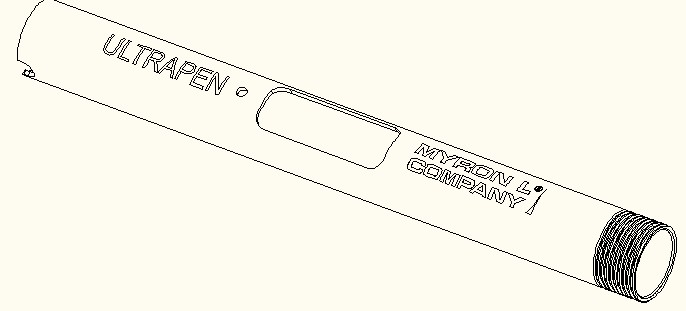
CNC-Bearbeitung hochprazise Aluminium Gehause Proben
Die Produktanforderungen werden genau wie folgt analysiert:
#A und #B, der größere U-Notch und der kleinere U-Notch:
• Die Mittellinie von Notch sollte durch die Achse gehen (innerhalb von 0.001 ")
• Zwei Seitenwände von Notch sollten symetrisch zur Mittellinie sein (innerhalb von 0.001 ")
# 1, Material Cert - Zusammensetzung und mechanische Eigenschaften.
# 2, lasergeätzter Text sollte von Ort zu Ort, Teil zu Teil und von Los zu Los einheitlich sein. Der Lieferant sollte Ätzparameter dokumentieren.
# 3, folge Note # 4, aber bitte nicht übertreiben.
# 4, bitte geben Sie cert auf die spezielle Verarbeitung.
# 5, Führen Sie chemische Tests pro MPS-540WT durch. Wenn möglich, geben Sie bitte SDS oder MSDS für die Tinte (Farbe).
# 6, YYWWS wobei S = Lieferantencode. P ist Polytronix Electronics zugeordnet. Wenn das Gehäuse am 28.02.2017 eingraviert ist, lautet der mfg date code = 1709P.
# 7, keine Pause in der Grübchen zulässig. Der Lieferant muss dieses Merkmal nach den Stanzvorgängen des Grübchens mit einem Stichprobenplan von C = 0, 0,10 oder enger prüfen.
# 8, LCD-Fenster und LED-Loch sollten nicht entgratet werden, schneidet aber nicht den Finger des Bedieners.
# 9, bitte informieren Sie MLC, wenn PE Schwierigkeiten hat, den richtigen Dove Tail Cutter zu finden.
# 10, mit Go / No Go-Lehrdorne für diese Inspektion
# 11, OD, Nennmaß nahe 0,625 "ist ideal, um mit Pen Clip zu paaren.
# 12, PE muss möglicherweise etwas experimentieren, um diese Spezifikation zu erfüllen.
# 13, stellen Sie sicher, dass der Gesamtwinkel des Schneiders 120 Grad ist.
# 14, die Fase an diesen vier Stellen ist kritisch für unsere nächste Ebene Montage - Grate sind nicht zulässig.
# 15, Go / No Go-Gewindelehre (Ringlehre) sollte verwendet werden, um das Gewinde zu überprüfen (2A)
# 16, sollte das LCD-Fenster parallel zur Achse und symetrisch zum LED-Loch innerhalb von 0,002 "sein.
# 17, sollte das LCD-Fenster senkrecht zur Mittellinie von zwei Kerben innerhalb von 0,25 Grad sein.
# 18, sollte der Dimple senkrecht zur Mittellinie von zwei Kerben innerhalb von 0,25 Grad sein.
# 19, Logo sollte parallel und symmetrisch zum LCD-Logo sein
# 20, stellen Sie sicher, dass .25 "von Ende oben in der Röhre muss Korrosionstest bestehen
# 21, stellen Sie sicher, dass Fasen sowohl innerhalb als auch außerhalb der Röhre hinzugefügt werden.
# 22, Logo sollte parallel und symmetrisch zum LCD-Fenster sein. Logo
# 23, Führen Sie eine kosmetische Inspektion gemäß MPS-537WT durch.
# 24, RoHS-Konformitätszertifikat bereitstellen.




