Torneado de piezas pequenas de eje de precisión
El procesamiento de roscas del eje delgado y el eje delgado es una pieza de trabajo común y difícil en el procesamiento mecánico. Debido a la escasa rigidez del eje delgado, la fuerza generada durante el torneado y la deformación debida al calor son grandes, y es difícil asegurar la cantidad de mecanizado. La calidad y precisión del procesamiento de roscas de ejes delgados y delgados se puede garantizar mediante la adopción de herramientas razonables, la elección de parámetros de corte razonables y un mejor ángulo de la herramienta.
En el mecanizado, la relación entre la longitud y el diámetro de muchas piezas es de 20-25 (1 / D> 20-25).
Como la varilla lisa del torno, la varilla roscada, el tirante en el banco de pruebas de mecánica de materiales, etc. (el producto principal de este artículo), tales piezas se denominan colectivamente eje delgado. Las partes del eje delgadas tienen poca rigidez y poca resistencia a la flexión. Durante el proceso de torneado, es susceptible a la deformación por flexión debido a factores como la fuerza de corte, la gravedad y el calor de corte. Al hacer las piezas cónicas, la forma del tambor de la cintura, el patrón de onda de agua y el grano de la ranura, etc., no solo causa un serio deterioro de la calidad de la superficie de mecanizado, sino que también acorta la vida útil de la máquina herramienta y la herramienta.
1. Causa el análisis de la deformación en torneado de eje delgado
En el procesamiento, las razones principales para el doblado y doblado del eje delgado son:
(1) La fuerza de corte provoca deformación.
Las fuerzas de corte generadas durante el torneado se pueden dividir en: Fuerza de corte axial, fuerza de corte radial Fp y fuerza de corte principal Fzc. Las diferentes fuerzas de corte tienen diferentes efectos sobre la deformación por flexión del eje alargado.
La influencia de la fuerza de corte axial Fp. La fuerza de corte axial es una fuerza que actúa en paralelo sobre el eje del eje alargado. Cuando la fuerza de corte axial excede un cierto valor, el eje alargado se dobla. Por lo tanto, la pieza de trabajo está doblada y deformada longitudinalmente (el mecanizado de eje corto generalmente es insignificante y su influencia en la deformación por flexión de la pieza de trabajo no es muy grande).
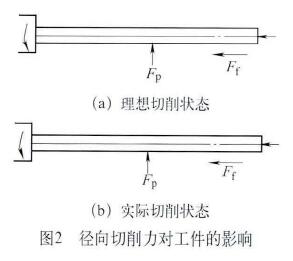
El efecto de la fuerza de corte radial FP (ver Figura 2).
La fuerza de corte radial actúa verticalmente en un plano horizontal a través del eje del eje alargado. Debido a la pobre rigidez del eje alargado, la fuerza radial doblará el eje alargado para causar deformación de flexión en el plano horizontal.
(2) La influencia del calor de corte.
Durante el torneado, debido a la influencia del calor de corte, la pieza de trabajo se alarga gradualmente y se deforma con el aumento de la temperatura. Este fenómeno se llama deformación térmica.
La fórmula de alargamiento térmico de la longitud de la pieza de trabajo es la siguiente:
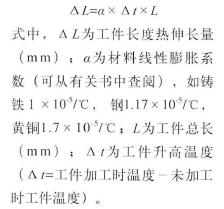
De la fórmula anterior se puede ver que el tirante de la pieza de trabajo se extenderá 0.267 mm durante el procesamiento. Al girar, la parte superior del mandril y el contrapunto están fijos, por lo que la distancia entre ellos es constante. Debido a que el alargamiento del eje delgado es limitado después de ser calentado, el eje delgado se extruye para producir deformación por flexión. Por lo tanto, para mejorar la precisión de procesamiento del eje delgado, se debe resolver el esfuerzo y la deformación térmica del sistema de proceso.
2. El método tecnológico para resolver la deformación del eje delgado en el proceso de torneado
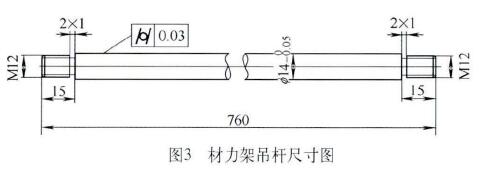
Hay un tirante de 760 mm de largo y 14 mm directo en el banco de pruebas multifuncional de la mecánica del material del producto (ver Fig. 3). Es una típica pieza de eje alargado. En el proceso de procesamiento inicial, debido a la tecnología de procesamiento irracional, es difícil que las piezas de trabajo del vehículo cumplan con los requisitos de los dibujos, por lo que las piezas tienen defectos como conicidad, ondulación del agua y slubs (ver Figura 4). Debido a la tecnología de procesamiento irrazonable en el proceso de procesamiento inicial, es difícil cumplir con los requisitos del diseño de la pieza de trabajo de torneado, lo que resulta en defectos de las piezas de conicidad, ondulación del agua y ondulación (ver Figura 4). Al mejorar el método de sujeción, ajustar la cantidad de corte, cambiar el proceso de corte y otros cambios en el proceso de mecanizado, finalmente se procesan las piezas calificadas.
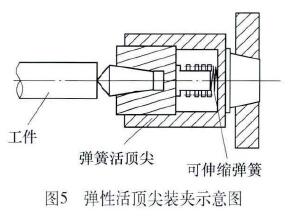
(1) Adopte un método de sujeción y uno superior.
Si usa una punta normal, se ve afectado por el calor del corte. La pieza de trabajo ciertamente se doblará por la superficie de extrusión axial, por lo que la parte superior móvil elástica (ver Figura 5) se usa para hacer que el eje largo se estire libremente después de calentarlo, para mejorar la precisión del procesamiento. Al mismo tiempo, se inserta un anillo de acero abierto de aproximadamente 3-5 mm entre la mordaza del mandril y el eje alargado. Reduzca la longitud del contacto axial entre la garra y el eje delgado, elimine el sobreposicionamiento durante la sujeción, reduciendo así la deformación por flexión (consulte la figura 6).
Para aumentar la rigidez y la estabilidad de la pieza de trabajo, el soporte auxiliar del portaherramientas de talón se utiliza en la producción. El portaherramientas de talón normal está soportado por dos garras, pero debido a que la gravedad hacia abajo de la pieza de trabajo y el enderezamiento de la pieza de trabajo no son ideales, al girar instantáneamente sale de la garra de soporte, se produce vibración al contactar con la garra de soporte y es fácil formar ondas de agua. . Finalmente, el soporte del cortador del talón de tres garras en contacto con la bola se elige para restringir el movimiento de la pieza de trabajo de arriba a abajo y de izquierda a derecha, de modo que solo pueda girar alrededor del eje. La vibración de torneado y la deformación de la pieza de trabajo se reducen, y el portaherramientas que hace contacto con las bolas cambia la fricción deslizante en fricción rodante, lo que reduce la resistencia a la fricción.
Tenga en cuenta al usar el portaherramientas:
1. La velocidad del husillo no debe ser demasiado alta, y se debe evitar el aceite lubricante en las garras de soporte para evitar un desgaste excesivo.
2, la fuerza de soporte de cada garra debe ajustarse razonablemente, demasiado floja para soportar. El apriete excesivo afecta la precisión de la forma de la pieza de trabajo y es propenso a la forma de bambú, lo que afecta la calidad del procesamiento.
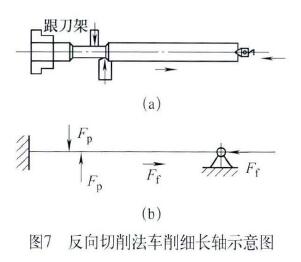
(2) Torneado de eje delgado por método de corte inverso
Al cortar, la herramienta de torneado se alimenta desde el mandril al contrapunto, lo que se denomina método de corte inverso (consulte la Figura 7). En este momento, la fuerza de corte axial producida en el procesamiento hace que el rodamiento delgado soporte la tensión, eliminando la deformación causada por la fuerza de corte axial.
En el proceso de corte inverso, un eje de transición debe procesarse previamente, pero no puede garantizar que sea coaxial con el eje de procesamiento, por lo que se decide no usarlo.
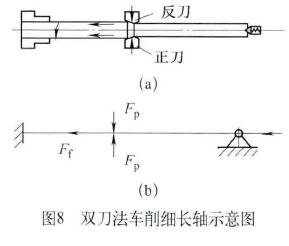
(3) Double-cutter turning.
Double-knife turning (see Figure 8) is simultaneous turning with two front and rear turning tools. The two turning tools are diametrically opposed, the front knives are installed, and the rear knives are reverse mounted. When the turning, the radial cutting forces generated by the two knives cancel each other out, so the workpiece is subjected to force deformation and vibration, and the machining accuracy is good. However, it is necessary to modify the skateboard in the lathe and increase the rear tool holder, so the cost becomes high, and it is only suitable for professional mass production.
(4) Reasonable choice of cutting amount.
The choice of cutting speed (v). Figure 9 shows the selection of the cutting speed (v). Figure 9 shows the relationship curve.
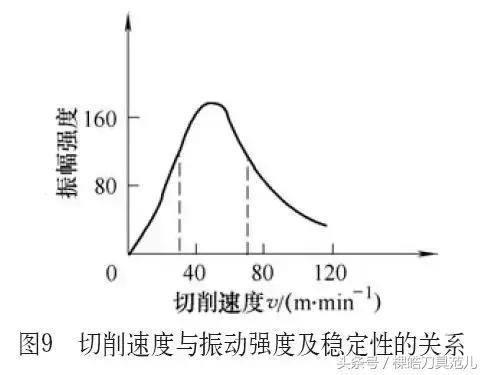 Como se puede ver en la Figura 9. Al girar, v-probablemente en el rango de velocidad de 30 ~ 70m / min, es fácil generar vibración, y el valor de amplitud correspondiente es mayor en este momento; Por encima o por debajo de este rango, la vibración parece disminuir. Por lo tanto, cuando el diámetro de procesamiento es <15 mm, tome v <30 m / min; Cuando el diámetro de procesamiento es> 15 mm, se toma v> 70 m / min.
Como se puede ver en la Figura 9. Al girar, v-probablemente en el rango de velocidad de 30 ~ 70m / min, es fácil generar vibración, y el valor de amplitud correspondiente es mayor en este momento; Por encima o por debajo de este rango, la vibración parece disminuir. Por lo tanto, cuando el diámetro de procesamiento es <15 mm, tome v <30 m / min; Cuando el diámetro de procesamiento es> 15 mm, se toma v> 70 m / min.
Volumen de alimentación / selección.
Seleccione una gran cantidad de alimentación cuando la rigidez de la potencia de la máquina sea 4. De acuerdo con la experiencia, cuando el carro áspero se toma a 0.15mm / r, cuando el carro semiacabado está a /=0.1mm/r, el carro refinado es 0.06mm / r.
Selección de profundidad de corte.
A medida que aumenta la profundidad de corte, la fuerza de corte y el calor de corte generado durante el torneado aumentan, y la tensión y la deformación del eje alargado también aumentan. Por lo tanto, la profundidad de corte se debe minimizar al mecanizar ejes delgados. Según la experiencia, ap = 1 mm al desbastar, ap = 0.5 mm para el semiacabado y ap = 0.25 mm para el acabado.
Angulo frontal ro.
El tamaño del ángulo de inclinación afecta directamente la fuerza de corte y la temperatura de corte.
El aumento del ángulo de inclinación reduce la deformación de corte de la capa metálica que se está cortando. Se puede ver en el experimento que el ángulo actual ro se incrementa en 10 °, y la fuerza del componente radial Fp se puede reducir en un 30%. El chip de la cara del rastrillo es generalmente ro = 15 ~ 30 grados. La ranura de ruptura de la viruta en la cara de ataque de la herramienta de torneado tiene un ancho de 2 ~ 4 mm, lo que hace que la viruta fluya y el rendimiento de la viruta sea bueno.
Ángulo de ataque Kr.
El ángulo de avance aumenta, la fuerza de corte radial disminuye y el ángulo de avance Kr = 75 ° ~ ° (la forma del cortador es de 85 ° ~ 88 °).
Ángulo de inclinación del borde.
Afecta la dirección del flujo de corte durante el torneado, el ángulo de inclinación de la cuchilla aumenta y la fuerza de corte radial disminuye, generalmente en el rango de -10 ° a + 10 °. Cuando se mecaniza el eje delgado, adopta + 3 ° ~ + 10 ° para hacer que el corte fluya hacia la superficie a mecanizar, protegiendo así la superficie mecanizada.
(6) Mecanizado de roscas de eje delgadas.
Las roscas de eje delgadas (por debajo de M12) son difíciles de procesar en máquinas herramienta. El método habitual es usar dientes de placas directamente para cubrirlos (ver Figura 10).
Roscado de eje delgado
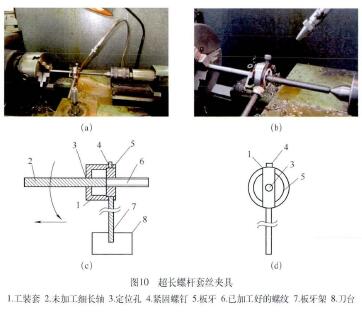
Se descubrió que el corte de medio borde es fácil de producir cuando el hilo se ajusta mediante un dispositivo común de diente de placa, lo que resulta en daños en la punta, mala calidad, baja eficiencia y alta tasa de rechazo. Para compensar las deficiencias y mejorar la precisión de procesamiento de los hilos del eje delgados, la funda del diente de placa común se vuelve a colocar como se muestra en la Figura 10.
El accesorio de virola de tornillo ultralargo incluye una abrazadera de virola de tornillo súper larga de herramientas. Incluyendo el orificio redondo frente a las herramientas para garantizar la precisión del mecanizado de tornillos ultralargos (el orificio se utiliza principalmente para guiar) y la jaula para conectar el orificio redondo. Hay una funda de matriz fija en la parte posterior, y hay dos orificios roscados en la funda (uno para conectar la varilla de soporte y el otro para girar el tornillo de fijación para fijar la matriz en la funda). Al procesar el tornillo ultralargo, la barra se sujeta en un extremo y el otro extremo se coloca en el orificio de posicionamiento (el diámetro de la barra es más pequeño que el diámetro del orificio en 0.05 - 0.15 mm), y la barra gira. La abrazadera de virola de tornillo ultralargo se mueve hacia adelante, y el material de la barra se procesa mediante los troqueles internos del accesorio de virola de tornillo ultralargo, y se puede procesar el tornillo ultralargo de alta precisión.
(7) Método de torneado del colgador de bastidor de material.
A través del análisis de prueba anterior, se decidió resolver los problemas de producción mediante los siguientes métodos.
Primero, la máquina herramienta se ajustó en dos aspectos:
1. El ajuste del eje del torno y el eje del torno están demasiado flojos, lo que es fácil de hacer un ajuste adecuado durante el giro, evitando así que la máquina salte y se balancee y afecte negativamente el mecanizado de las piezas.
2. El ajuste del contrapunto, si la línea central del contrapunto y la línea central del eje principal no están en una línea horizontal, se produce un error de coaxialidad, y la pieza de trabajo fuera del vehículo debe afilarse.
En segundo lugar, se analiza la tecnología de procesamiento de las piezas y se determina la tecnología de procesamiento (ver tabla adjunta).
Después del método anterior, los problemas en la producción del auge pueden resolverse y los productos pueden calificarse.
En el mecanizado, la relación entre la longitud y el diámetro de muchas piezas es de 20-25 (1 / D> 20-25).
Como la varilla lisa del torno, la varilla roscada, el tirante en el banco de pruebas de mecánica de materiales, etc. (el producto principal de este artículo), tales piezas se denominan colectivamente eje delgado. Las partes del eje delgadas tienen poca rigidez y poca resistencia a la flexión. Durante el proceso de torneado, es susceptible a la deformación por flexión debido a factores como la fuerza de corte, la gravedad y el calor de corte. Al hacer las piezas cónicas, la forma del tambor de la cintura, el patrón de onda de agua y el grano de la ranura, etc., no solo causa un serio deterioro de la calidad de la superficie de mecanizado, sino que también acorta la vida útil de la máquina herramienta y la herramienta.
1. Causa el análisis de la deformación en torneado de eje delgado
En el procesamiento, las razones principales para el doblado y doblado del eje delgado son:
(1) La fuerza de corte provoca deformación.
Las fuerzas de corte generadas durante el torneado se pueden dividir en: Fuerza de corte axial, fuerza de corte radial Fp y fuerza de corte principal Fzc. Las diferentes fuerzas de corte tienen diferentes efectos sobre la deformación por flexión del eje alargado.
La influencia de la fuerza de corte axial Fp. La fuerza de corte axial es una fuerza que actúa en paralelo sobre el eje del eje alargado. Cuando la fuerza de corte axial excede un cierto valor, el eje alargado se dobla. Por lo tanto, la pieza de trabajo está doblada y deformada longitudinalmente (el mecanizado de eje corto generalmente es insignificante y su influencia en la deformación por flexión de la pieza de trabajo no es muy grande).
El efecto de la fuerza de corte radial FP (ver Figura 2).
La fuerza de corte radial actúa verticalmente en un plano horizontal a través del eje del eje alargado. Debido a la pobre rigidez del eje alargado, la fuerza radial doblará el eje alargado para causar deformación de flexión en el plano horizontal.
(2) La influencia del calor de corte.
Durante el torneado, debido a la influencia del calor de corte, la pieza de trabajo se alarga gradualmente y se deforma con el aumento de la temperatura. Este fenómeno se llama deformación térmica.
La fórmula de alargamiento térmico de la longitud de la pieza de trabajo es la siguiente:
De la fórmula anterior se puede ver que el tirante de la pieza de trabajo se extenderá 0.267 mm durante el procesamiento. Al girar, la parte superior del mandril y el contrapunto están fijos, por lo que la distancia entre ellos es constante. Debido a que el alargamiento del eje delgado es limitado después de ser calentado, el eje delgado se extruye para producir deformación por flexión. Por lo tanto, para mejorar la precisión de procesamiento del eje delgado, se debe resolver el esfuerzo y la deformación térmica del sistema de proceso.
2. El método tecnológico para resolver la deformación del eje delgado en el proceso de torneado
Hay un tirante de 760 mm de largo y 14 mm directo en el banco de pruebas multifuncional de la mecánica del material del producto (ver Fig. 3). Es una típica pieza de eje alargado. En el proceso de procesamiento inicial, debido a la tecnología de procesamiento irracional, es difícil que las piezas de trabajo del vehículo cumplan con los requisitos de los dibujos, por lo que las piezas tienen defectos como conicidad, ondulación del agua y slubs (ver Figura 4). Debido a la tecnología de procesamiento irrazonable en el proceso de procesamiento inicial, es difícil cumplir con los requisitos del diseño de la pieza de trabajo de torneado, lo que resulta en defectos de las piezas de conicidad, ondulación del agua y ondulación (ver Figura 4). Al mejorar el método de sujeción, ajustar la cantidad de corte, cambiar el proceso de corte y otros cambios en el proceso de mecanizado, finalmente se procesan las piezas calificadas.
(1) Adopte un método de sujeción y uno superior.
Si usa una punta normal, se ve afectado por el calor del corte. La pieza de trabajo ciertamente se doblará por la superficie de extrusión axial, por lo que la parte superior móvil elástica (ver Figura 5) se usa para hacer que el eje largo se estire libremente después de calentarlo, para mejorar la precisión del procesamiento. Al mismo tiempo, se inserta un anillo de acero abierto de aproximadamente 3-5 mm entre la mordaza del mandril y el eje alargado. Reduzca la longitud del contacto axial entre la garra y el eje delgado, elimine el sobreposicionamiento durante la sujeción, reduciendo así la deformación por flexión (consulte la figura 6).
Para aumentar la rigidez y la estabilidad de la pieza de trabajo, el soporte auxiliar del portaherramientas de talón se utiliza en la producción. El portaherramientas de talón normal está soportado por dos garras, pero debido a que la gravedad hacia abajo de la pieza de trabajo y el enderezamiento de la pieza de trabajo no son ideales, al girar instantáneamente sale de la garra de soporte, se produce vibración al contactar con la garra de soporte y es fácil formar ondas de agua. . Finalmente, el soporte del cortador del talón de tres garras en contacto con la bola se elige para restringir el movimiento de la pieza de trabajo de arriba a abajo y de izquierda a derecha, de modo que solo pueda girar alrededor del eje. La vibración de torneado y la deformación de la pieza de trabajo se reducen, y el portaherramientas que hace contacto con las bolas cambia la fricción deslizante en fricción rodante, lo que reduce la resistencia a la fricción.
Tenga en cuenta al usar el portaherramientas:
1. La velocidad del husillo no debe ser demasiado alta, y se debe evitar el aceite lubricante en las garras de soporte para evitar un desgaste excesivo.
2, la fuerza de soporte de cada garra debe ajustarse razonablemente, demasiado floja para soportar. El apriete excesivo afecta la precisión de la forma de la pieza de trabajo y es propenso a la forma de bambú, lo que afecta la calidad del procesamiento.
(2) Torneado de eje delgado por método de corte inverso
Al cortar, la herramienta de torneado se alimenta desde el mandril al contrapunto, lo que se denomina método de corte inverso (consulte la Figura 7). En este momento, la fuerza de corte axial producida en el procesamiento hace que el rodamiento delgado soporte la tensión, eliminando la deformación causada por la fuerza de corte axial.
En el proceso de corte inverso, un eje de transición debe procesarse previamente, pero no puede garantizar que sea coaxial con el eje de procesamiento, por lo que se decide no usarlo.
(3) Double-cutter turning.
Double-knife turning (see Figure 8) is simultaneous turning with two front and rear turning tools. The two turning tools are diametrically opposed, the front knives are installed, and the rear knives are reverse mounted. When the turning, the radial cutting forces generated by the two knives cancel each other out, so the workpiece is subjected to force deformation and vibration, and the machining accuracy is good. However, it is necessary to modify the skateboard in the lathe and increase the rear tool holder, so the cost becomes high, and it is only suitable for professional mass production.
(4) Reasonable choice of cutting amount.
The choice of cutting speed (v). Figure 9 shows the selection of the cutting speed (v). Figure 9 shows the relationship curve.
Volumen de alimentación / selección.
Seleccione una gran cantidad de alimentación cuando la rigidez de la potencia de la máquina sea 4. De acuerdo con la experiencia, cuando el carro áspero se toma a 0.15mm / r, cuando el carro semiacabado está a /=0.1mm/r, el carro refinado es 0.06mm / r.
Selección de profundidad de corte.
A medida que aumenta la profundidad de corte, la fuerza de corte y el calor de corte generado durante el torneado aumentan, y la tensión y la deformación del eje alargado también aumentan. Por lo tanto, la profundidad de corte se debe minimizar al mecanizar ejes delgados. Según la experiencia, ap = 1 mm al desbastar, ap = 0.5 mm para el semiacabado y ap = 0.25 mm para el acabado.
Angulo frontal ro.
El tamaño del ángulo de inclinación afecta directamente la fuerza de corte y la temperatura de corte.
El aumento del ángulo de inclinación reduce la deformación de corte de la capa metálica que se está cortando. Se puede ver en el experimento que el ángulo actual ro se incrementa en 10 °, y la fuerza del componente radial Fp se puede reducir en un 30%. El chip de la cara del rastrillo es generalmente ro = 15 ~ 30 grados. La ranura de ruptura de la viruta en la cara de ataque de la herramienta de torneado tiene un ancho de 2 ~ 4 mm, lo que hace que la viruta fluya y el rendimiento de la viruta sea bueno.
Ángulo de ataque Kr.
El ángulo de avance aumenta, la fuerza de corte radial disminuye y el ángulo de avance Kr = 75 ° ~ ° (la forma del cortador es de 85 ° ~ 88 °).
Ángulo de inclinación del borde.
Afecta la dirección del flujo de corte durante el torneado, el ángulo de inclinación de la cuchilla aumenta y la fuerza de corte radial disminuye, generalmente en el rango de -10 ° a + 10 °. Cuando se mecaniza el eje delgado, adopta + 3 ° ~ + 10 ° para hacer que el corte fluya hacia la superficie a mecanizar, protegiendo así la superficie mecanizada.
(6) Mecanizado de roscas de eje delgadas.
Las roscas de eje delgadas (por debajo de M12) son difíciles de procesar en máquinas herramienta. El método habitual es usar dientes de placas directamente para cubrirlos (ver Figura 10).
Roscado de eje delgado
Se descubrió que el corte de medio borde es fácil de producir cuando el hilo se ajusta mediante un dispositivo común de diente de placa, lo que resulta en daños en la punta, mala calidad, baja eficiencia y alta tasa de rechazo. Para compensar las deficiencias y mejorar la precisión de procesamiento de los hilos del eje delgados, la funda del diente de placa común se vuelve a colocar como se muestra en la Figura 10.
El accesorio de virola de tornillo ultralargo incluye una abrazadera de virola de tornillo súper larga de herramientas. Incluyendo el orificio redondo frente a las herramientas para garantizar la precisión del mecanizado de tornillos ultralargos (el orificio se utiliza principalmente para guiar) y la jaula para conectar el orificio redondo. Hay una funda de matriz fija en la parte posterior, y hay dos orificios roscados en la funda (uno para conectar la varilla de soporte y el otro para girar el tornillo de fijación para fijar la matriz en la funda). Al procesar el tornillo ultralargo, la barra se sujeta en un extremo y el otro extremo se coloca en el orificio de posicionamiento (el diámetro de la barra es más pequeño que el diámetro del orificio en 0.05 - 0.15 mm), y la barra gira. La abrazadera de virola de tornillo ultralargo se mueve hacia adelante, y el material de la barra se procesa mediante los troqueles internos del accesorio de virola de tornillo ultralargo, y se puede procesar el tornillo ultralargo de alta precisión.
(7) Método de torneado del colgador de bastidor de material.
A través del análisis de prueba anterior, se decidió resolver los problemas de producción mediante los siguientes métodos.
Primero, la máquina herramienta se ajustó en dos aspectos:
1. El ajuste del eje del torno y el eje del torno están demasiado flojos, lo que es fácil de hacer un ajuste adecuado durante el giro, evitando así que la máquina salte y se balancee y afecte negativamente el mecanizado de las piezas.
2. El ajuste del contrapunto, si la línea central del contrapunto y la línea central del eje principal no están en una línea horizontal, se produce un error de coaxialidad, y la pieza de trabajo fuera del vehículo debe afilarse.
En segundo lugar, se analiza la tecnología de procesamiento de las piezas y se determina la tecnología de procesamiento (ver tabla adjunta).
Después del método anterior, los problemas en la producción del auge pueden resolverse y los productos pueden calificarse.




