Tapping método de acero inoxidable?
Roscar rosca en acero inoxidable es mucho más difícil que roscar en un acero común. Con frecuencia debido al gran par, el grifo del tornillo se "muerde" en el orificio del tornillo, colapsando o rompiéndose, la superficie de la rosca no es ligera, la ranura está ranurada, el tamaño está fuera de tolerancia, el caos y el grifo están muy desgastados. Por lo tanto, se deben tomar las medidas técnicas correspondientes para resolver el problema de roscar roscas de acero inoxidable.
2. La elección de la derivación correcta y la cantidad de corte razonable es la clave para la calidad de la derivación. El material del grifo debe seleccionarse entre acero cobalto o aluminio súper duro de alta velocidad; El ángulo de desviación principal está relacionado con el tono y el número de manijas de derivación. El cono de la cabeza Kr = 5 ~ 7, el segundo y tercer conos Kr = 10 ~ 20. La parte de calibración generalmente toma de 3 a 4 longitudes de hilo y tiene un cono invertido de 0.05 a 0.1 mm / 100 mm; En general, la dirección del soporte del chip es b = 8 ~ 15, que puede controlar la dirección del flujo del chip. Para los grifos de ranura recta, el extremo frontal del grifo puede rectificarse en forma de espiral;
El ángulo de inclinación del grifo es generalmente gp = 15 ° ~ 20 °, y el ángulo posterior es de 8 ° ~ 12 °.
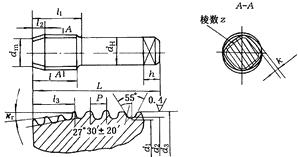
3. Los grifos sin rosca se pueden usar para roscar acero inoxidable, consulte la Figura 7. El diámetro del orificio inferior antes de extrudir con un grifo sin ranura es:
d0 = dw- (0.5-0.6) P
Donde: dw —— el diámetro exterior de la rosca de la pieza de trabajo, mm;
P - tono.
4. Al golpear acero inoxidable, asegúrese de que haya suficiente lubricante refrigerante. El aceite de ácido sulfúrico generalmente se selecciona de + 15% a 20% CCl4; Aceite de plomo blanco + aceite de motor u otro aceite mineral; El queroseno se diluye con parafina clorada.
5. Durante el proceso de roscado, si el grifo se rompe, la pieza de trabajo se puede colocar en una solución de ácido nítrico para la corrosión, y el cono de alambre de acero de alta velocidad se puede corroer rápidamente sin raspar la pieza de trabajo.
1. Cuando Tapping hilos de acero inoxidable. el fenómeno de "dientes" en expansión es más grave, y el grifo es fácil de "mordedura" en el agujero, por lo que el orificio inferior de la rosca debe ser ampliada de manera apropiada. En general, el diámetro del agujero inferior de una rosca con paso de menos de 1 mm es igual al diámetro nominal menos el terreno de juego. Cuando el terreno de juego es mayor que 1 mm, el diámetro del agujero inferior de la rosca es igual al diámetro nominal menos 1,1 veces el campo.
2. La elección de la derivación correcta y la cantidad de corte razonable es la clave para la calidad de la derivación. El material del grifo debe seleccionarse entre acero cobalto o aluminio súper duro de alta velocidad; El ángulo de desviación principal está relacionado con el tono y el número de manijas de derivación. El cono de la cabeza Kr = 5 ~ 7, el segundo y tercer conos Kr = 10 ~ 20. La parte de calibración generalmente toma de 3 a 4 longitudes de hilo y tiene un cono invertido de 0.05 a 0.1 mm / 100 mm; En general, la dirección del soporte del chip es b = 8 ~ 15, que puede controlar la dirección del flujo del chip. Para los grifos de ranura recta, el extremo frontal del grifo puede rectificarse en forma de espiral;
El ángulo de inclinación del grifo es generalmente gp = 15 ° ~ 20 °, y el ángulo posterior es de 8 ° ~ 12 °.
3. Los grifos sin rosca se pueden usar para roscar acero inoxidable, consulte la Figura 7. El diámetro del orificio inferior antes de extrudir con un grifo sin ranura es:
d0 = dw- (0.5-0.6) P
Donde: dw —— el diámetro exterior de la rosca de la pieza de trabajo, mm;
P - tono.
4. Al golpear acero inoxidable, asegúrese de que haya suficiente lubricante refrigerante. El aceite de ácido sulfúrico generalmente se selecciona de + 15% a 20% CCl4; Aceite de plomo blanco + aceite de motor u otro aceite mineral; El queroseno se diluye con parafina clorada.
5. Durante el proceso de roscado, si el grifo se rompe, la pieza de trabajo se puede colocar en una solución de ácido nítrico para la corrosión, y el cono de alambre de acero de alta velocidad se puede corroer rápidamente sin raspar la pieza de trabajo.




