Problema de rotura de viruta en torneado CNC
Si la rotura de la viruta de la herramienta es confiable o no tiene un impacto importante en la producción normal y la seguridad del operador. En el proceso de corte, el astillado del chip salpicará y dañará a las personas, y es fácil dañar la máquina herramienta; Se pueden enrollar largas tiras de viruta alrededor de la pieza de trabajo o la herramienta, lo que puede rayar fácilmente la pieza de trabajo, causando daños a la herramienta e incluso afectando la seguridad del trabajador. Para máquinas de mecanizado automático como máquinas herramienta CNC (centros de mecanizado), debido a la gran cantidad de herramientas y la estrecha conexión entre el portaherramientas y la herramienta, el problema de la rotura de virutas es aún más importante. Mientras la rotura de la viruta de uno de los cuchillos no sea confiable, puede dañar la circulación automática de la máquina herramienta o incluso destruir el funcionamiento normal de toda la línea. Por lo tanto, al diseñar, seleccionar o afilar la herramienta, se debe considerar la confiabilidad del chip de ruptura de viruta. Para máquinas herramienta CNC (centros de mecanizado), etc., se deben cumplir los siguientes requisitos:
El astillado no se enrollará alrededor de la herramienta, la pieza de trabajo y sus herramientas y equipos adyacentes;
El astillado no debe salpicar para garantizar la seguridad del operador y del observador;
Durante el acabado, el astillado no debe rayar la superficie mecanizada de la pieza de trabajo y afectar la calidad de la superficie mecanizada;
Asegure la durabilidad predeterminada de la herramienta, no la use prematuramente e intente evitar que se dañe;
Cuando sale el astillado, no obstaculiza la inyección del fluido de corte;
El astillado no raya los rieles de la máquina u otros componentes.
Sobre la base de cumplir con los requisitos anteriores, diferentes herramientas tienen diferentes requisitos para la longitud de sujeción. Por ejemplo, la longitud máxima de viruta de un acero de torneado en bruto general es de aproximadamente 100 mm; El giro fino debería ser un poco más largo. Para evitar virutas excesivamente conminutas, ya que es fácil incrustar algunas partes importantes del riel de guía de la máquina y el dispositivo de herramienta (como la superficie de referencia), lo que no solo requiere protecciones adicionales, sino que también trae ciertas dificultades para despejar la viruta.
Uno, clasificación de formas de viruta
De acuerdo con las condiciones específicas del material de la pieza de trabajo, la geometría de la herramienta y la cantidad de corte, la forma de la viruta generalmente tiene:
Viruta en forma de tira, viruta en forma de C, viruta de viruta, viruta de volumen Pagoda, viruta de rollo de cinta de pelo, viruta de tornillo largo y apretado, viruta en espiral, etc. (ver Figura 1).
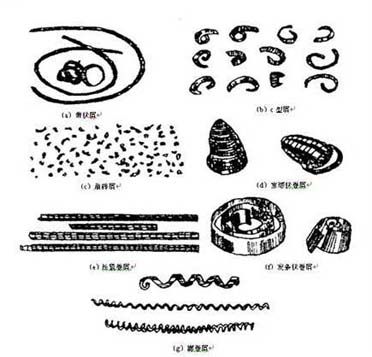
1) viruta en forma de tira (ver Figura 1a): Al cortar materiales metálicos de plástico a alta velocidad, si no se toman medidas para romper la viruta, es fácil formar virutas en forma de banda, que son continuas y a menudo se envuelven alrededor de la pieza de trabajo o herramienta, que es fácil de rayar. La superficie de la pieza de trabajo o el filo de la herramienta están dañados e incluso la persona está lesionada. Por lo tanto, es necesario evitar la formación de virutas en forma de tira.
Sin embargo, a veces es deseable obtener virutas en forma de tira para que la viruta se pueda descargar suavemente. Por ejemplo, cuando se colocan agujeros ciegos en un trampolín vertical.
(2) viruta en forma de C (ver Figura 1 b):
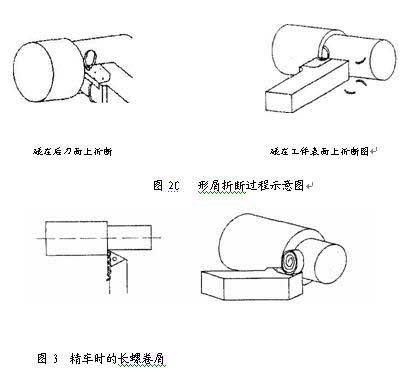
Al tornear acero al carbono y materiales de acero aleado, la viruta en forma de C es fácil de formar si se utiliza una herramienta de torneado con un rompevirutas. Las virutas en forma de C no tienen inconvenientes con las virutas de cinta. Sin embargo, la mayoría de las virutas en forma de C se rompen por colisión con el flanco de la herramienta de torneado o la superficie de la pieza de trabajo (ver Figura 2). Las roturas y roturas de alta frecuencia de las virutas pueden afectar la suavidad del proceso de corte, lo que afecta la rugosidad de la superficie mecanizada. Por lo tanto, generalmente no es deseable obtener virutas en forma de C durante el acabado. Es deseable obtener virutas espirales largas (ver Figura 3) para que el proceso de corte sea más suave.
(3) Spring Roll Swarf (ver Figura 1f):
En un torno de servicio pesado, el acero se corta con una gran profundidad de corte y una gran alimentación. La viruta es ancha y gruesa. Si se forman virutas en forma de C, es fácil dañar el filo e incluso salpicar y herir a las personas. Por lo tanto, el radio del arco del fondo de la ranura del rompevirutas generalmente aumenta, de modo que la viruta en un resorte (ver Figura 4) colisiona y se rompe en la superficie mecanizada, y cae por su propio peso.
(4) viruta enrollada larga (Ver Figura 1e):
El proceso de formación de virutas largas y laminadas apretadas es relativamente estable, y la limpieza también es conveniente, lo que es una buena forma de viruta en un torno común.
(5) Pagoda roll Swarf [Ver Figura 1d):
Este tipo de chip es deseable para el mecanizado CNC, las máquinas herramienta o el mecanizado automático de alambre porque dicha viruta no se enrolla alrededor de la herramienta y la pieza de trabajo. Y la limpieza también es conveniente.
El astillado no se enrollará alrededor de la herramienta, la pieza de trabajo y sus herramientas y equipos adyacentes;
El astillado no debe salpicar para garantizar la seguridad del operador y del observador;
Durante el acabado, el astillado no debe rayar la superficie mecanizada de la pieza de trabajo y afectar la calidad de la superficie mecanizada;
Asegure la durabilidad predeterminada de la herramienta, no la use prematuramente e intente evitar que se dañe;
Cuando sale el astillado, no obstaculiza la inyección del fluido de corte;
El astillado no raya los rieles de la máquina u otros componentes.
Sobre la base de cumplir con los requisitos anteriores, diferentes herramientas tienen diferentes requisitos para la longitud de sujeción. Por ejemplo, la longitud máxima de viruta de un acero de torneado en bruto general es de aproximadamente 100 mm; El giro fino debería ser un poco más largo. Para evitar virutas excesivamente conminutas, ya que es fácil incrustar algunas partes importantes del riel de guía de la máquina y el dispositivo de herramienta (como la superficie de referencia), lo que no solo requiere protecciones adicionales, sino que también trae ciertas dificultades para despejar la viruta.
Uno, clasificación de formas de viruta
De acuerdo con las condiciones específicas del material de la pieza de trabajo, la geometría de la herramienta y la cantidad de corte, la forma de la viruta generalmente tiene:
Viruta en forma de tira, viruta en forma de C, viruta de viruta, viruta de volumen Pagoda, viruta de rollo de cinta de pelo, viruta de tornillo largo y apretado, viruta en espiral, etc. (ver Figura 1).
1) viruta en forma de tira (ver Figura 1a): Al cortar materiales metálicos de plástico a alta velocidad, si no se toman medidas para romper la viruta, es fácil formar virutas en forma de banda, que son continuas y a menudo se envuelven alrededor de la pieza de trabajo o herramienta, que es fácil de rayar. La superficie de la pieza de trabajo o el filo de la herramienta están dañados e incluso la persona está lesionada. Por lo tanto, es necesario evitar la formación de virutas en forma de tira.
Sin embargo, a veces es deseable obtener virutas en forma de tira para que la viruta se pueda descargar suavemente. Por ejemplo, cuando se colocan agujeros ciegos en un trampolín vertical.
(2) viruta en forma de C (ver Figura 1 b):
Al tornear acero al carbono y materiales de acero aleado, la viruta en forma de C es fácil de formar si se utiliza una herramienta de torneado con un rompevirutas. Las virutas en forma de C no tienen inconvenientes con las virutas de cinta. Sin embargo, la mayoría de las virutas en forma de C se rompen por colisión con el flanco de la herramienta de torneado o la superficie de la pieza de trabajo (ver Figura 2). Las roturas y roturas de alta frecuencia de las virutas pueden afectar la suavidad del proceso de corte, lo que afecta la rugosidad de la superficie mecanizada. Por lo tanto, generalmente no es deseable obtener virutas en forma de C durante el acabado. Es deseable obtener virutas espirales largas (ver Figura 3) para que el proceso de corte sea más suave.
(3) Spring Roll Swarf (ver Figura 1f):
En un torno de servicio pesado, el acero se corta con una gran profundidad de corte y una gran alimentación. La viruta es ancha y gruesa. Si se forman virutas en forma de C, es fácil dañar el filo e incluso salpicar y herir a las personas. Por lo tanto, el radio del arco del fondo de la ranura del rompevirutas generalmente aumenta, de modo que la viruta en un resorte (ver Figura 4) colisiona y se rompe en la superficie mecanizada, y cae por su propio peso.
(4) viruta enrollada larga (Ver Figura 1e):
El proceso de formación de virutas largas y laminadas apretadas es relativamente estable, y la limpieza también es conveniente, lo que es una buena forma de viruta en un torno común.
(5) Pagoda roll Swarf [Ver Figura 1d):
Este tipo de chip es deseable para el mecanizado CNC, las máquinas herramienta o el mecanizado automático de alambre porque dicha viruta no se enrolla alrededor de la herramienta y la pieza de trabajo. Y la limpieza también es conveniente.




