la ranura en T. También se lleva a cabo en tres pasos con tres cuchillas giratorias. Es decir, después de girar la ranura recta de la cara final, los cuchillos de formación de bisel izquierdo y derecho se utilizan respectivamente para formar la ranura de cola de milano.
Al girar la ranura en T y la ranura de cola de milano, el filo en el exterior del torneado también debe afilarse de acuerdo con el principio de la herramienta de torneado de orificios internos.
El torno también está limitado por el ancho de la ranura recta en la cara final. Los cuchillos de ranurado del codo izquierdo y derecho y los cuchillos de formación de inclinación izquierda y derecha son más delgados y la resistencia del cabezal de corte es pobre. Por lo tanto, la velocidad de alimentación debe reducirse adecuadamente, y la condición de eliminación de viruta debe observarse en cualquier momento y eliminarse a tiempo.
Cuando se utiliza una herramienta de torneado de acero de alta velocidad, el torno también debe reducir la velocidad de corte y llenar el fluido de corte.
1, con el fin de facilitar el procesamiento posterior, como el corte del hilo de torneado, la ranura de desplazamiento excesivo, etc .;
2, para garantizar la precisión del posicionamiento axial de las piezas durante el montaje, como la ranura del hombro;
3, ranura en forma de T y ranura en cola de milano para libre movimiento o fijación;
4. Coloque diferentes tipos de ranuras de lubricación en las superficies de contacto que se mueven entre sí, así como ranuras de sellado y ranuras de polvo para sellar o proteger contra el polvo.
La estructura de la ranura tiene una ranura rectangular, una ranura de formación, un tanque inclinado y una ranura extrema.
De acuerdo con la porción de ranura, se puede dividir en una ranura externa y una ranura interna.
Corte de ranuras rectangulares:
Al girar una ranura rectangular, la geometría y el método de instalación de la cuchilla ranuradora son generalmente similares a los de las cuchillas de corte. También tienen dos puntas de herramienta simétricas, declinación secundaria y ángulos de alivio secundarios, siendo el filo principal paralelo al eje de la pieza de trabajo.
El método básico para cortar una ranura rectangular es:
1) Al cortar una ranura rectangular estrecha, el ancho del borde de corte principal es igual al ancho de la ranura, la longitud del cabezal de corte es ligeramente mayor que la profundidad de la ranura, y la herramienta de torneado es recta hacia adentro y hacia afuera.
2) Girando una ranura rectangular ancha, puede usar una cuchilla ranuradora estrecha para dividir la herramienta de perforación varias veces, y dejar un margen en la parte inferior y los lados de la ranura.
Corte de la ranura de formación:
La ranura de formación incluye una ranura de arco circular, una ranura trapezoidal y similares.
1) La rainure en arc étroit ou trapézoïdale est utilisée pour rectifier la lame de jante dans la même forme et la même taille que la rainure de formage, et le véhicule est alimenté dans une direction horizontale.
2) La rigidité de l'outil de tournage limite la gorge de formage plus large et plus profonde, en particulier celle du trou intérieur.
Il y a deux façons de faire cela:
1> Couper en deux étapes. Généralement, la fraise à rainurer est utilisée pour chasser la rainure droite, puis elle est formée en tournant avec un couteau de formage.
2> Diète à gauche ou à droite ou oblique.
Lorsque le tour est extrêmement large et profond, la petite planche à roulettes peut être secouée pendant que la glissière du milieu est déplacée latéralement, de sorte que l'outil de rotation puisse être déplacé vers la gauche ou la droite pour former un outil de forage gauche et droit pour une coupe unilatérale;
Ou alors que la glissière du milieu est alimentée latéralement, la petite glissière est secouée pour que l'avance oblique unilatérale de l'outil de tournage dans une direction. Après la voiture brute, la balance est laissée, puis la voiture est habituée à la taille.
Découpe de la rainure oblique:
El surco oblicuo es un surco que sobresale para rectificar simultáneamente la superficie cilíndrica y la superficie final, y forma una cuchilla vacía tanto en la superficie cilíndrica como en la superficie final.
Las ranuras oblicuas son lineales y circulares, con una inclinación general de 45. El cortador de ranuras del torno tiene las características de la herramienta de torneado de agujeros internos y debe rectificarse en el ángulo de arco posterior correspondiente de acuerdo con el tamaño del arco de la ranura.
Al cortar, gire la pequeña diapositiva a 450 y córtela con una pequeña diapositiva.
Corte de la ranura de la cara:
La cuchilla ranuradora para cortar la ranura de la cara final tiene las características completas de la herramienta de torneado exterior y la herramienta de torneado de orificio interior. Dos filos de corte dentro y fuera, uno es equivalente a una herramienta de torneado exterior, y el otro es equivalente a una herramienta de torneado de agujero interior. Por lo tanto, los tornos deben basarse en sus respectivas características de corte. Afilar el cuchillo de ranura.
(1) La geometría de la fresa de ranura recta en la cara del extremo de la cara del vehículo. El borde exterior de la cortadora de torno. Es equivalente a girar el orificio interno, por lo que el lado posterior del par debe rectificarse de acuerdo con el tamaño del arco de la cara final, y el ángulo R posterior posterior en forma de arco correspondiente se rectifica para evitar que el lado posterior choque con la superficie de la ranura exterior.
(2) La ranura en T del camión con ranura en T, que se aplica en tres pasos con tres herramientas de torneado:
1) Use una ranura recta en la cara del extremo para cortar el cuchillo y alimentarlo longitudinalmente. Gire la ranura del extremo recto.
2) Use el cuchillo de ranura derecho del codo en lugar del orificio recto del automóvil. Gire la ranura exterior.
3) Gire el cortador de ranura a la ranura del lado izquierdo con el codo.
(3) Los pasos y métodos de la ranura de cola de milano de la ranura de cola de golondrina del automóvil son básicamente los mismos que el método de corte de la ranura en T. También se lleva a cabo en tres pasos con tres cuchillas giratorias. Es decir, después de girar la ranura recta de la cara final, los cuchillos de formación de bisel izquierdo y derecho se utilizan respectivamente para formar la ranura de cola de milano.
Al girar la ranura en T y la ranura de cola de milano, el filo en el exterior del torneado también debe afilarse de acuerdo con el principio de la herramienta de torneado de orificios internos.
El torno también está limitado por el ancho de la ranura recta en la cara final. Los cuchillos de ranurado del codo izquierdo y derecho y los cuchillos de formación de inclinación izquierda y derecha son más delgados y la resistencia del cabezal de corte es pobre. Por lo tanto, la velocidad de alimentación debe reducirse adecuadamente, y la condición de eliminación de viruta debe observarse en cualquier momento y eliminarse a tiempo.
Cuando se utiliza una herramienta de torneado de acero de alta velocidad, el torno también debe reducir la velocidad de corte y llenar el fluido de corte.




