Proceso para fresar pequenos agujeros cuadrados ciegos en piezas mecanizadas
Al desarrollar el husillo del odómetro de velocidad magnetoeléctrica tipo SD-95, se encontró con un problema especial de procesamiento de pequeños agujeros cuadrados ciegos. Las partes se muestran en la Figura 1. Cuando el odómetro de velocidad está funcionando, el medidor y el sensor están conectados por un eje flexible. Para transmitir el par, se mecaniza en el husillo un agujero ciego cuadrado con una longitud lateral de solo 2.75 mm (7/64 pulgadas) y una longitud de trabajo de 8 mm. Además, se requiere un orificio circular profundo en la parte posterior del orificio cuadrado para que sea más grande que el diámetro del círculo circunscrito del orificio cuadrado para acomodar la turbulencia axial y la oscilación radial del cabezal del eje blando y almacenar el aceite lubricante. Debido al gran tamaño de lote del eje, es imposible adoptar métodos de procesamiento especiales, por lo que se ha convertido en un factor de restricción de producción del producto y afecta los beneficios económicos.
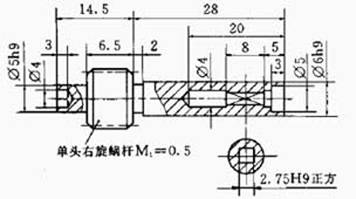
Figura 1 Dibujo de piezas del orificio cuadrado del husillo del odómetro de velocidad
Como el orificio es ciego y el diámetro es pequeño, el corte no puede prefabricarse y la extracción de la viruta es difícil, por lo que no se pueden utilizar métodos convencionales de procesamiento de virutas como el corte y el punzonado. Por lo tanto, consideramos usar primero el orificio inferior y luego aplicar presión radial al eje. Deforma plásticamente, de modo que el lado Yuan Cheng sin desprendimiento de virutas proceso de conformación. Con base en las ideas anteriores, hemos concebido y practicado una variedad de métodos de formación de presión. Los siguientes son varios métodos para la formación de agujeros cuadrados.
I. Prensa método de moldeo
Los pasos del proceso son:
El desbaste de la sección de f6mm del carro áspero es de f7.2mm, y el orificio interno del taladro es de f4mm de profundidad y 20mm. Retire la pieza de trabajo e inserte un mandril cuadrado de 2.75 mm en el orificio. Después de encontrar la orientación correcta, el molde en forma de V con los moldes superior e inferior se encuentra a 90 grados en la punzonadora, y los lados interno y externo están al cuadrado, la longitud es de 8 mm y luego se saca la varilla central (Fig.2).
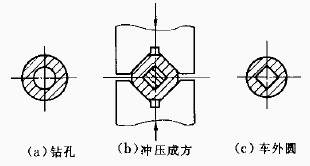
Figura 2 Método de estampado de agujeros ciegos
El método tiene las ventajas de pasos de proceso simples, fabricación conveniente de moldes y ciclo de producción corto. La desventaja es que la dirección axial de la pieza de trabajo es un estado libre sin restricciones durante el estampado, por lo que el husillo es propenso a la deformación por flexión bajo la acción de la fuerza de presión. Es difícil garantizar la coaxialidad entre el orificio cuadrado y el círculo exterior. Al mismo tiempo, el mandril se rompe fácilmente, es difícil de extraer y la intensidad laboral del trabajador es grande. Además, después de que la parte externa de la pieza de trabajo se deforma, es inconveniente para el círculo exterior de la máquina terminada. La práctica varilla de núcleo cuadrado está hecha de material de cuchilla de acero blanco y está hecha directamente por corte de alambre, para que tenga buena resistencia. Para facilitar la barra de tracción del núcleo, se hace una pendiente de 1: 100 en la dirección longitudinal. Al mismo tiempo, es necesario prestar atención a la lubricación en cualquier momento durante el estampado, y usar una herramienta especial para extraer la varilla central. El método tiene una tasa genuina de menos del 85% y solo es adecuado para la producción de lotes pequeños.
II. método de formación del rollo
Pasos del proceso: Vehículo en bruto f6mm segmento exterior círculo a f7.2mm, El orificio interno del taladro es de 4 mm de profundidad y 20 mm. El orificio tiene f5 mm de profundidad y 3 mm. Sin descargar la pieza de trabajo, se sujeta un mandril cuadrado de 2,75 mm en la parte superior viva especial del contrapunto del torno, y se inserta en el orificio y se coloca con el orificio de f5mm. Luego, se inicia el torno, y el segmento del núcleo cuadrado es presionado por un rodillo para deformar el agujero de contracción y formar un agujero cuadrado bajo la restricción del núcleo cuadrado. Después de rodar en su lugar, deténgase y saque el mandril (Figura 3).
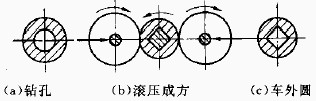
Figura 3 método de formación de laminado de orificios cuadrados
El método tiene las ventajas de que la pieza de trabajo no se descarga, y todos los pasos se completan en el torno, de modo que el orificio cuadrado después del moldeo puede mantener una alta coaxialidad con el círculo exterior, y la calidad es fácil de garantizar. Y los requisitos de equipo son bajos, solo tornos ordinarios, especialmente adecuados para pequeñas empresas. La desventaja es que la fuerza radial es grande al rodar, lo que hace que la pieza de trabajo genere calor y provoque vibraciones. Además, los requisitos técnicos para los trabajadores son altos. En la práctica, para superar el problema de la gran fuerza radial, se adopta un método de alimentación simultánea de los rodillos dobles delanteros y traseros, y se utiliza la transmisión hidráulica. Las fuerzas radiales se cancelan sustancialmente entre sí, y la velocidad de rodadura también se acelera, y el efecto es bueno. Sin embargo, este método hace que el mecanismo de alimentación del portaherramientas sea más complicado, y a menudo se usa cuando el tamaño del lote es grande. La clave del éxito de este proceso es el dominio de la velocidad de rodadura y la velocidad de avance. No solo debe enrollarse en su lugar, la forma del orificio cuadrado está llena, y no debe ser excesiva, para no perder el margen del acabado del círculo exterior. Los parámetros específicos, como el diámetro exterior de la pieza en bruto antes de la laminación, la velocidad de laminación, la cantidad de alimentación de laminación, etc., se pueden obtener mediante una prueba de proceso.
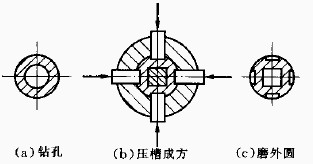
Figura 4 Método de moldeo de moldes
La condición de trabajo del molde es así:
La pieza de trabajo 9 se coloca en el cuerpo cóncavo del molde 6 por la circunferencia exterior del vehículo terminado. Cuando la punzonadora empuja la placa de matriz superior 8 hacia abajo, la pieza de trabajo es presionada primero por el gato superior 12 en la superficie de posicionamiento. La cuña 17 empuja el deslizador 18 hacia la izquierda a lo largo del riel horizontal 19, y la leva móvil 15 es impulsada por el pasador 16 para moverse hacia la izquierda. La rampa de levas coopera con el rodillo 2 para forzar que el núcleo cuadrado 3 se mueva hacia arriba dentro del orificio interno de la pieza de trabajo y centre el orificio por el orificio de f5 mm. La plantilla superior continúa moviéndose hacia abajo. En este momento, la columna de la cuña está en una carrera inactiva, y el pasador expulsor superior se mantiene apretado bajo la acción del resorte 10, de modo que la pieza de trabajo se coloca de manera confiable. Posteriormente, la cuña anular 14 comienza a entrar en la carrera de trabajo, y se insta a los cuatro punzones de formación 4 a moverse juntos en una dirección centrípeta, y la ranura se presiona sobre la pieza de trabajo para formar una forma convexa en el orificio. El orificio cuadrado está conformado por la acción conjunta del núcleo cuadrado. En la carrera de retorno, se avanza la placa de matriz superior, y la cuña de anillo 14 primero desacopla el punzón de formación, de modo que este último vuelve a la posición original bajo la acción del resorte de retorno 5. La cuña 17 empuja el deslizador 18 hacia la derecha, moviendo correspondientemente la leva hacia la derecha, y el núcleo cuadrado sale del orificio interior a través de la rampa y el rodillo. Finalmente, el eyector superior 12 libera la pieza de trabajo, y la pieza de trabajo se puede sacar, completando así un ciclo de trabajo.
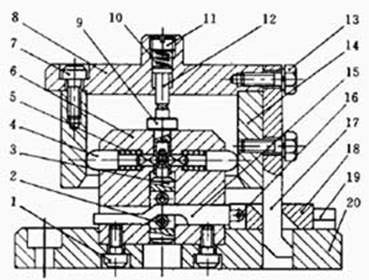
Figura 5 Agujero cuadrado formando molde
La ventaja del método es que después de que el círculo externo de la pieza de trabajo pasa a través del carro de acabado, la precisión de posicionamiento en el molde es alta y el espesor real de la pared se reduce, de modo que la deformación es fácil y, por lo tanto, se puede obtener la alta calidad. Dado que la cantidad de estampado es pequeña (un lado de 0.6 mm) y se realiza en un rango localizado, la fuerza de presión que actúa sobre la pieza de trabajo es relativamente pequeña. Por lo tanto, la deformación de la pieza de trabajo después del estampado también es pequeña, y puede ingresar directamente al siguiente proceso de rectificado, de modo que la productividad mejora considerablemente. Además, el método es muy conveniente y ahorra trabajo, y es popular entre los trabajadores. La desventaja es que después del moldeo, quedan cuatro ranuras longitudinales con un ancho de 2 mm y una profundidad de 0.6 mm en la superficie externa de la pieza de trabajo, y no se pueden quitar después del rectificado. Obviamente, esto no cumple con los requisitos de dibujo. En este sentido, creemos que sí: Dado que la ranura es teóricamente desventajosa para el siguiente proceso de rectificado, en la práctica, dado que la ranura está localizada, el efecto no es grande y el efecto sobre el uso es menor. La práctica ha demostrado que ayuda a lubricar, porque el tanque solo se utiliza para almacenar una cierta cantidad de aceite lubricante. Entonces hicimos las modificaciones apropiadas a los dibujos para permitir que estas ranuras existan. Si debe eliminar estas ranuras para cumplir completamente con los requisitos de dibujo, puede usar el método para aumentar el diámetro exterior de la pieza en bruto y girarlo después del moldeo, pero le recomendamos que no lo haga.
Figura 1 Dibujo de piezas del orificio cuadrado del husillo del odómetro de velocidad
Como el orificio es ciego y el diámetro es pequeño, el corte no puede prefabricarse y la extracción de la viruta es difícil, por lo que no se pueden utilizar métodos convencionales de procesamiento de virutas como el corte y el punzonado. Por lo tanto, consideramos usar primero el orificio inferior y luego aplicar presión radial al eje. Deforma plásticamente, de modo que el lado Yuan Cheng sin desprendimiento de virutas proceso de conformación. Con base en las ideas anteriores, hemos concebido y practicado una variedad de métodos de formación de presión. Los siguientes son varios métodos para la formación de agujeros cuadrados.
I. Prensa método de moldeo
Los pasos del proceso son:
El desbaste de la sección de f6mm del carro áspero es de f7.2mm, y el orificio interno del taladro es de f4mm de profundidad y 20mm. Retire la pieza de trabajo e inserte un mandril cuadrado de 2.75 mm en el orificio. Después de encontrar la orientación correcta, el molde en forma de V con los moldes superior e inferior se encuentra a 90 grados en la punzonadora, y los lados interno y externo están al cuadrado, la longitud es de 8 mm y luego se saca la varilla central (Fig.2).
Figura 2 Método de estampado de agujeros ciegos
El método tiene las ventajas de pasos de proceso simples, fabricación conveniente de moldes y ciclo de producción corto. La desventaja es que la dirección axial de la pieza de trabajo es un estado libre sin restricciones durante el estampado, por lo que el husillo es propenso a la deformación por flexión bajo la acción de la fuerza de presión. Es difícil garantizar la coaxialidad entre el orificio cuadrado y el círculo exterior. Al mismo tiempo, el mandril se rompe fácilmente, es difícil de extraer y la intensidad laboral del trabajador es grande. Además, después de que la parte externa de la pieza de trabajo se deforma, es inconveniente para el círculo exterior de la máquina terminada. La práctica varilla de núcleo cuadrado está hecha de material de cuchilla de acero blanco y está hecha directamente por corte de alambre, para que tenga buena resistencia. Para facilitar la barra de tracción del núcleo, se hace una pendiente de 1: 100 en la dirección longitudinal. Al mismo tiempo, es necesario prestar atención a la lubricación en cualquier momento durante el estampado, y usar una herramienta especial para extraer la varilla central. El método tiene una tasa genuina de menos del 85% y solo es adecuado para la producción de lotes pequeños.
II. método de formación del rollo
Pasos del proceso: Vehículo en bruto f6mm segmento exterior círculo a f7.2mm, El orificio interno del taladro es de 4 mm de profundidad y 20 mm. El orificio tiene f5 mm de profundidad y 3 mm. Sin descargar la pieza de trabajo, se sujeta un mandril cuadrado de 2,75 mm en la parte superior viva especial del contrapunto del torno, y se inserta en el orificio y se coloca con el orificio de f5mm. Luego, se inicia el torno, y el segmento del núcleo cuadrado es presionado por un rodillo para deformar el agujero de contracción y formar un agujero cuadrado bajo la restricción del núcleo cuadrado. Después de rodar en su lugar, deténgase y saque el mandril (Figura 3).
Figura 3 método de formación de laminado de orificios cuadrados
El método tiene las ventajas de que la pieza de trabajo no se descarga, y todos los pasos se completan en el torno, de modo que el orificio cuadrado después del moldeo puede mantener una alta coaxialidad con el círculo exterior, y la calidad es fácil de garantizar. Y los requisitos de equipo son bajos, solo tornos ordinarios, especialmente adecuados para pequeñas empresas. La desventaja es que la fuerza radial es grande al rodar, lo que hace que la pieza de trabajo genere calor y provoque vibraciones. Además, los requisitos técnicos para los trabajadores son altos. En la práctica, para superar el problema de la gran fuerza radial, se adopta un método de alimentación simultánea de los rodillos dobles delanteros y traseros, y se utiliza la transmisión hidráulica. Las fuerzas radiales se cancelan sustancialmente entre sí, y la velocidad de rodadura también se acelera, y el efecto es bueno. Sin embargo, este método hace que el mecanismo de alimentación del portaherramientas sea más complicado, y a menudo se usa cuando el tamaño del lote es grande. La clave del éxito de este proceso es el dominio de la velocidad de rodadura y la velocidad de avance. No solo debe enrollarse en su lugar, la forma del orificio cuadrado está llena, y no debe ser excesiva, para no perder el margen del acabado del círculo exterior. Los parámetros específicos, como el diámetro exterior de la pieza en bruto antes de la laminación, la velocidad de laminación, la cantidad de alimentación de laminación, etc., se pueden obtener mediante una prueba de proceso.
III. Método de formación de moldes
Con el fin de satisfacer las necesidades de producción en masa, hemos desarrollado moldes especiales para aumentar considerablemente la productividad.
Los pasos del proceso son:
Después de girar bruscamente el torno, se refina el círculo exterior de la sección de f6mm y se deja el margen de molienda. El orificio interno del taladro tiene f4 mm de profundidad y 20 mm, y el orificio tiene f5 mm de profundidad y 3 mm de profundidad, que se utiliza como referencia de posicionamiento. Los troqueles de estampación personalizados se utilizan en el equipo de estampación. Se presionan cuatro ranuras en el diámetro correspondiente de la sección del orificio cuadrado para transferir el material al orificio. Se forma un agujero cuadrado debajo de la acción conjunta del mandril, y el proceso de moldeo específico es como se muestra en la FIG. La matriz de moldeo especial se muestra en la Figura 5.
Con el fin de satisfacer las necesidades de producción en masa, hemos desarrollado moldes especiales para aumentar considerablemente la productividad.
Los pasos del proceso son:
Después de girar bruscamente el torno, se refina el círculo exterior de la sección de f6mm y se deja el margen de molienda. El orificio interno del taladro tiene f4 mm de profundidad y 20 mm, y el orificio tiene f5 mm de profundidad y 3 mm de profundidad, que se utiliza como referencia de posicionamiento. Los troqueles de estampación personalizados se utilizan en el equipo de estampación. Se presionan cuatro ranuras en el diámetro correspondiente de la sección del orificio cuadrado para transferir el material al orificio. Se forma un agujero cuadrado debajo de la acción conjunta del mandril, y el proceso de moldeo específico es como se muestra en la FIG. La matriz de moldeo especial se muestra en la Figura 5.
Figura 4 Método de moldeo de moldes
La condición de trabajo del molde es así:
La pieza de trabajo 9 se coloca en el cuerpo cóncavo del molde 6 por la circunferencia exterior del vehículo terminado. Cuando la punzonadora empuja la placa de matriz superior 8 hacia abajo, la pieza de trabajo es presionada primero por el gato superior 12 en la superficie de posicionamiento. La cuña 17 empuja el deslizador 18 hacia la izquierda a lo largo del riel horizontal 19, y la leva móvil 15 es impulsada por el pasador 16 para moverse hacia la izquierda. La rampa de levas coopera con el rodillo 2 para forzar que el núcleo cuadrado 3 se mueva hacia arriba dentro del orificio interno de la pieza de trabajo y centre el orificio por el orificio de f5 mm. La plantilla superior continúa moviéndose hacia abajo. En este momento, la columna de la cuña está en una carrera inactiva, y el pasador expulsor superior se mantiene apretado bajo la acción del resorte 10, de modo que la pieza de trabajo se coloca de manera confiable. Posteriormente, la cuña anular 14 comienza a entrar en la carrera de trabajo, y se insta a los cuatro punzones de formación 4 a moverse juntos en una dirección centrípeta, y la ranura se presiona sobre la pieza de trabajo para formar una forma convexa en el orificio. El orificio cuadrado está conformado por la acción conjunta del núcleo cuadrado. En la carrera de retorno, se avanza la placa de matriz superior, y la cuña de anillo 14 primero desacopla el punzón de formación, de modo que este último vuelve a la posición original bajo la acción del resorte de retorno 5. La cuña 17 empuja el deslizador 18 hacia la derecha, moviendo correspondientemente la leva hacia la derecha, y el núcleo cuadrado sale del orificio interior a través de la rampa y el rodillo. Finalmente, el eyector superior 12 libera la pieza de trabajo, y la pieza de trabajo se puede sacar, completando así un ciclo de trabajo.
Figura 5 Agujero cuadrado formando molde
1, 7, 13. Tornillos de conexión
2) Rueda
3. núcleo cuadrado
4. Formando el golpe 5,
10. Restablecer el resorte
6. Cuerpo cóncavo
8. Plantilla superior
9. Pieza de trabajo
11. Tornillo de ajuste
12. Eyector superior
14. anillo de cuña
15 cámara móvil
16. Pin
17. cuña
18. Control deslizante
19. Carril de guía
20. base del molde
2) Rueda
3. núcleo cuadrado
4. Formando el golpe 5,
10. Restablecer el resorte
6. Cuerpo cóncavo
8. Plantilla superior
9. Pieza de trabajo
11. Tornillo de ajuste
12. Eyector superior
14. anillo de cuña
15 cámara móvil
16. Pin
17. cuña
18. Control deslizante
19. Carril de guía
20. base del molde
La ventaja del método es que después de que el círculo externo de la pieza de trabajo pasa a través del carro de acabado, la precisión de posicionamiento en el molde es alta y el espesor real de la pared se reduce, de modo que la deformación es fácil y, por lo tanto, se puede obtener la alta calidad. Dado que la cantidad de estampado es pequeña (un lado de 0.6 mm) y se realiza en un rango localizado, la fuerza de presión que actúa sobre la pieza de trabajo es relativamente pequeña. Por lo tanto, la deformación de la pieza de trabajo después del estampado también es pequeña, y puede ingresar directamente al siguiente proceso de rectificado, de modo que la productividad mejora considerablemente. Además, el método es muy conveniente y ahorra trabajo, y es popular entre los trabajadores. La desventaja es que después del moldeo, quedan cuatro ranuras longitudinales con un ancho de 2 mm y una profundidad de 0.6 mm en la superficie externa de la pieza de trabajo, y no se pueden quitar después del rectificado. Obviamente, esto no cumple con los requisitos de dibujo. En este sentido, creemos que sí: Dado que la ranura es teóricamente desventajosa para el siguiente proceso de rectificado, en la práctica, dado que la ranura está localizada, el efecto no es grande y el efecto sobre el uso es menor. La práctica ha demostrado que ayuda a lubricar, porque el tanque solo se utiliza para almacenar una cierta cantidad de aceite lubricante. Entonces hicimos las modificaciones apropiadas a los dibujos para permitir que estas ranuras existan. Si debe eliminar estas ranuras para cumplir completamente con los requisitos de dibujo, puede usar el método para aumentar el diámetro exterior de la pieza en bruto y girarlo después del moldeo, pero le recomendamos que no lo haga.




