Mecanizado de torno CNC Proceso de engranaje recto de alta precisión
mecanizado de engranajes rectos
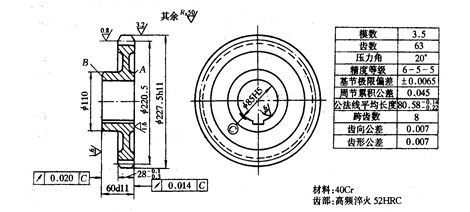
engranajes de alta precisión
1. forja en blanco
2. Tratamiento térmico normalizador
3. Forma rugosa, dejando un margen de mecanizado de 2 mm
Referencia de posicionamiento: círculo exterior y cara final
4. terminando todo el orificio interno a Φ84.8H7, la longitud total de la tolerancia de pulido de la estancia 0.2 mm, a las dimensiones restantes
Referencia de posicionamiento: círculo exterior y cara final
5. Inspección
6. Rodando la superficie del diente, dejando el diente de pulir 0.25 ~ 0.3mm
Referencia de posicionamiento: agujero interior y cara final A
7. Biselado
Referencia de posicionamiento: agujero interior y cara final A
8. Desbarbado del instalador
9. Endurecimiento por inducción de la superficie del diente HRC52
10. Ranura para llave
Referencia de posicionamiento: agujero interior y cara final A
11. Rectificado de la cara del extremo grande A
Referencia de posicionamiento: agujero interno
12. Rectificado de la cara B a la longitud total
Referencia de posicionamiento: cara final A
13. Rectificado del orificio interno a φ85H5
Referencia de posicionamiento: agujero interior y cara final A
14. Rectificado superficial del diente
Referencia de posicionamiento: agujero interior y cara final A
15. Inspección
Análisis del proceso de procesamiento de engranajes
1. Selección de criterios de posicionamiento
La elección de la referencia de posicionamiento del engranaje es a menudo diferente debido a la forma estructural del engranaje. El engranaje del eje se utiliza principalmente para el posicionamiento superior, y el cono se bloquea cuando la abertura es grande. La precisión del posicionamiento superior es alta y el punto de referencia se puede unificar. Los engranajes perforados a menudo usan los siguientes dos métodos de posicionamiento y sujeción al mecanizar la superficie del diente.
(1) Posicionamiento con agujero interno y cara final
Es decir, el orificio interno y la superficie del extremo de la pieza de trabajo se colocan conjuntamente para determinar la posición central y axial del engranaje, y se adopta el método de sujeción frente a la superficie del extremo de posicionamiento. Este método hace que la referencia de posicionamiento, la base de diseño, la referencia de ensamblaje y la referencia de medición coincidan, y la precisión de posicionamiento es alta, lo cual es adecuado para la producción en masa. Pero altos requisitos para la fabricación de plantillas de precisión.
(2) Posicionamiento del círculo exterior y la cara final
El espacio libre correspondiente entre la pieza de trabajo y el mandril de la abrazadera es grande, y el círculo exterior se corrige mediante un medidor de cuadrante para determinar la posición del centro, y se coloca la cara final; Aplique sujeción desde la otra cara del extremo. Este método está calibrado para cada pieza de trabajo, por lo que la eficiencia de producción es baja; Requiere una alta coaxialidad de los círculos internos y externos del tocho, pero no requiere una alta precisión del accesorio, por lo que es adecuado para la producción de una sola pieza y lotes pequeños.
2. Procesamiento de piezas de engranaje
El mecanizado rugoso de la superficie del diente del engranaje antes del procesamiento juega un papel importante en todo el proceso de mecanizado del engranaje. Debido a que el punto de referencia utilizado para el mecanizado e inspección de la superficie del diente debe mecanizarse en esta etapa; Independientemente del aumento de la productividad o la calidad de los engranajes, se debe enfatizar el procesamiento de los espacios en blanco del engranaje.
En los requisitos técnicos del engranaje, se observará que la precisión dimensional del círculo de adición. Debido a que el grosor del diente se mide en función del círculo superior del diente, la precisión del círculo de la punta del diente es demasiado baja, lo que inevitablemente hace que el valor medido del grosor del diente no sea correcto.
Por lo tanto, los siguientes tres problemas deben tenerse en cuenta en este proceso:
(1) Cuando el diámetro del círculo de la punta se utiliza como referencia de medición, la precisión dimensional del círculo de la punta debe controlarse estrictamente.
(2) Asegúrese de la perpendicularidad de la cara final de posicionamiento y el orificio de posicionamiento o el círculo exterior
(3) Mejore la precisión de fabricación del orificio interno del engranaje y reduzca la holgura correspondiente con el mandril de sujeción
engranajes de alta precisión
1. forja en blanco
2. Tratamiento térmico normalizador
3. Forma rugosa, dejando un margen de mecanizado de 2 mm
Referencia de posicionamiento: círculo exterior y cara final
4. terminando todo el orificio interno a Φ84.8H7, la longitud total de la tolerancia de pulido de la estancia 0.2 mm, a las dimensiones restantes
Referencia de posicionamiento: círculo exterior y cara final
5. Inspección
6. Rodando la superficie del diente, dejando el diente de pulir 0.25 ~ 0.3mm
Referencia de posicionamiento: agujero interior y cara final A
7. Biselado
Referencia de posicionamiento: agujero interior y cara final A
8. Desbarbado del instalador
9. Endurecimiento por inducción de la superficie del diente HRC52
10. Ranura para llave
Referencia de posicionamiento: agujero interior y cara final A
11. Rectificado de la cara del extremo grande A
Referencia de posicionamiento: agujero interno
12. Rectificado de la cara B a la longitud total
Referencia de posicionamiento: cara final A
13. Rectificado del orificio interno a φ85H5
Referencia de posicionamiento: agujero interior y cara final A
14. Rectificado superficial del diente
Referencia de posicionamiento: agujero interior y cara final A
15. Inspección
Análisis del proceso de procesamiento de engranajes
1. Selección de criterios de posicionamiento
La elección de la referencia de posicionamiento del engranaje es a menudo diferente debido a la forma estructural del engranaje. El engranaje del eje se utiliza principalmente para el posicionamiento superior, y el cono se bloquea cuando la abertura es grande. La precisión del posicionamiento superior es alta y el punto de referencia se puede unificar. Los engranajes perforados a menudo usan los siguientes dos métodos de posicionamiento y sujeción al mecanizar la superficie del diente.
(1) Posicionamiento con agujero interno y cara final
Es decir, el orificio interno y la superficie del extremo de la pieza de trabajo se colocan conjuntamente para determinar la posición central y axial del engranaje, y se adopta el método de sujeción frente a la superficie del extremo de posicionamiento. Este método hace que la referencia de posicionamiento, la base de diseño, la referencia de ensamblaje y la referencia de medición coincidan, y la precisión de posicionamiento es alta, lo cual es adecuado para la producción en masa. Pero altos requisitos para la fabricación de plantillas de precisión.
(2) Posicionamiento del círculo exterior y la cara final
El espacio libre correspondiente entre la pieza de trabajo y el mandril de la abrazadera es grande, y el círculo exterior se corrige mediante un medidor de cuadrante para determinar la posición del centro, y se coloca la cara final; Aplique sujeción desde la otra cara del extremo. Este método está calibrado para cada pieza de trabajo, por lo que la eficiencia de producción es baja; Requiere una alta coaxialidad de los círculos internos y externos del tocho, pero no requiere una alta precisión del accesorio, por lo que es adecuado para la producción de una sola pieza y lotes pequeños.
2. Procesamiento de piezas de engranaje
El mecanizado rugoso de la superficie del diente del engranaje antes del procesamiento juega un papel importante en todo el proceso de mecanizado del engranaje. Debido a que el punto de referencia utilizado para el mecanizado e inspección de la superficie del diente debe mecanizarse en esta etapa; Independientemente del aumento de la productividad o la calidad de los engranajes, se debe enfatizar el procesamiento de los espacios en blanco del engranaje.
En los requisitos técnicos del engranaje, se observará que la precisión dimensional del círculo de adición. Debido a que el grosor del diente se mide en función del círculo superior del diente, la precisión del círculo de la punta del diente es demasiado baja, lo que inevitablemente hace que el valor medido del grosor del diente no sea correcto.
Por lo tanto, los siguientes tres problemas deben tenerse en cuenta en este proceso:
(1) Cuando el diámetro del círculo de la punta se utiliza como referencia de medición, la precisión dimensional del círculo de la punta debe controlarse estrictamente.
(2) Asegúrese de la perpendicularidad de la cara final de posicionamiento y el orificio de posicionamiento o el círculo exterior
(3) Mejore la precisión de fabricación del orificio interno del engranaje y reduzca la holgura correspondiente con el mandril de sujeción




