Teile drehen



- PRODUCT DETAIL

Drehbearbeitung, Drehen, Fräsen, Cnc-Drehbearbeitung
Eigenschaften
1, Niederfrequenz-Drehmoment, stabile Ausgangsleistung, Hochleistungs-Vektor-Steuerung, schnelle dynamische Drehmomentantwort, konstante Geschwindigkeit und hohe Präzision, starke Anti-Interferenz-Fähigkeit.
2. Die fünf Werkzeuge und zwei von der Drehbank bearbeitete Hinterwellen können gleichzeitig im Bearbeitungsprozess arbeiten. Daher ist die Geschwindigkeit von automatischen Werkzeugmaschinen 4 bis 6 mal schneller als bei gewöhnlichen Drehmaschinen.
3. Automatische Drehbankbearbeitung komplexe Teile können synchronisiert werden: Zylindrische, sphärische, konische, gebogene, gestufte, geschlitzte, gebohrte, angetippte, gestanzte, geprägte, geschnittene und andere Verarbeitung, alle Bearbeitungsvorgänge können auf einmal abgeschlossen werden, mit extrem hohe Bearbeitungsgenauigkeit Ohne manuelle Bedienung ist die automatische Fütterung voll automatisiert und eine Person kann mehr als eine sehen. Gleichzeitig kann es mit der Fräsvorrichtung auch das Außengewinde bearbeiten, das Problem, dass die Matrize schwer zu bearbeiten ist, vollständig lösen und das Doppelkopfgewinde bearbeiten.
4. prkpiece, zum der hohen Genauigkeit zu erzielen, entsprechend dem Werkstückbearbeitungsprozeß können mehr als 10 Arten Messer angebracht werden. Zwei-Achsen-Gerät; Die Hauptwelle verwendet eine elektromagnetische Kupplung, um die Gewindeschneidspindel anzutreiben. Die Hochgeschwindigkeitsdrehung und die mechanische Spindel dienen zum gleichzeitigen Anbohren. Zweiachsige Bearbeitung kann ausgetauscht werden, Reiben, das Angreifen der Innen- und Außenzähne kann gleichzeitig bearbeitet werden.
5. Die Struktur ist präzise und die Kamera wird verwendet, um die Produktion zu kontrollieren. Eine Umdrehung der Nocke beendet die Bearbeitung eines Teils. Nocken Drehzahl 10 bis 36 U / min, kann nach verschiedenen Verarbeitungsteilen angepasst werden, die schnellste kann 36 Teile pro Minute verarbeitet werden.
Technologie
(1) hohe Präzision
Die Leistungsfähigkeit des CNC-Drehmaschinenbearbeitungssystems wurde kontinuierlich verbessert, der mechanische Aufbau wurde kontinuierlich verbessert und die Präzision von Werkzeugmaschinen wurde zunehmend verbessert.
(2) Hohe Effizienz
Mit der Anwendung neuer Werkzeugmaterialien und der Perfektion der Werkzeugmaschinenstruktur werden die Bearbeitungseffizienz, die Spindeldrehzahl und die Übertragungsleistung der CNC-Drehbearbeitung kontinuierlich verbessert, was die Zeit für eine neue CNC-Drehbearbeitung erheblich verkürzt.
(3) Hohe Flexibilität
Die CNC-Drehbearbeitung ist sehr flexibel und eignet sich für mehr als 70% der vielseitigen Kleinteile der automatischen Bearbeitung.
(4) Hohe Zuverlässigkeit
Mit der Verbesserung der Leistung numerischer Steuerungssysteme wurde die störungsfreie Zeit von CNC-Werkzeugmaschinen verkürzt.
(5) Starke Prozessfähigkeit
Es kann zum Schruppen und Schlichten verwendet werden und kann alle oder die meisten Schritte in einem einzigen Setup ausführen.
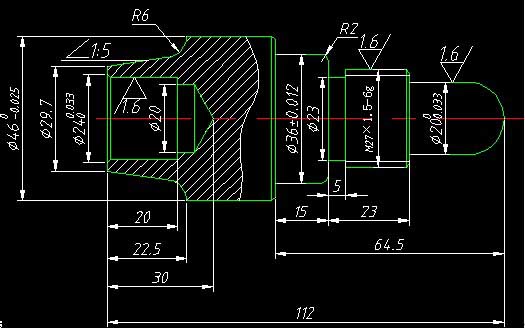
(6) Analyse der Teile (unten):
Die Oberfläche des Teils besteht aus einem Zylinder, einem geraden Bogen, einem umgekehrten Bogen, einem Kegel, einer Nut, einem Gewinde, einem Loch und dergleichen. Die Dimensionierung ist abgeschlossen. Der Rohling ist 45 # Stahl Φ50mm × 120mm. Wärmebehandlung: Modulationsbehandlung, HRC25-35 hat keine Härteanforderung.
Genauigkeits- und Toleranzstandards
Die Drehgenauigkeit bezieht sich auf das Ausmaß, in dem die tatsächlichen geometrischen Parameter (Größe, Form und Position) des Teils mit den idealen geometrischen Parametern übereinstimmen. Der Unterschied zwischen ihnen wird als Bearbeitungsfehler bezeichnet. Die Größe des Bearbeitungsfehlers spiegelt das Niveau der Bearbeitungsgenauigkeit wider. Je größer der Fehler ist, desto geringer ist die Bearbeitungsgenauigkeit und je kleiner der Fehler ist, desto höher ist die Bearbeitungsgenauigkeit. Kangding strikte Umsetzung aller Produkte: GB / T1184-1996, GB T 25372-2010, GB / T1804-2000
(1) Lineare Abmessungen: beispielsweise Außenmaße, Innenmaße, Stufenmaße, Durchmesser, Radien, Abstände, Rundungsradius und Fasenhöhe;
(2) Winkelbemaßungen: Beinhaltet Winkelbemaßungen, die normalerweise keine Winkelwerte angeben, wie z. B. rechte Winkel (90 °); Linear- und Winkelmaße der bearbeiteten Baugruppe.
Drehen der linearen Abweichungswert der Teile
| Toleranzstufe | 0~3 | >3~6 | >6~30 | >30~120 | >120~400 | >400~1000 | >1000~2000 | >2000 |
| Präzision (f) | ±0.01 | ±0.02 | ±0.1 | ±0.15 | ±0.2 | ±0.3 | ±0.5 | — |
| mittel (m) | ±0.1 | ±0.1 | ±0.2 | ±0.3 | ±0.5 | ±0.8 | ±1.2 | ±2.0 |
| Grob (c) | ±0.2 | ±0.3 | ±0.5 | ±0.8 | ±1.2 | ±2.0 | ±3.0 | ±4.0 |
| Dickste (v) | — | ±0.5 | ±1.0 | ±1.5 | ±2.5 | ±4.0 | ±6.0 | ±8.0 |
Drehen der Rundungsradius- und Höhenabmessungen des Fasengrenzabweichungswerts
| Toleranzstufe | 0~3 | 3~6 | >6~30 | >30 |
| Präzision (f) | ±0.2 | ±0.5 | ±1.0 | ±2.0 |
| mittel (m) | ||||
| Rough (c) | ±0.4 | ±1.0 | ±2.0 | ±4.0 |
| Thickest (v) |
Limit deviation value of angular dimensions of turned parts
| Toleranzstufe | 0~10 | >10~50 | >50~120 | 120~400 | >400 |
| Präzision (f) | ±1° | ±30′ | ±20′ | ±10′ | ±5′ |
| mittel (m) | |||||
| Grob (c) | ±1°30′ | ±1° | ±30′ | ±15′ | ±10′ |
| Dickste (v) | ±3° | ±2° | ±1° | ±30′ | ±20′ |
Verarbeitung von Materialien
Die CNC-Drehbearbeitung ist eine High-Tech-Bearbeitungsmethode für Präzisionsteile aus Metall. Kann verarbeitet werden verschiedene Arten von Materialien, wie 316, 304 Edelstahl, Kohlenstoffstahl, legierter Stahl, Aluminiumlegierung, Zinklegierung, Titanlegierung, Kupfer, Eisen, Kunststoff, Acryl, POM, UHWM und andere Rohstoffe, in denen verarbeitet werden kann quadratische, runde Kombination Komplexe Strukturteile.
1. Edelstahl (SUS)
SUS301 (17Cr-7Ni) Edelstahl kann hohe Festigkeit nach der Kaltbearbeitung erhalten. SUS301 Edelstahl wird in Schienenfahrzeugen, Gurtförderern, Bolzen und Muttern, Federn usw. verwendet.
SUS304 ---- SUS304 ist 18/8 Edelstahl. GB Marke ist 0Cr18Ni9 (neue Norm 06cr19ni10), 304 Edelstahl ist weit verbreitet für die Herstellung von Korrosionsbeständigkeit und Formbarkeit Ausrüstung und Komponenten wegen seiner guten Hitzebeständigkeit.
2, Kohlenstoffstahl ---- S50C, SK5, SK7
Eigenschaften: Gute Stabilität, wärmebehandelbar.
S50C, SK5, SK7 werden hauptsächlich in der Kühlerrückwand des COOLER MASTER verwendet.
3. Kupfer (CU)
Sauerstofffreies Kupfer (OFCU) ---- C1020 ---- O, 1 / 4H, 1 / 2H, H Eigenschaften: Elektrische Leitfähigkeit, Wärmeleitfähigkeit, Extrusionsverarbeitbarkeit, Korrosionsbeständigkeit und Hitzebeständigkeit sind alle gut.
4, Aluminium (AL)
4.1. Aluminiumlegierung (A1070) ---- O, H14, H18
Eigenschaften: Hohe Wärmeleitfähigkeit, Umformbarkeit, Korrosionsbeständigkeit, gute anodische Behandlung.
Verwendung: Schläuche, Kondensatoren, Knöpfe, Kosmetikaccessoires, Zubehör, Reflektoren, Namensschildrahmen, Beleuchtungskörper. 6.2. Aluminiumlegierung (A1050) ---- O, H14, H16, H18 Eigenschaften: Formbarkeit, gute Korrosionsbeständigkeit.
4,2 COOLER MASTER Fast alle Aluminiumheizkörper FIN und COVER verwenden A1050.
4.3. Aluminiumlegierung (A1100) ---- O, H12, H14, H16, H18 Eigenschaften: Formbarkeit, Korrosionsbeständigkeit Wärmeleitfähigkeit, gute anodische Eigenschaften.
4.4. Aluminiumlegierung (A3003) ---- O, H32, H34, H36, H38 Eigenschaften: Gute Korrosionsbeständigkeit beim Formen und Formen ist höher als 1100.
4.5. Aluminiumlegierung (A3004) ---- O, H32, H34, H36, H38 Eigenschaften: Höhere Festigkeit als 3003, gute Tiefzieheigenschaft, gute Korrosionsbeständigkeit, hohe Temperaturbeständigkeit. Verwendet: Getränkedosen, Druckbehälter, Lampenhalter.
4.6. Aluminiumlegierung (A5052) - O, H32, H34, H36, H38H
4.7. Aluminiumlegierung (A6063-T5) COOLER MASTER Teil der Aluminium-Extrusion, SKIVE FIN Kühlkörper, etc. verwenden dieses Material.
Programmierung Design
Die CNC-Werkzeugmaschine bearbeitet die bearbeiteten Teile automatisch nach einem vorprogrammierten Bearbeitungsprogramm (allgemeine Anweisungen sind wie folgt)
N10 G50 X50 Z100; Werkstückkoordinatensystem mit Werkzeugwechselpunkten positionieren
N20 M3 S560; Spindel starten
N30 T0101; Ändern Sie das Messer Nr. 1
N40 G0 X25 Z2; Wechseln Sie schnell zum Verarbeitungsstartpunkt
N50 G71 U0,8 R0,5; Zylinder-Schruppzyklus ausführen
N60 G71 P70 Q140 U0,5 W0,2 F100; Toleranz X0,5 Z0,2, Vorschub 100 mm / min
N70 G0 X0; Konturverarbeitungsstartlinie
N80 G1 Z0 F30; Fertigfutter 30
N90 G3 X10 Z-5 R5; Das Werkstück einfahren und verlassen
N100 G1 Z-15; Bearbeitung R15 Bogen mit einem rechten Winkel von 4
N110 X18 W-10; Verarbeitung Φ26 äußerer Kreis
N120 W-7; umgekehrte 3 × 45 ° rechten Winkel
N130 X21; Spindel rotiert mit 400r / min
N140 X23 Z-33; Spindelstopp, Hauptprogrammende und Reset
N150 Z-45; Konturendlinie
N160 G70 P70 Q140; Finishing-Zyklus durchführen
N170 G0 X50 Z100; Werkzeugwechselpunkt
N180 T0404; Messer Nr. 4 wechseln
N190 G0 X27 Z-40.1; Positionieren des Startpunkts für das Schneiden, wobei 0,1 mm Rand gelassen wird
N200 G1 X12 F15; Verarbeitung des R15-Bogensegments
N210 G0 X25;
N220 Z-40;
N230 G1 X0 F10; Abschneiden, Vorschubgeschwindigkeit 10mm / min
N240 G0 X50;
N250 Z100 M5; Rückkehr Werkzeugspitze, Spindel stoppen
N260 T0100; Zurück zum Standardmesser
N270 M30; Vorgang beenden
Gerät
Drehmaschinen, Reibahlen, Reibahlen, Gewindebohrer, Matrizen und Rändelwerkzeuge können auch für die Bearbeitung beim Drehen verwendet werden. Einschließlich zylindrische Verarbeitung Ausrüstung, innere Loch Verarbeitung Ausrüstung, Flugzeug-und Groove-Processing-Ausrüstung, Ausrüstung Verarbeitung Ausrüstung, Gewinde Verarbeitung Ausrüstung, Box Verarbeitung Ausrüstung ... und so weiter.
Die Drehbearbeitung wird im Allgemeinen bei Raumtemperatur durchgeführt und verursacht keine Änderungen in der chemischen oder physikalischen Phase des Werkstücks. Es wird Kaltverarbeitung genannt.
Kang Dingxin hat eine vollständige Palette von Verarbeitungsanlagen: Drehmaschinen, Bohrmaschinen, Fräsmaschinen, Hobelmaschinen, Schleifmaschinen, Bohrmaschinen, CNC-Werkzeugmaschinen.
Alle Drehautomaten verwenden Taiwan MY. Messerschneider basiert auf 20 und 15 Modellen. Importierte fünf Achsen Walk the heart Präzisionsbearbeitung Teile
Feeder: Schweizer Marke Ai Si Division, 15 Nocken Maschine Kleinteile Produktion, Auto, Druck, Bohren, Gewindebohren, Taiwan-32-Typ Drehautomaten: (Hauptwelle 32MM) ultra-schnelle Verarbeitungsgeschwindigkeit.

Kangding Drehautomat Verarbeitung Workshop
Turning Processing Parts Preis = Rohmaterialkosten - Abfallumsatz + Maschinenkosten + Lohnkosten + Managementkosten + Gewinn + Verpackungskosten + Versandkosten + Werkzeugkosten + Steuern
J16t: (7,2 Yuan / Stunde)
J25t: (9,8 Yuan / Stunde)
J40t: (13,1 Yuan / Stunde)
Fräsen: 20 bis 35 Yuan / Stunde
CNC Auto J63t: (20 bis 30 Yuan / Stunde)
J80t: (18,3 Yuan / Stunde)
J100t: (19,2 Yuan / Stunde)
J160t: (22,5 Yuan / Stunde)
Außenschleifen: Räumen (20 Yuan / Stunde)
High-Speed eilte 100T unter jedem 0,03 ~ 0,10 Yuan
Gear 315t: (30,7 Yuan / Stunde)
Gear 175t: (25 Yuan / Stunde
Shearer: (17,1 Yuan / Stunde)
Auto C616 C7620: (12 ~ 14 Yuan / Stunde)
Gewöhnliches Klopfen: (5,21 Yuan / Stunde)
Radialbohrer: 13 Yuan / Stunde
Schweißen 2: 5 Yuan / Stunde
Abschreckstahl: 4 Yuan / kg, legierter Stahl 10 Yuan / kg
Hartmetall: 700 Yuan / kg
EDM: 15 Yuan / Stunde
Argon Lichtbogenschweißen: (50 Yuan / Stunde mit 70 Yuan / Flasche Argon)
Drahtschneiden: 7 PCT / mm2










