Establezca la ruta de la herramienta de fresado de alta velocidad para mecanizar el filete de piezas estructurales
El mecanizado NC convencional generalmente usa corte grueso de corte igual al formular la trayectoria de la herramienta. Es decir, la profundidad de corte radial es un cierto valor durante una pasada. Sin embargo, en el caso de fresado excesivo de las esquinas redondeadas, el problema de mecanizado es grande. El problema es particularmente significativo cuando se muelen estructuras de paredes delgadas a altas velocidades. En la práctica del fresado a alta velocidad de esquinas redondeadas, se puede ver que hay un cambio significativo en la fuerza de corte de la herramienta en el filete (ver Figura 1).
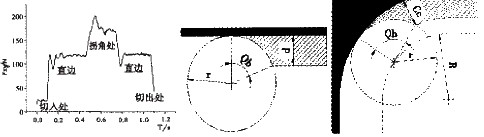
Figura 1 Curva de cambio de fuerza de corte, Figura 2 La molienda es un borde recto vista esquemática, Figura 3 Diagrama esquemático de fresado de esquinas redondeadas
Un método para refinar la trayectoria de herramienta redondeada para problemas de mecanizado de máquinas de redondeo. En el caso de fresado de corte igual y grueso, cuando la herramienta pasa de una trayectoria recta a una circular, el ángulo de incisión Qb aumenta (ver Figuras 2 y 3).
Correspondiente a la figura tiene la siguiente fórmula:
Cos (Qb) = 1-Cl / r (1)
Cos (Qb) = 1-Cc / r-Cc (r-0.5Cc) / rR (2)
Qb ——— ángulo de corte;
Cl ——— la profundidad radial de corte durante el fresado de bordes rectos;
Cc: la profundidad radial de corte durante el fresado de filetes;
r ——— radio de herramienta de fresado;
R ——— El radio de la pista central de la herramienta en el filete.
Obviamente, cuando Cl = Cc, cuando la herramienta pasa de una ruta recta a una ruta circular. El área de contacto de la herramienta con la pieza de trabajo aumenta debido a un aumento en el ángulo de hundimiento, lo que provoca un aumento repentino de la fuerza de corte y genera fácilmente vibraciones. El cambio repentino de la fuerza de corte hace que aumente la deformación de mecanizado de la herramienta y la pieza de trabajo, y aumenta el error dimensional de la pieza, y la vibración de corte genera un patrón de vibración en la esquina redonda, que afecta la calidad de procesamiento de la pieza.
El método de refinar la trayectoria de herramienta redondeada. La idea es mantener constante el ángulo de corte de la herramienta durante la pasada o agregar una ruta a la herramienta. Esto es para reducir el grosor radial de la herramienta en el filete, evitando así el cambio repentino de la fuerza de corte. El diagrama de ruta de la herramienta de refinamiento específico se muestra en las Figuras 4 y 5.
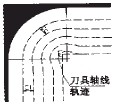
Figura 4 Diagrama esquemático del refinamiento de la trayectoria de la herramienta de ángulo de corte igual
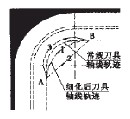
Figura 5 Diagrama esquemático del refinamiento de ruta adicional
El esquema de refinamiento de la trayectoria de la herramienta en el filete de fresado puede mantener efectivamente el corte estable. Reduzca la distorsión de mecanizado y la posible vibración de corte causada por cambios repentinos en la fuerza de corte, y mejore la calidad de procesamiento de las piezas.
Al mismo tiempo, el grosor de la viruta es en sentido antihorario de delgado a grueso. Debido al efecto de tamaño del filo de corte, cuando el filo toca la pieza de trabajo, la fricción entre la cara del flanco y la pieza de trabajo es grande, lo que es fácil de causar vibración y se producirá una vibración oblicua severa en la esquina. El fresado en el sentido de las agujas del reloj es todo lo contrario: aunque la fuerza de corte de la fresado hacia abajo es ligeramente mayor que la fuerza de corte durante el fresado de corte hacia arriba, no hay vibraciones significativas al cortar las esquinas. Sin embargo, cuando se realiza el fresado en el sentido de las agujas del reloj, el espesor de la viruta es de grueso a delgado, y el impacto en la pieza de trabajo y la herramienta es grande. Cuando se realiza el mecanizado, el voladizo de la herramienta se reduce tanto como sea posible y se aumenta la rigidez de la pieza de trabajo.
Figura 1 Curva de cambio de fuerza de corte, Figura 2 La molienda es un borde recto vista esquemática, Figura 3 Diagrama esquemático de fresado de esquinas redondeadas
Un método para refinar la trayectoria de herramienta redondeada para problemas de mecanizado de máquinas de redondeo. En el caso de fresado de corte igual y grueso, cuando la herramienta pasa de una trayectoria recta a una circular, el ángulo de incisión Qb aumenta (ver Figuras 2 y 3).
Correspondiente a la figura tiene la siguiente fórmula:
Cos (Qb) = 1-Cl / r (1)
Cos (Qb) = 1-Cc / r-Cc (r-0.5Cc) / rR (2)
Qb ——— ángulo de corte;
Cl ——— la profundidad radial de corte durante el fresado de bordes rectos;
Cc: la profundidad radial de corte durante el fresado de filetes;
r ——— radio de herramienta de fresado;
R ——— El radio de la pista central de la herramienta en el filete.
Obviamente, cuando Cl = Cc, cuando la herramienta pasa de una ruta recta a una ruta circular. El área de contacto de la herramienta con la pieza de trabajo aumenta debido a un aumento en el ángulo de hundimiento, lo que provoca un aumento repentino de la fuerza de corte y genera fácilmente vibraciones. El cambio repentino de la fuerza de corte hace que aumente la deformación de mecanizado de la herramienta y la pieza de trabajo, y aumenta el error dimensional de la pieza, y la vibración de corte genera un patrón de vibración en la esquina redonda, que afecta la calidad de procesamiento de la pieza.
El método de refinar la trayectoria de herramienta redondeada. La idea es mantener constante el ángulo de corte de la herramienta durante la pasada o agregar una ruta a la herramienta. Esto es para reducir el grosor radial de la herramienta en el filete, evitando así el cambio repentino de la fuerza de corte. El diagrama de ruta de la herramienta de refinamiento específico se muestra en las Figuras 4 y 5.
Figura 4 Diagrama esquemático del refinamiento de la trayectoria de la herramienta de ángulo de corte igual
Figura 5 Diagrama esquemático del refinamiento de ruta adicional
El esquema de refinamiento de la trayectoria de la herramienta en el filete de fresado puede mantener efectivamente el corte estable. Reduzca la distorsión de mecanizado y la posible vibración de corte causada por cambios repentinos en la fuerza de corte, y mejore la calidad de procesamiento de las piezas.
Al mismo tiempo, el grosor de la viruta es en sentido antihorario de delgado a grueso. Debido al efecto de tamaño del filo de corte, cuando el filo toca la pieza de trabajo, la fricción entre la cara del flanco y la pieza de trabajo es grande, lo que es fácil de causar vibración y se producirá una vibración oblicua severa en la esquina. El fresado en el sentido de las agujas del reloj es todo lo contrario: aunque la fuerza de corte de la fresado hacia abajo es ligeramente mayor que la fuerza de corte durante el fresado de corte hacia arriba, no hay vibraciones significativas al cortar las esquinas. Sin embargo, cuando se realiza el fresado en el sentido de las agujas del reloj, el espesor de la viruta es de grueso a delgado, y el impacto en la pieza de trabajo y la herramienta es grande. Cuando se realiza el mecanizado, el voladizo de la herramienta se reduce tanto como sea posible y se aumenta la rigidez de la pieza de trabajo.




