Procesamiento por extrusión en frío de piezas perfiladas
Definición de extrusión en frío: extrusión a una temperatura inferior a la temperatura de recuperación. Para la mayoría de los metales no ferrosos, como aluminio, cobre, titanio y materiales de acero, generalmente se refiere a extrusión a temperatura ambiente.

La extrusión en frío consiste en colocar la pieza bruta metálica en una cavidad de extrusión fría y, a temperatura ambiente, aplicar presión a la pieza bruta mediante un punzón fijo en la prensa para deformar plásticamente la pieza bruta metálica para producir un método de procesamiento de piezas.
En la actualidad, China ha podido extruir en frío metales como plomo, estaño, aluminio, cobre, zinc y sus aleaciones, acero con poco carbono, acero con poco carbono, acero para herramientas, acero con baja aleación y acero inoxidable. Incluso para acero para cojinetes, acero para herramientas de aleación de aluminio con alto contenido de carbono, acero de alta velocidad, etc., también puede extruirse en frío con una cierta cantidad de deformación. En términos de equipos de extrusión, China tiene la capacidad de diseñar y fabricar prensas de extrusión de tonelaje en todos los niveles. Además del uso de prensas mecánicas generales, prensas hidráulicas y prensas de extrusión en frío, también ha utilizado con éxito prensas en frío con prensas de fricción y equipos de alta velocidad y alta energía.
KangDing ofrece la máquina de moldeo por extrusión en frío radial serie American RP para extrusión en frío de estrías involuntarias o rectangulares y piezas perfiladas. Es el equipo de conformado en frío preferido para piezas automotrices.
 1, el principio del proceso
1, el principio del proceso
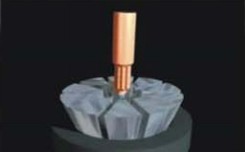
Proceso de formación de extrusión en frío de urdimbre Kine-Flow:
La pluralidad de moldes dispuestos radialmente se presiona contra una pieza de trabajo ubicada en el centro por un conjunto de actuadores de potencia para deformarse. El molde se alimenta en la dirección radial, y esta acción se realiza mediante el cilindro hidráulico axial que empuja el anillo que tiene la cara de la cuña. De este modo, el desplazamiento axial y la fuerza se convierten en desplazamiento radial y fuerza.
2, capacidad de procesamiento
La cantidad de fuerza de extrusión depende del número de dientes de la pieza de trabajo, la profundidad de los dientes, la forma del flanco y la longitud de la formación, además del alargamiento del material. Mientras el lado del diente después de la formación de la pieza de trabajo no obstaculice la extracción de los dientes del molde, la mayoría de las formas de los dientes se pueden extruir. Los lados de los dientes formados pueden ser rectos, involutos u otra forma convexa esférica complicada, y el flanco formado y la raíz pueden no tener esquinas afiladas, y todas las superficies de los dientes son opuestas.
La extrusión en frío consiste en colocar la pieza bruta metálica en una cavidad de extrusión fría y, a temperatura ambiente, aplicar presión a la pieza bruta mediante un punzón fijo en la prensa para deformar plásticamente la pieza bruta metálica para producir un método de procesamiento de piezas.
En la actualidad, China ha podido extruir en frío metales como plomo, estaño, aluminio, cobre, zinc y sus aleaciones, acero con poco carbono, acero con poco carbono, acero para herramientas, acero con baja aleación y acero inoxidable. Incluso para acero para cojinetes, acero para herramientas de aleación de aluminio con alto contenido de carbono, acero de alta velocidad, etc., también puede extruirse en frío con una cierta cantidad de deformación. En términos de equipos de extrusión, China tiene la capacidad de diseñar y fabricar prensas de extrusión de tonelaje en todos los niveles. Además del uso de prensas mecánicas generales, prensas hidráulicas y prensas de extrusión en frío, también ha utilizado con éxito prensas en frío con prensas de fricción y equipos de alta velocidad y alta energía.
KangDing ofrece la máquina de moldeo por extrusión en frío radial serie American RP para extrusión en frío de estrías involuntarias o rectangulares y piezas perfiladas. Es el equipo de conformado en frío preferido para piezas automotrices.
Proceso de formación de extrusión en frío de urdimbre Kine-Flow:
La pluralidad de moldes dispuestos radialmente se presiona contra una pieza de trabajo ubicada en el centro por un conjunto de actuadores de potencia para deformarse. El molde se alimenta en la dirección radial, y esta acción se realiza mediante el cilindro hidráulico axial que empuja el anillo que tiene la cara de la cuña. De este modo, el desplazamiento axial y la fuerza se convierten en desplazamiento radial y fuerza.
2, capacidad de procesamiento
La cantidad de fuerza de extrusión depende del número de dientes de la pieza de trabajo, la profundidad de los dientes, la forma del flanco y la longitud de la formación, además del alargamiento del material. Mientras el lado del diente después de la formación de la pieza de trabajo no obstaculice la extracción de los dientes del molde, la mayoría de las formas de los dientes se pueden extruir. Los lados de los dientes formados pueden ser rectos, involutos u otra forma convexa esférica complicada, y el flanco formado y la raíz pueden no tener esquinas afiladas, y todas las superficies de los dientes son opuestas.
3, las características de la moldura
La tolerancia al paso y al diente son los parámetros principales después de la formación. Si el blanco está bien controlado, producirá una estabilidad de precisión extremadamente alta. A diferencia de la compresión axial, que controla el diámetro exterior, la punta extruida radialmente tiene una brida. Esto se debe a que el flujo axial del material durante la formación no tiene restricciones.
4, requisitos materiales
En general, la dureza del material es mayor que HRC25, y el alargamiento es de al menos 15% para mejorar la vida útil del molde. Además, cuanto menor es el ángulo de presión, mayor es la carga del molde, lo que afectará la vida útil del molde y el error acumulativo del paso.
5, construcción de equipos
El dispositivo tiene nudos horizontales y verticales. El desmontaje y reemplazo del molde es modular, simple y rápido. Se puede cargar y descargar de forma manual o totalmente automatizada. El sistema hidráulico se puede colocar dentro del fuselaje o por separado fuera del fuselaje.
La tolerancia al paso y al diente son los parámetros principales después de la formación. Si el blanco está bien controlado, producirá una estabilidad de precisión extremadamente alta. A diferencia de la compresión axial, que controla el diámetro exterior, la punta extruida radialmente tiene una brida. Esto se debe a que el flujo axial del material durante la formación no tiene restricciones.
4, requisitos materiales
En general, la dureza del material es mayor que HRC25, y el alargamiento es de al menos 15% para mejorar la vida útil del molde. Además, cuanto menor es el ángulo de presión, mayor es la carga del molde, lo que afectará la vida útil del molde y el error acumulativo del paso.
5, construcción de equipos
El dispositivo tiene nudos horizontales y verticales. El desmontaje y reemplazo del molde es modular, simple y rápido. Se puede cargar y descargar de forma manual o totalmente automatizada. El sistema hidráulico se puede colocar dentro del fuselaje o por separado fuera del fuselaje.




