Qué es el CNC torneado?
El torneado es un mecanizado CNC en un torno, y el mecanizado en torno es parte del procesamiento mecánico.
El procesamiento de torno CNC utiliza principalmente una herramienta de torneado para girar una pieza de trabajo giratoria. También se pueden utilizar taladros, escariadores, machos de roscar, matrices y herramientas de moleteado en el torno para el procesamiento correspondiente. Los tornos se utilizan principalmente para el mecanizado de ejes, pasadores, discos, manguitos y otras piezas de trabajo con superficie giratoria. Es la pieza de torneado más utilizada en la industria.
Principio de funcionamiento de torneado
La rotación de la pieza de trabajo, la herramienta de torneado realiza el procesamiento de corte en línea recta o un movimiento de curva en el plano. El torneado se realiza generalmente en un torno para procesar las superficies cilíndricas internas y externas, las superficies de los extremos, las superficies cónicas, las superficies de formación y las roscas de la pieza de trabajo. Al girar las superficies cilíndricas interior y exterior, la herramienta de torneado se mueve en una dirección paralela al eje de rotación de la pieza de trabajo. Al girar la cara del extremo o cortar la pieza de trabajo, la herramienta de torneado se mueve horizontalmente en la dirección perpendicular al eje de rotación de la pieza de trabajo. Si la pista móvil de la herramienta de torneado forma un ángulo oblicuo con respecto al eje de rotación de la pieza de trabajo, se puede mecanizar una superficie cónica. La superficie del cuerpo de torneado formado por torneado puede adoptar el método de herramienta de formación o el método de trayectoria de punta de herramienta. Al girar, la pieza de trabajo es impulsada por el eje principal de la máquina herramienta para girar como el movimiento principal; La herramienta de torneado sujeta al portaherramientas hace un movimiento de avance. Velocidad de giro v: es la velocidad lineal (m / min) en el punto de contacto entre la superficie mecanizada de la pieza giratoria y la herramienta de torneado; La profundidad de corte es la distancia vertical (mm) entre la superficie de la pieza a mecanizar y la superficie mecanizada durante cada carrera de corte. En torneado, corte y conformado torneado, es la longitud de contacto (mm) entre la herramienta de torneado y la pieza de trabajo perpendicular a la dirección de alimentación. El avance representa el desplazamiento (mm / revolución) de la herramienta de torneado en la dirección de avance por revolución de la pieza de trabajo, y también se puede expresar como el avance por minuto (mm / min) de la herramienta de torneado. Al tornear acero ordinario con herramientas de torneado de acero de alta velocidad, la velocidad de corte es generalmente de 25-60 m / min; las herramientas de torneado de carburo cementado pueden alcanzar 80-200 m / min; La velocidad máxima de corte puede alcanzar más de 300 m / min cuando se utilizan herramientas de torneado de carburo revestido.El torneado generalmente se divide en torneado en bruto y torneado fino (incluido el torneado de semiacabado).
El torneado en desbaste se esfuerza por utilizar una gran profundidad de torneado y una gran velocidad de avance para mejorar la eficiencia del torneado sin reducir la velocidad de corte, pero la precisión del mecanizado solo puede alcanzar IT11, y la rugosidad de la superficie es de Rα20-10 micrones; El torneado de semiacabado y el torneado de acabado tratan de utilizar alta velocidad y poca profundidad de avance y corte. La precisión de mecanizado puede alcanzar IT10 ~ 7, y la rugosidad de la superficie es Rα10 ~ 0,16 micrones. El torneado de precisión de alta velocidad de piezas metálicas no ferrosas con la herramienta de torneado de diamante refinado en el torno de alta precisión puede hacer que la precisión del mecanizado alcance IT7 ~ 5. La rugosidad de la superficie es Rα0.04 ~ 0.01 micrones, este tipo de torneado se denomina "torneado en espejo". Si las formas cóncavas y convexas de 0,1 a 0,2 micrones se muelen en el filo de una herramienta de torneado de diamante, la superficie del torneado producirá rayas muy finas y ordenadas, que mostrarán un brillo similar al de un brocado bajo la acción de la luz. difracción. Se puede utilizar como superficie de giro decorativa. Este tipo de giro se denomina "piezas de torneado de patrón de CD".
Durante el torneado, si la herramienta de torneado gira en la misma dirección que la pieza de trabajo a la relación de velocidad correspondiente (la velocidad de la herramienta es generalmente varias veces la velocidad de la pieza de trabajo) mientras la pieza de trabajo está girando, la trayectoria de movimiento relativo de la herramienta de torneado y la pieza de trabajo puede ser cambiado. De esta manera, el torneado puede procesar piezas con secciones transversales poligonales (triangular, cuadrada, prismática, hexagonal, etc.). Si el portaherramientas recibe un movimiento alternativo radial periódico para cada revolución de la pieza de trabajo mientras la herramienta de torneado se alimenta longitudinalmente, es posible mecanizar levas u otras partes de la superficie con secciones transversales no circulares. En un torno de pala de dientes, la superficie del flanco de ciertas herramientas de dientes múltiples (como fresas de conformado, fresas de engranajes) se puede mecanizar de acuerdo con principios de trabajo similares, que se denominan "piezas de pala de dientes CNC".

Características del proceso de torneado
1. Es fácil garantizar la precisión de la posición de cada superficie de procesamiento de la pieza de trabajo.a, por ejemplo, es fácil garantizar los requisitos de coaxialidad
Utilice el mandril para instalar la pieza de trabajo, el eje de rotación es el eje de rotación del eje del torno
Utilice los centros delantero y trasero para sujetar la pieza de trabajo, el eje de rotación es la línea central de los dos centros
B, Es fácil garantizar los requisitos de verticalidad de la cara frontal y el eje, y la verticalidad del riel de guía deslizante y el eje de rotación de la pieza de trabajo.
2. El proceso de corte es relativamente estable, evita la fuerza de inercia y la fuerza de impacto, lo que permite el uso de parámetros de corte más grandes, corte de alta velocidad y mejora la productividad.
3. Adecuado para el acabado de piezas metálicas no ferrosas.
Cuando la rugosidad de la superficie de las piezas metálicas no ferrosas es grande y el valor Ra es pequeño, el rectificado no es adecuado y se requiere torneado o fresado. Se puede lograr una alta calidad cuando se utilizan herramientas de torneado de diamante para torneado fino.
4. La herramienta es simple
Es conveniente fabricar, afilar e instalar herramientas de torneado.
Aplicación práctica del torneado
El uso de diferentes herramientas de torneado en el torno puede procesar varias superficies giratorias, como superficies cilíndricas internas y externas, superficies cónicas internas y externas, roscas, ranuras, superficies terminales y superficies de formación. La precisión de mecanizado puede alcanzar IT8-IT7, y el valor Ra de rugosidad superficial es 1,6 ~ 0,8. El torneado se utiliza a menudo para procesar piezas con un solo eje, como ejes rectos, discos generales y piezas de manguito. Si se cambia la posición de instalación de la pieza de trabajo o el torno se modifica adecuadamente, también se pueden procesar piezas de varios ejes (como cigüeñales, ruedas excéntricas, etc.) o levas en forma de disco. En la producción de lotes pequeños de una sola pieza, varios ejes, discos, manguitos y otras piezas se procesan principalmente mediante tornos horizontales o tornos CNC con amplia adaptabilidad; Las piezas grandes con diámetros grandes y longitudes cortas (relación longitud-diámetro 0,3 ~ 0,8) se procesan principalmente con tornos verticales. Cuando la producción en masa de ejes pequeños y medianos y piezas de manguito con orificios y roscas internas es más complicada, se debe utilizar el torno de torreta para el procesamiento. Cuando se produce en masa piezas pequeñas con formas menos complejas, como tornillos, tuercas, juntas de tubería, manguitos de eje, etc., los tornos semiautomáticos y automáticos se utilizan principalmente para el procesamiento. Tiene alta productividad pero baja precisión.Método de procesamiento de torneado
1. El desbaste es el método más económico y eficaz para el desbaste externo. Dado que el objetivo principal del desbaste es eliminar rápidamente el exceso de metal de la pieza en bruto, la mejora de la productividad es su tarea principal.El torneado desbastado generalmente utiliza la mayor retroalimentación y avance posibles para mejorar la productividad. Para garantizar la vida útil necesaria de la herramienta, la velocidad de giro suele ser baja. Al tornear en bruto, la herramienta de torneado debe elegir un ángulo de entrada más grande para reducir la fuerza inversa y evitar la deformación por flexión y la vibración de la pieza de trabajo; Seleccione ángulos de desprendimiento, ángulos de separación y ángulos de inclinación negativos del borde más pequeños para mejorar la resistencia de la parte de corte de la herramienta de torneado. La precisión de mecanizado que se puede lograr mediante torneado desbastado es IT12 ~ IT11, y la rugosidad de la superficie Ra es 50 ~ 12,5μm.
2. Torneado de precisión
La tarea principal del torneado de precisión es garantizar la precisión de mecanizado requerida y la calidad de la superficie de las piezas. La superficie exterior del torneado de acabado generalmente se procesa con una menor cantidad de retroceso y velocidad de avance y una mayor velocidad de corte. Al mecanizar el círculo exterior de piezas de eje grandes, a menudo se utiliza un torneado de precisión a baja velocidad con una herramienta de torneado de hoja ancha. Al terminar el torneado, la herramienta de torneado debe utilizar un ángulo de inclinación mayor, un ángulo posterior y una inclinación positiva de la herramienta para mejorar la calidad de la superficie del procesamiento. El torneado de acabado se puede utilizar como mecanizado final de un círculo exterior de mayor precisión o como mecanizado previo para el mecanizado fino. La precisión de mecanizado del torneado fino puede alcanzar IT8 ~ IT6, y la rugosidad de la superficie Ra puede alcanzar 1,6 ~ 0,8μm.
3. Las características del torneado fino son:
La cantidad de corte hacia atrás y la cantidad de avance son extremadamente pequeñas, y la velocidad de giro es tan alta como 150-2000m / min. El torneado fino se procesa generalmente con herramientas hechas de materiales superduros como la amida de boro cúbica (CBN) y el diamante. La máquina herramienta utilizada también debe ser una máquina herramienta de alta precisión con un husillo capaz de girar a alta velocidad y alta rigidez. La precisión del mecanizado y la rugosidad de la superficie del torneado fino son aproximadamente equivalentes a las del rectificado cilíndrico ordinario, y la precisión del mecanizado puede alcanzar más de IT6, y la rugosidad de la superficie Ra puede alcanzar de 0,4 a 0,005 μm. Se utiliza principalmente para el mecanizado de precisión de piezas de trabajo de metal con poca trabajabilidad de rectificado. El torneado fino es más eficaz para piezas de trabajo como el aluminio y las aleaciones de aluminio que probablemente bloqueen los poros de la muela. En el mecanizado de precisión de la superficie exterior de piezas grandes, el torneado fino puede reemplazar el rectificado.

Seguridad operativa del torno
(1) Antes del trabajo, lubrique la máquina herramienta de acuerdo con las regulaciones, verifique si los mangos están en su lugar, e inicie una prueba de giro lento durante cinco minutos y confirme que todo es normal antes de la operación.(2) El portabrocas debe sujetarse firmemente y la llave no se puede dejar en el portabrocas cuando la máquina está encendida.
(3) La pieza de trabajo y la herramienta deben sujetarse firmemente y la barra de herramientas no debe extenderse demasiado (excepto para taladrar);
Gire el poste de la herramienta pequeña para que deje de girar y evitar que la herramienta choque con el portabrocas, la pieza de trabajo o se raye las manos.
(4) Cuando la pieza de trabajo está funcionando, el operador no puede pararse frente a la pieza de trabajo, no apoyarse en el torno ni pisar el cárter de aceite.
(5) Al girar a alta velocidad, se deben utilizar rompevirutas y blindaje.
(6) Los tornos antibloqueo de alta velocidad están prohibidos y el torno debe salir y dejar de girar suavemente.
(7) Para eliminar las limaduras de hierro, utilice un cepillo o un gancho especial.
(8) Rectificado de la pieza de trabajo con una lima, la mano derecha debe estar al frente y la mano izquierda atrás;
(9) Todas las herramientas de trabajo, medición y corte deben colocarse en un lugar seguro, de modo que estén limpias y ordenadas.
(10) Cuando el torno no está parado, está prohibido tomar la pieza de trabajo o medir la pieza de trabajo en el torno.
(11) Cuando el torno está funcionando, está prohibido abrir o quitar el dispositivo de protección.
(12) Cerca del final del trabajo, el torno debe limpiarse y limpiarse, y el contrapunto y la caja del carro deben retraerse hasta el extremo derecho de la plataforma.
herramienta de torneado
¿Qué es una herramienta de torneado?La herramienta de torneado es la herramienta de un solo filo más utilizada. También es la base para aprender y analizar varios tipos de herramientas. Las herramientas de torneado se utilizan en todo tipo de tornos para girar el círculo exterior, el orificio interior, el extremo, la rosca, la ranura, etc.
2. Clasificación de herramientas de torneado
Según la estructura, las herramientas de torneado se pueden dividir en herramientas de torneado integrales, herramientas de torneado de soldadura, herramientas de torneado con abrazadera de máquina, herramientas de torneado indexables y herramientas de torneado de conformado. Entre ellos, la aplicación de herramientas de torneado indexables se está generalizando cada vez más y la proporción de herramientas de torneado indexables está aumentando gradualmente.
(1) Herramienta de torneado de soldadura de carburo
La llamada herramienta de torneado soldada es una ranura de herramienta hecha en el portaherramientas de acero al carbono de acuerdo con el ángulo geométrico de la herramienta. Suelde la hoja de carburo cementado en la ranura con soldadura y afile la herramienta de torneado usada de acuerdo con los parámetros geométricos seleccionados.
(2) Herramienta de torneado sujeta por máquina
La herramienta de torneado con abrazadera de máquina es una herramienta de torneado que utiliza hojas normales y sujeta la hoja en la barra de herramientas mediante una sujeción mecánica.
(3) Herramienta de torneado indexable
La herramienta de torneado indexable es una herramienta de torneado con abrazadera de máquina que utiliza plaquitas indexables. Una vez que un borde cortante está desafilado, se puede indexar rápidamente y reemplazarlo con un nuevo borde cortante adyacente, y el trabajo puede continuar. Hasta que todos los bordes cortantes de la hoja estén desafilados, la hoja se desecha y se recicla. Después de reemplazar la nueva hoja, la herramienta de torneado puede seguir funcionando.
En comparación con las herramientas de torneado de soldadura, las herramientas de torneado indexables tienen las siguientes ventajas:
A. Larga vida de la herramienta
Debido a que la hoja evita los defectos causados por la alta temperatura de soldadura y afilado, los parámetros geométricos de la herramienta están completamente garantizados por la hoja y la ranura del vástago, y el rendimiento de corte es estable, lo que aumenta la vida útil de la herramienta.
B. Alta eficiencia de producción
Dado que el operador de la máquina ya no afila la cuchilla, el tiempo auxiliar, como apagar y cambiar la herramienta, se puede reducir en gran medida.
C. Propicio para la promoción de nuevas tecnologías y procesos
Los cuchillos intercambiables favorecen la popularización del uso de revestimientos, cerámicas y otros nuevos materiales para herramientas.
D. Propicio para reducir los costos de herramientas
Debido a la larga vida útil del portaherramientas, el consumo y el inventario del portaherramientas se reducen en gran medida, se simplifica la gestión de la herramienta y se reduce el costo de la herramienta.
Características de sujeción y requisitos de los insertos de herramientas de torneado indexables:
A. Alta precisión de posicionamiento
Después de indexar o reemplazar la hoja por una hoja nueva, el cambio en la posición de la punta de la herramienta debe estar dentro del rango permitido de precisión de la pieza de trabajo.
B. Sujeción confiable de la hoja
Debe asegurarse de que las superficies de contacto de la hoja, la laminilla y el vástago se ajusten bien y puedan soportar golpes y vibraciones, pero la fuerza de sujeción no debe ser demasiado grande y la distribución de la tensión debe ser uniforme para evitar aplastar la hoja.
C. Eliminación de viruta suave
Es mejor no tener obstáculos en la parte delantera de la hoja para garantizar una descarga suave de la viruta y una fácil observación.
D. Fácil de usar
Es conveniente y rápido cambiar la hoja y reemplazar la nueva. Para herramientas de pequeño tamaño, la estructura debe ser compacta. Cuando se cumplen los requisitos anteriores, la estructura debe ser lo más simple posible y la fabricación y el uso deben ser convenientes.
(4) Herramienta de torneado de formación
La herramienta de torneado de formación es una herramienta especial para procesar la superficie de formación del cuerpo giratorio. La forma de la hoja está diseñada de acuerdo con el perfil de la pieza de trabajo y se puede utilizar en varios tornos para procesar la superficie de formación de los cuerpos giratorios interior y exterior. La superficie de la pieza se puede formar en un momento en que la pieza es procesada por la herramienta de torneado de formación, que es fácil de operar y de alta productividad. Después del procesamiento, puede alcanzar el nivel de tolerancia IT8 ~ IT10, la rugosidad es de 10 ~ 5μm y puede garantizar una alta intercambiabilidad. Sin embargo, la fabricación de herramientas de torneado de conformado es más complicada, el costo es mayor y la longitud de trabajo de la hoja es más ancha, por lo que es fácil causar vibraciones. Las herramientas de torneado de conformado se utilizan principalmente para procesar lotes de piezas pequeñas y medianas con superficies de conformado.
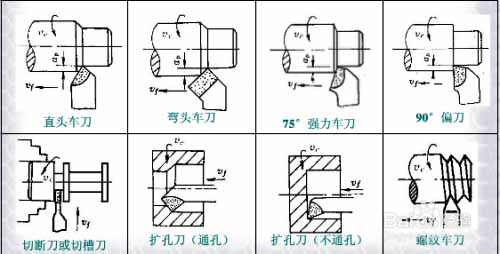
Las herramientas de torneado se clasifican por propósito
(1) La herramienta de torneado se puede dividir según su propósito(A) Herramienta de giro de 90 ° (herramienta parcial);
(B) herramienta de giro de 45 ° (herramienta de giro de codo);
(C) herramienta de corte;
(D) Herramienta aburrida;
(E) Herramienta de torneado de formación;
(F) Herramienta de torneado de roscas;
(G) Herramientas de torneado de carburo sin esmerilado pesado
(2) El uso básico de varias herramientas de torneado.
(A) Herramienta de giro de 90 °: Se utiliza para girar el círculo exterior, la mesa escalonada y la cara final de la pieza de trabajo.
(B) Herramienta de torneado de 45 °: Se utiliza para girar el círculo exterior, el extremo y el chaflán de la pieza de trabajo.
(C) Cuchilla de corte: Se utiliza para cortar la pieza de trabajo o la ranura cortada en la pieza de trabajo.
(D) Herramienta aburrida: Se utiliza para girar el orificio interior de la pieza de trabajo.
(E) Herramienta de torneado de formación: Se utiliza para tornear esquinas redondeadas, ranuras redondas o tornear piezas de trabajo de formas especiales en la mesa de escalones.
(F) Herramienta de torneado de patrones: Se utiliza para tornear hilo.




