Mecanizado de orificios de carrete de caja de cambios automotriz
El procesamiento del bloque de válvulas del cuerpo de la válvula de transmisión automática del automóvil es la posición más exigente en todo el proceso de mecanizado del orificio de la caja. Se utiliza en el procesamiento de cuerpos de válvula de aleación de aluminio con un contenido de silicio común de 8% a 16%. El esquema de herramientas comúnmente utilizado por UNIMERCO es una combinación de dos desbastes y un acabado.
Primero, escariado de mecanizado en bruto
Se utiliza la cuchilla de fresado de ranura recta UM PCD, como se muestra en la Figura 1. La velocidad de procesamiento es n = 8000r / min, y la velocidad de alimentación Fn = 0.3 mm / min.

Figura 1 herramienta de desbaste y sección de pieza de trabajo
Las características principales de la herramienta de escariado:
1. Bueno en el procesamiento con agujeros de interferencia;
2, la reparación y el guiado de la luz es muy bueno, lo que garantiza altos requisitos de redondez, cilindricidad y suavidad;
3, con una excelente función de desbarbado, básicamente no requiere un proceso especial de desbarbado de seguimiento;
4. La eficiencia de procesamiento suele ser de 3 a 8 veces mayor que la del cortador de ranura recta, lo que reduce directamente el costo del equipo y el personal del cliente.
II.Acabado de escariado
Se utiliza la fresa de ranura en espiral UD PCD, como se muestra en la Figura 5. La velocidad de procesamiento es n = 10000r / min, y la velocidad de alimentación Fn = 0.5 mm / min.
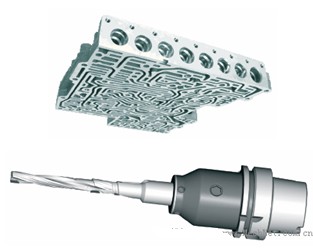
Figura 2 Herramienta de fresado de acabado e imagen de pieza de trabajo
Se adopta el esquema de procesamiento de "un mecanizado en bruto y un mecanizado de acabado". La superficie mecanizada de la pieza de trabajo tiene un efecto espejo muy bueno, y la rugosidad de la superficie Ra se puede lograr de 0.08 a 0.20. Además, la vida útil de la herramienta se puede estabilizar hasta 80,000 agujeros antes de rectificar.
Primero, escariado de mecanizado en bruto
Se utiliza la cuchilla de fresado de ranura recta UM PCD, como se muestra en la Figura 1. La velocidad de procesamiento es n = 8000r / min, y la velocidad de alimentación Fn = 0.3 mm / min.
Figura 1 herramienta de desbaste y sección de pieza de trabajo
1. Bueno en el procesamiento con agujeros de interferencia;
2, la reparación y el guiado de la luz es muy bueno, lo que garantiza altos requisitos de redondez, cilindricidad y suavidad;
3, con una excelente función de desbarbado, básicamente no requiere un proceso especial de desbarbado de seguimiento;
4. La eficiencia de procesamiento suele ser de 3 a 8 veces mayor que la del cortador de ranura recta, lo que reduce directamente el costo del equipo y el personal del cliente.
II.Acabado de escariado
Se utiliza la fresa de ranura en espiral UD PCD, como se muestra en la Figura 5. La velocidad de procesamiento es n = 10000r / min, y la velocidad de alimentación Fn = 0.5 mm / min.
Figura 2 Herramienta de fresado de acabado e imagen de pieza de trabajo




